(54) НОЖНИЦЫ ДЛЯ РЕЗКИ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Ножницы для резки проката | 1979 |
|
SU825285A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| Устройство для разделения профильного материала | 1986 |
|
SU1388200A1 |
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
| Гидравлическое прижимное устройство для ножниц | 1977 |
|
SU725827A1 |
| Устройство для многооперационной металлообработки | 1987 |
|
SU1505778A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
,.1
Изобретение относится к обработке металлов давлением, а именно к ножницам для резки профильного npORaTfa и может бытьи спользовано в заготрви- тельных цехах .машиностроительных и ме-- таллургических заводов, а также в поточных линиях для обработки длинномерного профильного проката.
Известны ножницы, содержавдне устано в ленные на станине с воэмоясносфью возвратно-поступательного пережещения С-образный ползун с нижним ножом, смонтированный на с-образном ползуне с воз дожностью возвратно-поступатель-; ногр перемещения, в том же направлении15 ползун с верхним ножом, связанный с установленной на станине параллельно перемещению ползунов; пружиной с регулир емым усилием сжатия, регулируемы« у-пор, взаимодейст ёующий с ползу- 20 ном, несущим верхний нож, и привод перемещен 1я ползунов в виде силово р гидроцилиндра, шток которого шарнирно соединен iс ползуном несущим верхний нож, а корпус жестко связан с С-об- разным ползуном 1.
Недостаток ножниц для резки проката состоит в том, что они не обеспечивают высокого качества резки, особенно длинномерного проката, имеюще- 30
го кривизну, по той причине, что в них не предусмртрёно жесткое закрепление заготовки между ножницами.
Известны ножницы резки проката, срдержащие станину, С-образный ползун с нижним ножом, ползун с верхним , ножом, перемещаемый в С-образном ползуне приводом, прижим, размещенный на ползуне, и упор, закрепленный на .станине 2 . ..
Недостаток ножниц состоит в том, что качество резки профильного проката невысок ое за счет повышенногр развала полок из-за отличия траекторий разных точек инструмента, при качательнйм движении С-образного ползуна. Кроме того, в ножницах резка Производится при движении верхнего ножа вниз и потому на подающие и отводящие рольганги передается усилие резки.
Цель изобретения - повышение качества резки.
Поставленная цель достигается тем, что нржницы снабжены дополнительным приводом в виде силового цилиндра, имеющего шток, соединенный с прижимом, а привод выполнен в виде ползуном и надпоршневые полости обоих
цилиндров соединены между собою, а верхний и нижний ножи расположены про тйвоположно соответстве нн6 упору и Прижиму. - --
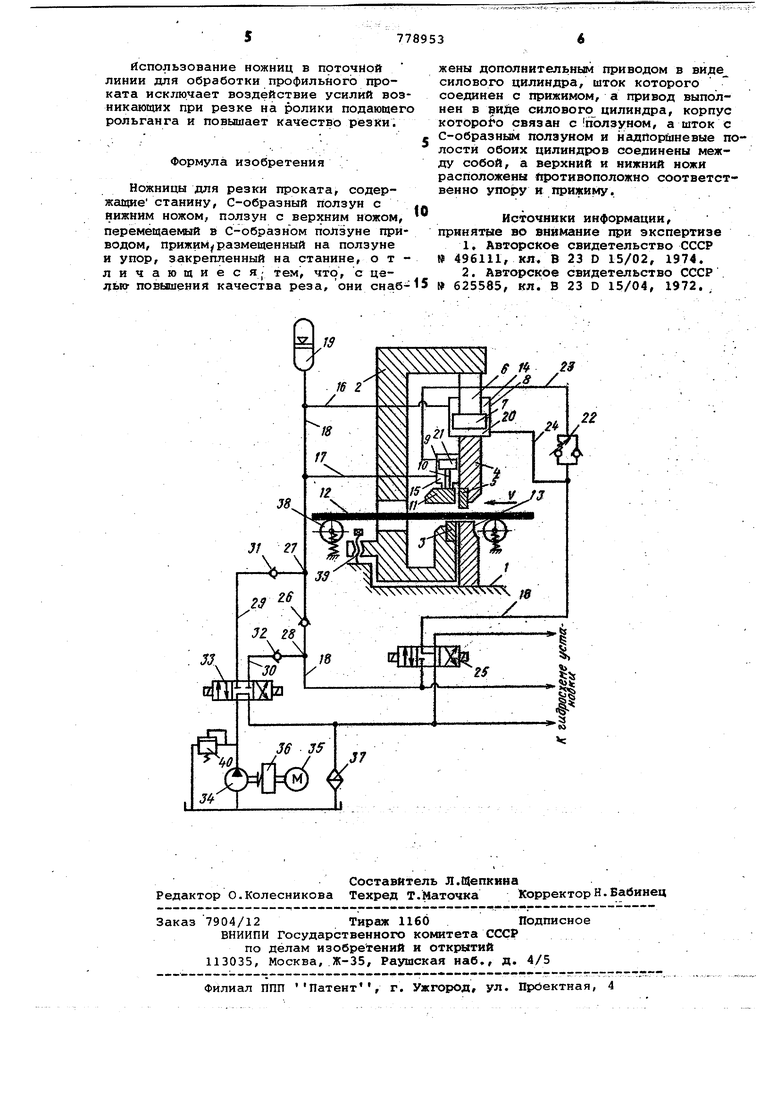
На чертеже изображены ножницы, общий вид, разрез.Ножйицы для резки проката содержат Остановленный на станине 1 с возможностью возвратно-поступательного пере-, мёщения С-обраэный ползун 2,на котором закреплен нижний нож 3. В направляю-1 , щих С-образного ползуна 2 (на нертеже на показаны) смонтирован с возможностью возвратно-поступательного пбЕ ёМ1ей;ёнйя в том же направлении ползун 4 с верхним ножом 5. Привод ползунов 2, 4 йыполнен в виде силового 15 цилиндра, шток б которого закреплённым поршнем 7 жестко связан с С-обрг1эй ам
ползуном 2, а корпус 8 в свою очередь Г
связан с ползуном 4. На ползуне 4 со CTdpiOHH нижнего ножа 3 закрепйен до- 20 ;Лдлйительный привод в виде силового .цилиндра 9 с закреплеиньш на его ке 10 прижимом 11 для прижима проката 12 к нижнему нежу 3. Йа стаиине 1 противоположно верхнему ножу 5 ус- -; тановлен неподвижный упор 13. Штоко- вие полости 14, 15 обоих силовых цилиндров присоединёнй с помощью труббпроводов 1б, 17 и магистрали 18 к
. аккумулятору 19, а надпоршневые прлос-j ти .20, 21 соединены между собой при 30 помовд прёйохранительного клапана 22, установленного в трубопроводе 23 магистрали 18, другой трубопровод 24, которой соединяёт указанную магистраль 18 с надпоршневой полостью 20 35 силового цилиндра. В магистрале 18 установлея распределитель 25, управляйзщий; подачей раёёчёго тела в над. nidptuHeBbie: полости 20, 21 СййЬвых цилиндров, и обратный клапан 26, рас- 0 положенный между точками подвода 27, 28 трубопроводов 2Si, 30, соединяющих Тчёрёэ-обратные клапаны 31, 32 afcttpe, делитель 33, магистраль 18 с йасосом 34, приводимым электромотором 35 с Ма- ;хдвиком 36, сйуйсащим для снижения
; тановленнбй мощности элёктроДв гате.ля. В найорной магистрали насоса 34 установлен Прёдохранителбный клалан 40, а в сяийной ;фильтр 37, соединенный распределитель .33 и обрат- 5Q ный клапан 32 с магистралью 18. Для регулировки положения ножа 3 С-образ-; ног оползуна 2 отнОйИгеЛьнО роликов 38 фдающего рольганга в ножницах предус1 Т.рен винт 39.55
.Ножнища для резки проката рабЬта Ш йл едуШ ;
.. .....
НИИ НОЖИ 3, 5 находятся в рёзвёдённом положении, а прижим 11 расположен над 60 прокатом 12, йаходяцимся в зоне резки на роликах 38 подайщего рольганга, йричем растояние между ножами 3, 5 и между прижимной;пятой 11 и заготовкой -12 задается давлением рабочего тела в 45
аккумуляторе 19. При переключении золотников гйдрораспределителей 33, 25 соотв.етственно в левое и правое крайниё положения рабочее тело от аккумулятора 19 и насоса 34 по тубопроводу 30 через обратный клапан 32 и магистраль 18 через обратный клапан 26 подается в трубопровод 24 и надпоршневую полость 20 силового цилиндра, штОк которого 6 связан с С- образным ползуном 2, а корпус 8. с ползуном 4. В результате ползун 4 с ножом 5 начинает УЬкоренно перемещаться вниз, вытесняя при этом рабочее тело из штоковой полости 14 через обратный клапан 26 в магистрали 18. Ползун 4 перемещается потой:, ГЧТО ег6 вес :йамного меньше веса С-образнОго ползуна ,2. Так как в трубопроводе 23 устайОвлен предохранигёльный клапан 22, то при движении . ползуна 4. с ножом 5 вниз рабочее теЛО не поступает в надпоршневую полост 21 силового Цилиндра, несущего прийШКУИ. При дальнейшем ходе ползуна 4 последний ножом 5 прижимает заготовку к неподвижному упору 13, в результате чего давление в магистрали 18 возрастает и рабочее тело, преодолевая српрЬтийле айё предохранительного клапана22, поступает в надпоршневую полость 21, реремещая шток 10 с закрепленным на нем йрижимом 11 в направлении разрезаемого проката.после эажима разрезаемого проката между прижимом 11 и нижним ножом 3 С-образного поЛзуна за счет дальнейшего повьиаения давления е магистрали 18 начинает перемещаться С-обраэный ползун 2 С нижним ножом 3 отйоеительмо неподвижного в это время верхнего «ока 5 и произйс ДйФ отрезку заготов 1и. Сечения силовых цилиндров подбираются таким .образом, чтойа ftp повышении давления в полостях 20 и 21 исключалась дефорМаЦия проката в зоне прижима в Пйрцессе резки и после среза С-образный ползун й ЙрйШм 11 перемещаются вверх при этом рабочее Тело из йадпоршне ёой полостей 21 силовош цилиндра через; ЛреДОЗфДнйтёльныЙ Клапан поступаётв наДйоршневуй полость 20 силового .цилиндра, а рабочее тело из штоковой полсэётй 14 n c Vitaet в аккумулятор 19, который в мбмент скола заготовки КомпёнсируеТ гидравлический удар. Для возврата ползунов 2, 4 и прижима 11 в исходное положение насос 34 отклю аёгся рт магистрали 18 при помощи распределителя 25, при этом происходит одновременно опускание ползуна 2 и подъем ползуна 4 и прижима 11 в йСХрдйое положение за счет давления рабочего тела в аккумуляторе 19, при этом рабочее тело из надпоршневых полостей 20, 21 вытесняется через Нредохранительный клапан 22, распределитель 25, фильтр 37 в сливной бак.; После этого цикл ножниц повторяется. Использование ножниц в прточной линии для обработки профильного проката исктпочает воздействие усилий во никающих при резке на ролики подающе рольганга и повышает качество резки. Формула изобретения Ножницы для резки проката, содержащие станину, С-образный ползун с нижним ножом, ползун с верхним ножом, перемещаемый в С-образном ползуне при водом, прижим размещенный на ползуне и упор, закрепленный на станине, о т л и ч а ю щ и е с Я; тем, что, с целью- повышения качества реза, они снаб
S 1f 2S X /.S / . жены дополнительн Ф приводом в виде силового цилиндра, шток которого соединен с прижимом, а привод выполнен в силового цилиндра, корпус которого связан с ползуном, а шток с С-образным ползуном и надпорй1невые полости обоих цилиндров соединены между собой, а верхний и нижний ножи расположены йротивоположно соответственно ynojpy и прижиму. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 496111, кл. В 23 D 15/02, 1974. 2.Авторское свидетельство СССР № 625585, кл. В 23 D 15/04, 1972. ,
