Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для поперечной резки трубных заготовок в холодном состоянии.
Целью изобретения является снижение расхода металла трубной заготовки при последуюпдем производстве труб прошивкой за счет улучшения качества реза.
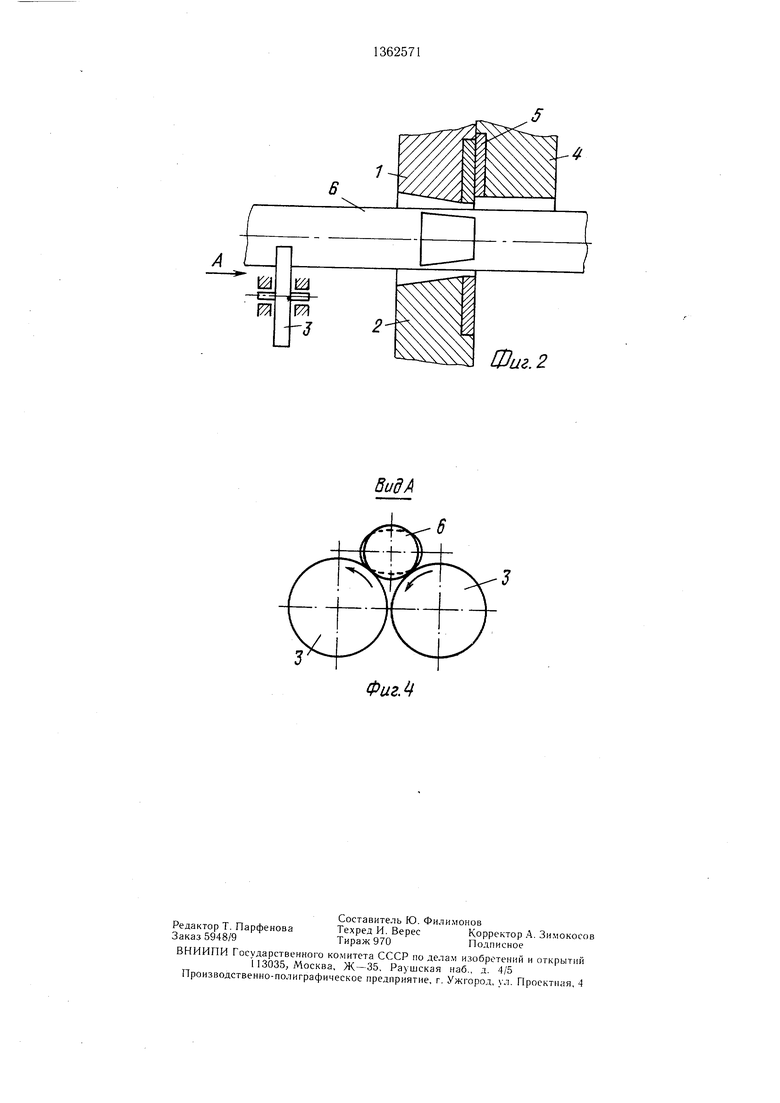
На фиг. 1 изображено устройство для .поперечной резки трубных заготовок, обпдий вид, разрез; на фиг. 2 - то же, после кантовки трубной заготовки на 90°; на фиг. 3 - то же, в процессе разрезания трубной заготовки; на фиг. 4 - вид А на фиг. 2.
Устройство для поперечной резки трубных заготовок содержит суппорт 1 с профилированной конической нижней поверхностью, расположенный над нижним суппортом 2, образуя с конической верхней поверхностью суппорта 2 угол 2а, соответствующий величине входного конуса валков прошивного стана. Для различных трубопрокатных установок с валковыми прошивными станами . Кантователем 3 заготовка кантуется на угол 90° для получения требуемой конусности в двух взаимно перпендикулярных направлениях. Верхний суппорт 4 с ножом 5 установлен с возможностью взаимодействия с нижним суппортом 2 для разрезания заготовки 6, требуемая длина которой устанавливается передвижным упором 7.
На ножницах раскрой штанг трубной заготовки на треЗуемые мерные длины осуществляется следующим образом.
С помощью суппортов 1 и 2 осуществляется вмятие конической части профильных поверхностей в металл заготовки. После этого верхний и нижний суппорты 1 и 2 разводятся, и кантователем 3 производится кантовка заготовки на 90°. После кантовки заготовки суппорты 1 и 2, осуществляя вмятие, формируют окончательно конусность переднего кон Ца заготовки, а нож суппорта 4, продолжая перемещение вниз, разрезает металл заготовки 6. Требуемая длина заготовки устанавливается с помощью подвижного упора 7.
Ограничение и регулирование хода верхнего суппорта 1 в зависимости от диаметра разрезаемой трубной заготовки и наибольшего допустимого вмятия ножей в металл заготовки осуществляется с помощью гидравлического цилиндра (не показан). В зависимости от пластических характеристик металла заготовки величина наибольшего допустимого относительно вмятия по диаметру заготовки должна находиться в пределах от 3% на малопластичных сталях до 15% на высокопластичных сплавах и сталях.
Процесс резания на ножницах состоит из пяти периодов: двух периодов вмятия ножей в металл заготовки, периода кантовки разрезаемого металла на 90°, собственно резания и скалывания оставшейся неразрезанной части сечения заготовки.
В периоды вмятия ножей в металл формируется конусность переднего конца разрезаемой заготовки, осуществляется локальное контролируемое упрочнение металла заготовки профильными поверхностями нижнего и верхнего суппортов; в плоскости реза достигается максимальное упрочнение,
а на периодах собственно резания и скалывания здесь создается концентрация напряжений, обеспечивающая разрезание заготовки в строго заданном сечении.
Формула изобретения
Устройство для поперечной резки трубных аготовок, содержащее станину с нижним суппортом, несущим нижний профилированный нож, верхний суппорт с профилированным ножом, подвижный прижим и упор, тличающееся тем, что, с целью снижения расхода металла трубной заготовки при последующем производстве труб прошивкой за счет улучшения качества реза, оно снабжено механизмом периодического фиксированного вращения заготовки, прижим выполнен с возможностью регулировочного перемещения с его ограничением, расположен над нижним суппортом, а обращенные одна к другой поверхности прижима и нижнего суппорта выполнены конусными.
Фиг.Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок ножей для резки проката | 1989 |
|
SU1690974A1 |
| Ножницы для резки труб | 1986 |
|
SU1386385A1 |
| СПОСОБ РЕЗКИ ПРОКАТНЫХ ЗАГОТОВОК | 2011 |
|
RU2470747C1 |
| ИНСТРУМЕНТ ПАРАЛЛЕЛЬНЫХ НОЖНИЦ | 1992 |
|
RU2039638C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х14-60 ММ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2516161C1 |
| СПОСОБ РЕЗКИ ПРОКАТНЫХ ЗАГОТОВОК | 1996 |
|
RU2105641C1 |
| ЗАГОТОВКА-СЛИТОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ ЕЕ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО- ВИНТОВОЙ ПРОКАТКИ В ПЕРЕДЕЛЬНЫЕ ГИЛЬЗЫ-ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2530430C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2118235C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426×15-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545925C2 |
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве, в частности для поперечной резки трубной заготовки в холодном состоянии. Изобретение позволяет уменьшить расход металла при производстве бесшовных горячекатаных труб за счет улучшения качества реза. Устр-во содержит суппорты 1 и 2 с конусными поверхностями для формирования переднего конца заготовки. Процесс разрезания осушествляется после предварительного формирования конусности переднего конца заготовки 6 суппортами 1 и 2. Величина предварительной деформации в месте реза регламентирована механическими свойствами разрезаемого металла, а конусность переднего конца определяется конусностью валков прошивного стана. 4 ил. со о: ю ел Фиг.З
Фиг.Ц
| Целиков А | |||
| И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| Металлургия, 1981., т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
