Изобретение относится к электротехнике, а именно к производству свинцово-кислотных аккумуляторов и аккумуляторных батарей, и может найти использование при их изготовлении.
В настоящее время в массовом производстве электродных пластин намазного типа применяют решетчатые токоотводы из низколегированных свинцовых сплавов. Их изготавливают различными способами. К наиболее распространенным относятся, во-первых, гравитационное литье в кокили, во-вторых, непрерывное литье под давлением с кристаллизацией между вращающимися калиброванными валками, в-третьих, литье непрерывной полосы (сляба) с последующей прокаткой и разнопрофильным перфорированием. Все перечисленные способы имеют множество модификаций.
К наиболее изученным относится способ литья токоотводов в металлические формы (кокили) [Русин А.И. Основы технологии свинцовых аккумуляторов. - Л.: Энергоатомиздат, 1987. - С.62-71.]. Однако производительность этого способа ограничена тем, что все технологические операции выполняются последовательно и при этом время их выполнения суммируется. Кроме того, полученные отливки имеют преимущественно блочную дендритно-ячеистую структуру с невысокой механической и коррозионной стойкостью. Применение сплавов, легированных кальцием и оловом и имеющих более высокую коррозионную стойкость, ограничено их низкими литейными свойствами по сравнению с сурьмянистыми. При использовании этих сплавов необходимо поддерживать стабилизированный тепловой режим в полости литейной формы, что связано с использованием быстро разрушающегося теплозащитного покрытия, требующего частой замены.
Более производительным и экономичным способом изготовления токоотводов является способ непрерывного литья на вращающемся профилированном барабане [Патент №4544014 США, МКИ5 B22D 11/06. Melane Jack В., S. Raymond L., Rader Robert R., Wirtz John O.; Wirtz Manufakturing Co. Inc.; Опубл. 01.10.85 г. и Патент №4982482 США, МКИ5 Н01М 4/82. Wheadon Ellis G., Forrer Larry L.; Caltec International Inc.; Опубл. 08.01.91 г.]. При таком литье сразу формируется решетчатая лента с заданным рисунком ячеек и токоотводными ушками. Способ позволяет использовать сплавы с широким диапазоном легирующих добавок. Однако полученная решетчатая лента имеет блочную дендритно-ячеистую структуру с невысокой механической и коррозионной стойкостью. Кроме того, не обеспечивается постоянство толщины решетчатой ленты, поскольку поверхность решетчатой ленты, не соприкасающаяся с барабаном, получается неровной с множеством дефектов. Указанные недостатки снижают коррозионную стойкость токоотводов и сокращают срок службы аккумуляторов.
Модернизация указанного способа, при которой свинцовый расплав кристаллизуют на барабане в виде непрерывной решетчатой ленты, полученную ленту охлаждают и проводят прокатку, изменяя ее толщину, причем прокатку проводят перед операцией намазки пастой путем пропускания через гладкие прокатные валки, утоньшающие и соответственно удлиняющие решетчатую ленту [Next generation of continuous platemaking / Wirtz John O. // Batteries Int. - 1996, №26. - P.56-57. - Англ.], позволяет добиться однородной мелкозернистой структуры металла и тем самым упрочнить токоотводы. Однако наличие ячеек (пустых клеточек) в ленте существенно изменяет характер растекания металла при прокатке. На внутренней поверхности, образующей контуры ячеек, образуются различные дефекты: микротрещины, наплывы, расслоения, сколы металла. Особенно опасны микротрещины, прогрессирующие при дальнейших технологических деформациях и становящиеся при эксплуатации очагами ускоренной коррозии, захватывающей внутренние слои металла. Это сокращает срок службы аккумуляторов.
Одним из наиболее производительных и широко используемых в настоящее время является способ непрерывного изготовления токоотводов, включающий литье полосы (сляба) с последующей прокаткой для получения ленты, механическое перфорирование ячеек и растяжение полученной решетки [Международный патент № WO 94/15375, МПК5 H01M 4/74; Опубл. 07.07.94 г., а также Патент №5-36909 Япония, МПК5 Н01М 4/74, С23С 26/00; Опубл. 01.06.93 г.]. Этот способ позволяет использовать сплавы с широким диапазоном легирующих добавок. Прокатка обеспечивает упрочнение сплава за счет перекристаллизации с переходом от дендритной к мелкозернистой структуре, ориентированной в направлении прокатки. Однако при перфорировании ленты, особенно при последующем растяжении жилок, происходит массовое образование дефектов. В углах ячеек происходят деформационные сдвиги металла, образуются микротрещины. На кромках жилок в местах выхода просечного инструмента образуются «задиры», «заусенцы». Все эти дефекты токоотводов при последующей эксплуатации усиливают коррозию и сокращают срок службы свинцово-кислотных аккумуляторов.
Наиболее близким техническим решением, взятым в качестве прототипа, является способ непрерывного изготовления токоотводов, при котором выполняют литье полосы (сляба), производят последующую прокатку полосы для получения ленты, механическое перфорирование ячеек и растяжение полученной решетки или механическую штамповку ячеек [Патент №5-9903 Япония, МПК5 Н01М 4/82; Опубл. 08.02.93 г.]. При этом литье полосы выполняют на вращающемся барабане (между движущейся лентой и барабаном), к которому подведено принудительное охлаждение; прокатку полосы производят при температуре ее поверхности 50-200°С в течение определенного интервала времени, зависящего от этой температуры.
Указанный способ является модернизацией технологий получения перфорированных (просечных) токоотводов, приведенных выше, поэтому характеризуется аналогичными преимуществами: способ-прототип позволяет использовать сплавы с широким диапазоном легирующих добавок, применяемых в изготовлении токоотводов; прокатка полосы обеспечивает упрочнение сплава за счет перекристаллизации с переходом от дендритной к мелкозернистой структуре, ориентированной в направлении прокатки. Кроме того, использование ограниченного временного интервала прокатки, зависящего от температуры полосы, позволяет несколько увеличить эффект деформационного упрочнения сплава, если удачно выбрана сама температура.
К недостаткам прототипа необходимо отнести следующее. Литье полосы производится между движущейся лентой и вращающимся барабаном, к которому подведено принудительное охлаждение. Это приводит к наличию существенного температурного градиента и теплового потока в кристаллизующемся сплаве, что создает неоднородность физических и физико-химических свойств по толщине отлитой полосы. Неоднородность свойств ленты проявляется повышенным образованием дефектов в процессе последующей прокатки и в процессе механического получения ячеек, а также приводит к структурной неоднородности по толщине токоотводов, что, в конечном итоге, ведет к снижению качества конечного продукта. Кроме того, в способе-прототипе используется неоправданно широкий температурный интервал прокатки, что приводит к нестабильности свойств полученных лент, а в случае температур, заметно превышающих температуру рекристаллизации, резко снижается эффект деформационного упрочнения сплава. Опыт эксплуатации показал, что применение токоотводов, полученных таким способом, приводит к сокращению срока службы свинцово-кислотных аккумуляторов за счет деформационного роста положительных электродов, их низкой механической прочности и коррозионной стойкости. Особенно сильно это проявляется при использовании перфорированных (просечных) токоотводов, поскольку при перфорировании ленты с последующим растяжением жилок происходит массовое образование дефектов в углах ячеек, а именно - деформационные сдвиги металла, микротрещины, которые при последующей эксплуатации становятся центрами электрохимической коррозии. Массовое образование дефектов является следствием появления концентраторов напряжений при перфорировании металла, которые затем развиваются при последующей деформации растяжения ленты. Применение механической штамповки позволяет несколько снизить количество дефектов, однако существенного выигрыша достигнуть не удается, поскольку штамповка производится непрерывным методом за счет вращения специального барабана с пуансонами. Указанное непрерывное выдавливание ячеек протекает в режиме, когда давление пуансона наращивается постепенно и слишком медленно, создавая такие дефекты, как «задиры», «заусенцы», нарушения сплошности токоотводов (особенно при выводе пуансона из плоскости ленты после окончания штамповки), что также ускоряет коррозию.
В основу изобретения поставлена задача увеличения долговечности (срока службы) свинцово-кислотных аккумуляторов и аккумуляторных батарей за счет повышения механической прочности и коррозионной стойкости положительных токоотводов, устранения деформационного роста положительных электродов.
Поставленная задача решается тем, что в известном способе непрерывного изготовления токоотводов, при котором выполняют литье полосы на вращающемся барабане, к которому подведено принудительное охлаждение, производят прокатку полосы для получения ленты, а затем - механическую штамповку ячеек, согласно изобретению литье полосы выполняют между двумя одинаковыми вращающимися барабанами, к которым подведено принудительное охлаждение с одинаковой интенсивностью теплоотвода, прокатку полосы производят при температуре 60-80°С при степени обжатия 0,75-0,95, механическую штамповку ячеек производят прерывистым методом за счет периодического вдавливания пуансона в движущуюся ленту с одновременным его перемещением вместе с лентой с одинаковой скоростью.
Раскроем суть заявленного технического решения. Выполнение литья полосы между двумя одинаковыми вращающимися барабанами, к которым подведено принудительное охлаждение с одинаковой интенсивностью теплоотвода (отношение интенсивностей теплоотвода от барабанов фиксируется вблизи единицы в диапазоне 0,97-1,03), позволяет практически устранить температурный градиент и тепловой поток в кристаллизующемся свинцовом сплаве. Это обеспечивает высокую однородность физических и физико-химических свойств по толщине отлитой полосы. Таким образом, удается существенно снизить количество дефектов структуры сплава, неизбежно образующихся при последующих технологических операциях - прокатке и механической штамповке. Прокатка полосы, производимая при температуре Т=60-80°С (в диапазоне температур порога рекристаллизации) при степени обжатия δ=0,75-0,95 (δ=(d1-d2)/d1, где d1 и d2 - толщина полосы и толщина готовой ленты соответственно), позволяет достичь максимального деформационного упрочнения свинцового сплава при сохранении достаточной его пластичности, увеличения коррозионной стойкости. Это достигается за счет глубокого смещения слоев металла, насыщающего его энергией в виде зон напряжения (что необходимо для дальнейшего дисперсионного твердения), устранения дефектов, образовавшихся при отливке, выравнивания поверхности ленты. Причем устраняются не только поверхностные дефекты в виде выходов дислокации, прорастаний в поверхностные слои дендритов, но и микротрещины. При температурах вблизи точки рекристаллизации легче происходят деформационные процессы и ускоряется течение металла, но нагрева еще недостаточно для снятия внутренних напряжений, и они могут фиксироваться и накапливаться, образуя энергетическое обеспечение процессов образования мелких зерен при дисперсионном твердении (старении) сплава. Интервалы величин Т и δ взаимосвязаны и установлены эмпирически. Как показали эксперименты, при температурах менее 60°С и степени обжатия 0,75-0,95, в результате замедления полезных процессов, обжатие происходит с повышением плотности дислокации и выходом их на поверхность, а также с образованием микротрещин, что снижает коррозионную стойкость сплава. При температурах более 80°С и тех же степенях обжатия быстро снимаются внутренние напряжения в сплаве и уменьшается эффект упрочнения ленты в процессе дальнейшего старения. При степени обжатия менее 0,75 и температурах 60-80°С снижается эффект деформационного упрочнения свинцового сплава, уменьшается твердение токоотводов в процессе старения. При степени обжатия более 0,95 и таких же температурах вначале начинает уменьшаться пластичность сплава, что ведет к повышенному образованию дефектов при последующей механической штамповке; затем, по мере увеличения степени обжатия, возникают различные дефекты (выход дислокации, появление микротрещин, трещин и объемных дефектов) вследствие чрезмерного продавливания металла через прокатные валки. Проведение механической штамповки ячеек прерывистым методом позволяет минимизировать количество образующихся при этом дефектов, таких как «задиры», «заусенцы», нарушения сплошности. Это достигается за счет периодического вдавливания пуансона в движущуюся ленту с одновременным его перемещением вместе с лентой с одинаковой скоростью (отношение скоростей продольного движения ленты и продольного движения пуансона фиксируется вблизи единицы в диапазоне 0,98-1,02). При периодическом вдавливании движение пуансона организуется таким образом, что обеспечивается достаточно короткий и в тоже время большой импульс давления на поверхность ленты; в этих условиях происходит качественная штамповка ячеек. Поскольку продольное движение ленты при этом не останавливается, пуансон, осуществив очередную операцию штамповки, одновременно перемещается вместе с лентой до момента начала возврата в исходную позицию, после чего вновь осуществляется та же операция, и так далее. Одинаковая скорость продольного движения ленты и продольного движения пуансона позволяет избежать деформации жилок токоотводов или их разрыва.
По имеющимся у авторов сведениям, предложенные существенные признаки, характеризующие суть изобретения, не известны в данном разделе техники.
Предложенное техническое решение может быть использовано на предприятиях по производству свинцово-кислотных аккумуляторов и аккумуляторных батарей, в частности в производстве герметизированных аккумуляторных батарей с токоотводами из низколегированного свинцового сплава.
На чертеже представлена общая схема процесса изготовления токоотводов согласно заявляемому способу. Заявляемый способ осуществляется следующим образом. Свинцовый расплав готовят в котле 1 при температуре 450-520°С, после чего по обогреваемой трубе 2 при той же температуре подают на одинаковые вращающиеся барабаны 3 для литья полосы с расходом металла 2000-4500 кг/ч. Обычно используют свинцово-сурьмянистые или свинцово-кальциевые сплавы, в том числе сплавы свинец-кальцйй-олово, причем массовое содержание свинца в сплавах составляет 96-99,5%; массовое содержание сурьмы в свинцово-сурьмянистых сплавах составляет 1,6-3,5%; массовое содержание кальция в свинцово-кальциевых сплавах составляет 0,04-0,15%, а массовое содержание олова 0,2-1,5%. Струя свинцового расплава, попадая в пространство между двумя одинаковыми вращающимися барабанами 3, ограниченное с боков специальными щечками (не показаны), образует некоторый объем, ширина верхней поверхности 4 (зеркала расплава) которого составляет 80-100 мм в плоскости рисунка. Диаметр обоих барабанов 3 составляет 400-500 мм; к обоим барабанам 3 подведено принудительное охлаждение с одинаковой интенсивностью теплоотвода порядка 13-42 кДж/с на каждый. Вращающиеся гладкие барабаны 3 охлаждают расплав до температуры кристаллизации, в результате чего на выходе образуется полоса (сляб) 5 толщиной 8-15 мм и температурой 200-250°С, движущаяся со скоростью 1-2 м/с. Температура подаваемого расплава, ширина его верхней поверхности 4, температура полосы 5, ее толщина, расход металла, состав свинцового сплава и интенсивность теплоотвода взаимосвязаны и позволяют реализовать заявляемый способ в конкретных условиях. При меньшей интенсивности теплоотвода (менее 13 кДж/с на каждый барабан), что равносильно более высокой температуре (выше 250°С) отлитой полосы 5, будут образовываться дефекты полосы, в частности не кристаллизуются ее края. При большей интенсивности теплоотвода (более 42 кДж/с на каждый барабан), что равносильно более низкой температуре (ниже 200°С) отлитой полосы 5, будет происходить заклинивание полосы 5 между барабанами 3. При ширине верхней поверхности 4 расплава менее 80 мм и, одновременно, толщине полосы более 15 мм образуются дефекты по краям полосы вследствие неполного заполнения формы. При ширине верхней поверхности 4 расплава более 100 мм и, одновременно, толщине полосы менее 8 мм образуются дефекты в структуре сплава.
После отливки полосу 5 пропускают по направляющим роликам через узел охлаждения 6, где полосу 5 охлаждают с 200-250°С до температуры прокатки. После этого полосу подвергают прокатке через прокатные валки 7 (прокатные клети) при температуре 60-80°С при степени обжатия δ=0,75-0,95. На выходе из прокатных валков образуется лента 8 толщиной 0,75-2,00 мм. Ленту 8 обрабатывают на устройстве обрезки кромки 9, после чего пропускают через участок провисания, компенсирующий импульсы резкого изменения скоростей протяжки, а также разрывные напряжения при движении ленты 8 между установками, что является необходимым условием последующей штамповки ячеек. После этого производят механическую штамповку ячеек на устройстве штамповки, главными деталями которого являются пуансон 10 и матрица 11, между которыми проходит лента 8. Зубья пуансона 10, пробивая ячейки в ленте 8, входят в пазы матрицы 11. Характер движения пуансона 10 изображен кривой 12, причем движение рассчитано таким образом, что очередная операция штамповки пробивает ячейки в ленте 8 вплотную с ячейками, пробитыми на предыдущей операции, не оставляя лишних зазоров и обеспечивая непрерывный решетчатый характер ленты 8. Характер движения матрицы 11 возвратно-поступательный (вдоль направления движения ленты 8), причем скорость движения матрицы 11 строго согласована со скоростью продольного движения пуансона 10. Решетчатую ленту обрабатывают на устройстве высечки ушек 13, после чего она поступает на пастонамазочную машину.
Оптимальные механические и температурные условия процесса, а также габаритные соотношения между соответствующими элементами инструмента и изделия получены экспериментальным путем в цеховых условиях. Лабораторные испытания токоотводов и аккумуляторных батарей, изготовленных с использованием заявляемого способа, подтвердили его эффективность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273545C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273546C2 |
| ТОКООТВОД ДЛЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2005 |
|
RU2299498C2 |
| СВИНЦОВО-КИСЛОТНЫЙ АККУМУЛЯТОР | 2008 |
|
RU2373612C1 |
| СВИНЦОВО-КИСЛОТНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2002 |
|
RU2233510C2 |
| СВИНЦОВО-КИСЛОТНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2005 |
|
RU2298263C1 |
| ТОКООТВОД ДЛЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2003 |
|
RU2271055C2 |
| СВИНЦОВАЯ БАТАРЕЯ ЦИЛИНДРИЧЕСКИХ АККУМУЛЯТОРОВ | 2003 |
|
RU2250538C2 |
| СПОСОБ УЛУЧШЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2003 |
|
RU2237950C1 |
| ЭЛЕКТРИЧЕСКИЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА АККУМУЛЯТОРНЫХ БАТАРЕЙ | 2006 |
|
RU2326473C1 |
Способ изготовления токоотводов для свинцово-кислотных аккумуляторов, для электротехнической промышленности, в частности, в производстве свинцово-кислотных аккумуляторов. Способ непрерывного изготовления токоотводов, при котором выполняют литье полосы между двумя одинаковыми вращающимися барабанами, к которым подведено принудительное охлаждение с одинаковой интенсивностью теплоотвода, для получения ленты производят прокатку полосы при температуре 60-80°С при степени обжатия 0,75-0,95, а затем - механическую штамповку ячеек прерывистым методом за счет периодического вдавливания пуансона в движущуюся ленту с одновременным его перемещением вместе с лентой с одинаковой скоростью. Технический результат: увеличение механической прочности и коррозионной стойкости токоотводов, устранение деформационного роста положительных электродов. Потребительские свойства: повышение долговечности электродных пластин намазного типа и, как следствие, повышение долговечности (срока службы) свинцово-кислотных аккумуляторов. 1 ил.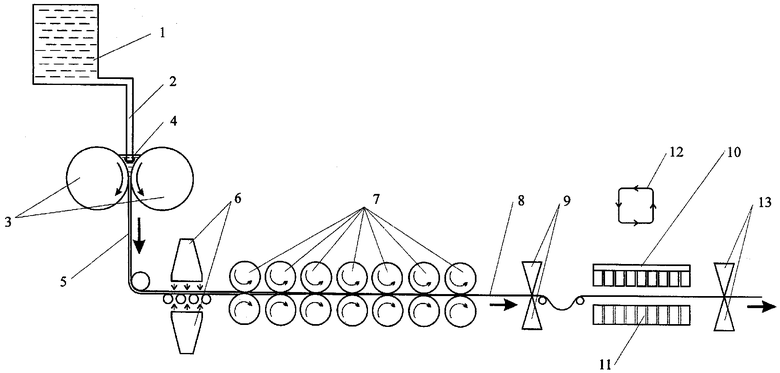
Способ непрерывного изготовления токоотводов, при котором выполняют литье полосы на вращающемся барабане, к которому подведено принудительное охлаждение, производят прокатку полосы для получения ленты, а затем - механическую штамповку ячеек, отличающийся тем, что литье полосы выполняют между двумя одинаковыми вращающимися барабанами, к которым подведено принудительное охлаждение с одинаковой интенсивностью теплоотвода, прокатку полосы производят при температуре 60-80°С при степени обжатия 0,75-0,95, механическую штамповку ячеек производят прерывистым методом за счет периодического вдавливания пуансона в движущуюся ленту с одновременным его перемещением вместе с лентой с одинаковой скоростью.
| WO 9415375, 07.07.1994 | |||
| ЛИТОЙ ВАЛОК | 1998 |
|
RU2198063C2 |
| НЕСУЩИЙ КАРКАС ДЛЯ ОТРИЦАТЕЛЬНЫХ ЭЛЕКТРОДОВ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 1992 |
|
RU2078391C1 |
| DE 19612202, 10.10.1996. | |||

