со
со
сх
Изобретение относится к электротехнике и может быть использовано при изготовлении полимер}п.1Х стекло- пластиковых изоляторов с развитой поверхностью для воздушных линий электропередач и подстанций,
Целью изобретения является повышение электрической прочности в условиях загрязнения и увлажнения путем применения наклонных ребер.
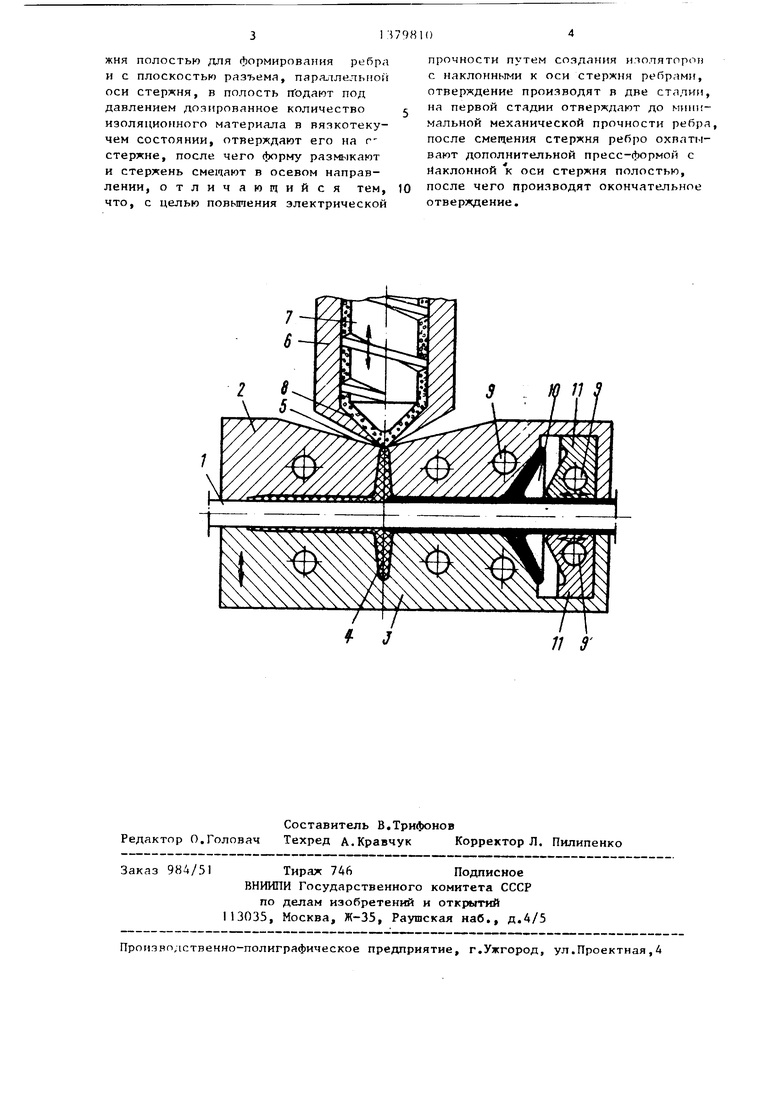
На чертеже изображено устройство для реализации способа.
Стержень 1 из стеклопластика диаметром 12 мм помещают горизонталь но в разъемную пресс-форму, состоящу из двух полуформ 2 и 3, образующих полость 4, связанную каналом 5 с материальным цилиндром 6 литьевой машины. С помор1ью ганека 7 разогретую до массу 8 из термопластичного материала - фторопласта под давлением 150 МПа подают в полость 4. По каналам 9 подают охлаждающую жидкост (воду) и охлаждают залитую в полость 4 массу до 85°С. Справа полость 4 уплотняют покрытием, нанесенным в предыдущем 1Ц1Кле так, что его конец выступает в полости 4. В результате получают сварное соединение двух участков покрытия стержня, затем, отодвинув полуформу 3, смещают стержень с вновь нанесенным участком покрытия вправо в полость 10 и снова закрывают пресс-форму. При этом про- изводят деформацию вновь отлитого ребра вкладыием 11 и охлаждают ребро до , при которой фиксируется зонтичная форма ребра. Отодвинув в осевом направлении вкладьпп 1 1, раз мыкают пресс-форму и повторяют перечисленные операции до окончания покрытия всего стержня длиной 1200 мм для изготовления изолятора на напряжение 110 кВ. Ребра отливают диамет- ром 600 мм, толщиной у стержня 6 мм, толщина межреберного покрытия 2,5 мм
При дополнительном отверждении путем нагрева используют ту же пресс форму, в каналы 9 которой устанавливают нагреватели. В полостях 4 отлитую массу из кремнийорганической резины выдерживают в течение 3 мин при 200°С и далее повторяют описанны операции.
Стержни с полностью отлитым покрытием дополимеризовывают в термокамере при 1 ВО С в течение 5 ч.
В случае выполнения ребер из крем- нийорганических резин, все операции повторяют, используя ту же пресс-форму, в каналы 9 которой устанавливают нагреватели. С помощью тнека 7 холодную массу 8 из пластицированной кремнийорганической резины температурой окрло 20 С под давлением 150 МПа подают в нагретую до 200 С полость 4. Справа полость 4 уплотняют покрытием, нанесенным в предыдущем цикле так, что его конец выступает в полость 4. Массу выдерживают в течение 1,5 мин. За это время резиновая смесь начинает подвулканизовывать ся, что сопровождается увеличением ее вязкости и процессом химического сродства с аявулканизованным слоем, нанесенным в предыдущем цикле. Затем отодвинув полуформу 3, смещают стержень с вновь нанесенным участком покрытия в полость 10 и снова закрывают пресс-форму. При этом производят деформацию вновь отлитого и иеза- вулканизованного ребра вкладьппем 1 1 и продолжают нагрев при 200 С еще в течение 1,5 мин. При этом происходят почти полная вулканизац19я ребра и завершение химического сродства вновь отлитого участка покрытия с: предыдущим участком. Отодвинув в осевом направлении вкладыш 11, размыкают пресс-форму и повторяют перечисленные операции до окончания покрытия всего стержня длиной 1200 мм дпя изготовления изолятора на напряжение 110 кВ. Ребра отливают диаметром 60 мм, толщиной у стержня 6 мм, толщина межре -. берного покрытия 2,5 м. Окончательную вулканизацию стержней с полностью отлитым покрытием проводят в термокамере при 180 С в течение 5ч.
Использование предлагаемого изобретения позволяет расщирить применение полимерных высоковольтных изоляторов, организовать массовое производство и тем самым реализовать те их преимущества, которые они имеют перед фарфоровыми и стеклянными изоляторами.
Формула изобретения
Способ получения ребристого покрытия на изоляционном стержне, при котором стержень располагают горизонтально, охватьшают разъемной пресс- формой с перпендикулярной к оси стержня полостью для формирования ребра и с плоскостью разъема, пapaJ лeлы oй оси стержня, в полость п одают под давлением дозированное количество изоляционного материала в вязкотеку- чем состоянии, отверхдают его на г- стержне, после чего форму размыкают и стержень смещают в осевом направлении, отличающийся тем, что, с целью повышения электрической
прочности путем создания ияоляторои с наклонными к оси стержня ребрами, отверждение производят в две стадии, на первой стадии отверждают до минимальной механической прочности ребра, после смещения стержня ребро охватывают дополнительной пресс-формой с Наклонной к оси стержня полостью, после чего производят окончательное отверждение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 1998 |
|
RU2143760C1 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 2000 |
|
RU2178213C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ | 1995 |
|
RU2118859C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛОШНОГО ЗАЩИТНОГО РЕБРИСТОГО ПОКРЫТИЯ ДЛЯ ПОЛИМЕРНЫХ ИЗОЛЯТОРОВ | 1993 |
|
RU2080675C1 |
| ПОЛИМЕРНЫЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233492C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ИЗОЛЯТОРОВ | 1998 |
|
RU2143147C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ | 1996 |
|
RU2110861C1 |
| ВЫСОКОВОЛЬТНЫЙ ПОДВЕСНОЙ ИЗОЛЯТОР | 2006 |
|
RU2297056C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
Изобретение относится к электротехнике и может быть использовано при изготовлении полимерных стеклоплас- тиковых изоляторов. Цель изобретения - повыгаение электрической прочности в условиях загрязнения н увлажнения путем применения наклонных ребер. Для этого материал покрытия подают в кидкотекучем состоянии под давлением выгае 100 МПа, а затем отверждают, охлаждая покрытие до 30- 40 с. Ось стержня во время нанесения покрытия располагают в пресс-форме горизонтально. Отверждение покрытия производят в две стадии, причем вначале после подачи материала покрытие охлаждают до вязкопластического состояния при температуре 80-90 С, затем стержень смещают в пресс-форме в осевом направлении, придают ребрам зонтичную форму с помощью вставок пресс-формы, имеющих подвижность в осевом направлении. Вторую стадию отверждения производят путем охлаждения ребер до температуры 30-40 С или нагревом пресс-формы. I ил. i (Л
;/ 3
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2374729C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления изолятора из пластмассы | 1981 |
|
SU1114356A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ РАННЕЙ ПОСТИНФАРКТНОЙ СТЕНОКАРДИИ У ПАЦИЕНТОВ С ОСТРЫМ ИНФАРКТОМ МИОКАРДА С ПОДЪЕМОМ СЕГМЕНТА ST В ГОСПИТАЛЬНОМ ПЕРИОДЕ | 2014 |
|
RU2543356C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
