Изобретение относится к правильной машине, в частности для правки листов и полос.
Известна правильная машина, в частности для правки листов и полос, содержащая расположенные в шахматном порядке верхние и нижние правильные валки, опирающиеся на расположенные по их длине опорные ролики и установленные в обоймах (вальцовых станках), опирающихся на поперечные траверсы. При этом по меньшей мере верхняя поперечная траверса установлена с возможностью поступательного перемещения относительно нижней траверсы и выполнена поворотной в направлении прохождения обрабатываемого материала (см., например, В.С.Терентьев, М.Б.Цалюк "Адъюстаж тонколистовых станов", Свердловск, "Металлургиздат", 1961 г., с. 206-208).
Известны правильные машины, у которых опорные ролики предварительно устанавливаются таким образом, чтобы компенсировать прогиб правильных валков с учетом прогиба поперечных траверс и сил, возникающих во время правки, благодаря чему правильные валки остаются прямыми в процессе правки. Для этой цели верхние и нижние жесткие поперечины или поперечные траверсы, а также сменные кассеты, которые разделяют правильные валки в средней вертикальной поперечной плоскости, соединены друг с другом с помощью шарнирных элементов таким образом, что элементы кассеты вместе с расположенными в них группами опорных роликов могут располагаться в условиях холостого хода слегка У-образно. Поперечные траверсы прогибаются под усилием правки настолько, чтобы выбрать предварительно имеющуюся У-образную форму, при этом группы опорных роликов располагаются по одной прямой, и правильные валки выпрямляются, что совпадает с компенсацией прогиба поперечин. При этом поперечины, по меньшей мере верхняя поперечина, как единый цельный узел, может устанавливаться под углом с помощью двух пар установочных устройств, опирающихся на станину машины в направлении подачи подвергающегося правке материала таким образом, что опускание установленных со смещением правильных валков, распределенных на всем пути от стороны входа подлежащего правке материала до стороны выхода в процессе регулировки, уменьшается на всей длине. Разное опускание расположенных со смещением нижних и верхних правильных валков служит для приспособления к меняющимся или отличающимся удлинениям станины от входа до выхода обрабатываемого материала.
Кроме того, правильные валки должны прилегать уже в условиях холостого хода к точно такому же У-образному направлению в группах опорных роликов, что означает, что они должны У-образно прогнуться под действием сил, прикладываемых к их концам. Так как прогиб правильных валков из-за сильного прогиба групп опорных валков должен быть значительным, правильные валки подвергаются значительным изгибающим нагрузкам, пока они под действием сил правки не изогнутся до расположения по прямой линии. И, наконец, возникает также проблема, что несмотря на регулирование положения поперечин верхний вальцовый станок должен быть отцентрирован с нижним вальцовым станком для того, чтобы обеспечить безукоризненное параллельное расположение валков и обеспечить постоянный зазор или их расположение по прямой. Кроме того, следует стремиться к тому, чтобы исключить применение дорогостоящих сферических шарниров и мощных опор, воспринимающих усилия правки.
Поэтому в основу изобретения положена задача создать правильную машину вышеупомянутого типа, в которой поворотно-опрокидывающие перемещения осуществляются без упомянутых недостатков.
Эта задача решается тем, что в правильной машине, в частности для правки листов и полос, содержащей расположенные на станине смещенно относительно друг друга верхние и нижние правильные валки, опирающиеся на расположенные по их длине и установленные в вальцовых станках опорные ролики, опирающиеся на поперечные траверсы, при этом имеющая привод верхняя поперечная траверса установлена с возможностью перемещения валков и разворота в направлении прохождения обрабатываемого материала, согласно изобретению верхняя поперечная траверса и верхний вальцовый станок смонтированы с возможностью разворота в направлении прохождения обрабатываемого материала в нескольких точках, расположенных в лежащих друг над другом плоскостях.
Рекомендуется, чтобы точки разворота располагались в зоне привода в виде рабочих цилиндров, в зоне предусмотренных в правильной машине компенсирующих цилиндров, расположенных между верхней поперечной траверсой и верхним вальцовым станком, и на выполненных на верхнем вальцовом станке перемычках, выступающих в сторону нижнего вальцового станка.
При этом предпочтительно, чтобы в зоне компенсирующих цилиндров было установлено несколько плоских поворачивающихся направляющих для установки верхней поперечной траверсы под углом к верхнему вальцовому станку.
С помощью точек разворота, получающихся на участках поворачивающихся коротких плоских направляющих, расположенных между компенсирующими цилиндрами, создаются квази-точки поворота, обеспечивающие продольный разворот верхней поперечной траверсы и верхнего вальцового станка и тем самым получение желаемого наклона без ранее описанных недостатков. Множество коротких плоских направляющих распределены в направлении оси правильных валков, т.е. по ширине правильной машины. При этом компенсирующие цилиндры, предназначенные для компенсации прогиба поперечных траверс между вальцовым станком и поперечной траверсой, предотвращают возникновение горизонтально направленной силы, так как под действием силы правки не по центру цилиндры работают с разными усилиями и создают соответствующий противоположно направленный противомомент.
Нужно верхний вальцовый станок и верхнюю поперечную траверсу снабдить боковыми направляющими, выполненными с выпуклыми наружными поверхностями, обращенными к стойкам станины.
Направляющие, выполненные по бокам плоскими, с одной стороны, благоприятно действуют на установочные перемещения, а с другой стороны, поддерживают движение поворота вальцового станка и поперечной траверсы, обеспечиваемое короткими направляющими.
Другие признаки и преимущества изобретения следуют из формулы изобретения и нижеприведенного описания, в котором изобретение поясняется более подробно на примере выполнения предмета изобретения.
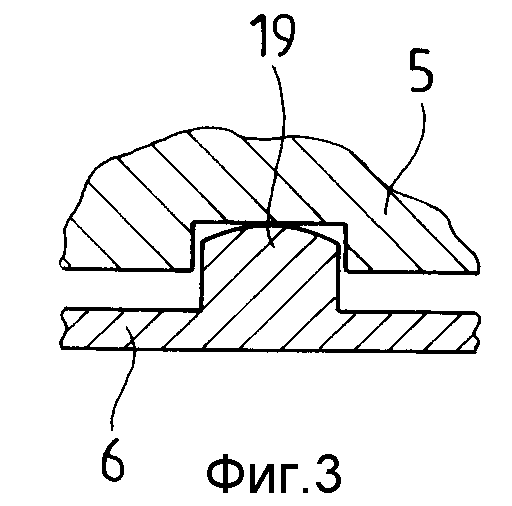
На фиг. 1 показано продольное сечение правильной машины согласно изобретению; на фиг. 2 - утрированный схематический чертеж, на котором изображен поворотно-установочный принцип и на фиг. 3 - в сильном увеличении часть, обозначенная на фиг. 1 буквой "X", плоской направляющей.
Роликовая правильная машина 1 имеет раму, состоящую из двух прикрепленных к фундаменту с помощью анкеров стоек 2. Они жестко соединены между собой верхней траверсой 3, имеющей форму рамы, и нижней траверсой 4. На верхней переставляемой поперечной траверсе 5 удерживается верхний вальцовый станок 6. Нижний вальцовый станок 7 расположен на нижней поперечной траверсе 4, с помощью расположенных по обеим сторонам правильной машины 1 в направлении обрабатываемого материала пластин 24 (см. фиг. 2) осуществляется ориентирование нижнего вальцового станка 7 относительно поперечной траверсы 4. Положение верхней поперечной траверсы 5 относительно нижней поперечной траверсы 4 может регулироваться с помощью рабочих цилиндров 8, соответствующим образом расположенных по углам со стороны входа и выхода, таким образом, в общей сложности четыре рабочих цилиндра 8 взаимодействуют с верхней установочной траверсой 5.
На нижнем вальцовом станке 7 установлены роликовые клинья установочного механизма, каждый из которых может перемещаться с помощью силового цилиндра. Каждый установочный клин 9 снабжен опорным несущим клином 10 для нижних правильных валков 11 и опорных роликов 12, на которые они опираются, между опорными роликами 12 находятся перемычки, принимающие опоры правильных валков. Кроме того, между перемычками верхнего вальцового станка 6 находятся опорные ролики 14, на которые опираются своими бочками верхние правильные валки 13. Верхние правильные валки 13 и опорные ролики 14 опираются на опорные несущие клинья 15. Каждый из соседних опорных несущих клиньев 15 опирается на установочный клин 16, другая сторона которого примыкает к верхнему вальцовому станку. Установочные клинья 16 также имеют возможность перемещаться под действием силовых цилиндров. Нижние и верхние правильные валки 11, 13 имеют индивидуальные приводы и соединены с непоказанными на чертежах приводами с помощью шарнирных валов. Как нижняя, так и верхняя поперечная траверса 4, 5 как со стороны входа, так и со стороны выхода опирается через расположенные симметрично к средней линии машины, не показанные на чертеже, внешние жесткие упоры на вальцовый стан 6 или 7. Кроме того, на входной и выходной стороне между нижней поперечной траверсой 4 и относящимся к ней вальцовом станком 7 или верхней поперечной траверсой 5 и относящимся к ней вальцовым станком 6 на одинаковом расстоянии друг от друга находятся параллельно расположенные между жесткими упорами компенсирующие цилиндры 17 и 18. В зоне между компенсирующими цилиндрами верхней поперечной траверсы 5 по ширине правильной машины 1 распределено несколько коротких поворачивающихся в пределах зазора показанные на фиг. 3 в увеличенном масштабе плоские направляющие 19, образующие квази-центр поворота, которые, как утрированно показано на фиг. 2, позволяют установиться верхней поперечной траверсе 5 под углом к верхнему вальцовому станку 6, т.е. обеспечить этот наклон. С помощью плоских направляющих 19 создаются три расположенные друг под другом точки наклона или разворота, а именно, в первую очередь на плоских направляющих 19, а также в зоне рабочих цилиндров 8 (см. на чертеже поз. 20) и в зоне верхнего правильного валка 13 (см. на фигурах позицию 21).
Боковые направляющие 22, которые при установке верхнего вальцового станка 6 и верхней поперечной траверсы 5 осуществляют направление в стойках 2 машины, сверху и снизу имеют плоские участки, поэтому они обращены к стойкам машины выпуклыми участками, обеспечивающими обкатывающий наклон опорными наружными поверхностями. Направляющие 22 лежат в одной горизонтальной плоскости вместе с точками разворота 20 или 21. Верхний вальцовый станок 6 доходит своими перемычками 23, опускающимися в рабочем положении, вплоть до зоны нижнего вальцового станка 7, причем точка разворота 21 не работает, а работает другая, расположенная внизу точка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНАЯ МАШИНА | 1993 |
|
RU2112617C1 |
| СТАНИНА КЛЕТИ | 1993 |
|
RU2108879C1 |
| Клеть прокатного стана | 1988 |
|
SU1581210A3 |
| СПОСОБ КОМПЕНСАЦИИ СИЛ ИЛИ СОСТАВЛЯЮЩИХ СИЛ, ЯВЛЯЮЩИХСЯ РЕЗУЛЬТАТОМ ГОРИЗОНТАЛЬНОГО ДВИЖЕНИЯ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 1996 |
|
RU2194585C2 |
| Устройство для замены прессовых инструментов обжимного пресса | 1991 |
|
SU1831387A3 |
| Обжимной пресс для редуцирования прокатываемого материала | 1991 |
|
SU1838010A3 |
| УСТРОЙСТВО ДЛЯ ПЕРЕСТАНОВКИ И РЕГУЛИРОВКИ РАСПОЛОЖЕННЫХ, В ТРУБООБРАЗНЫХ ПОПЕРЕЧИНАХ ПОДАЮЩИХ РОЛИКОВ | 1991 |
|
RU2012432C1 |
| Универсальная прокатная клеть | 1988 |
|
SU1838009A3 |
| Устройство для осевой установки прокатных валков | 1987 |
|
SU1687027A3 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |

Правильная машина предназначена для правки листов и полос. Она содержит расположенные на станине смешенно относительно друг друга верхние и нижние правильные валки, опирающиеся на размещенные по их длине и установленные в вальцовых станках опорные ролики. В свою очередь ролики опираются на поперечные траверсы. Верхняя поперечная траверса имеет привод и установлена с возможностью перемещения валков и разворота в направлении прохождения обрабатываемого материала в нескольких точках, расположенных в лежащих друг над другом плоскостях. Предусмотрены варианты расположения точек разворота в различных зонах правильной машины. 3 з.п.ф-лы, 3 ил.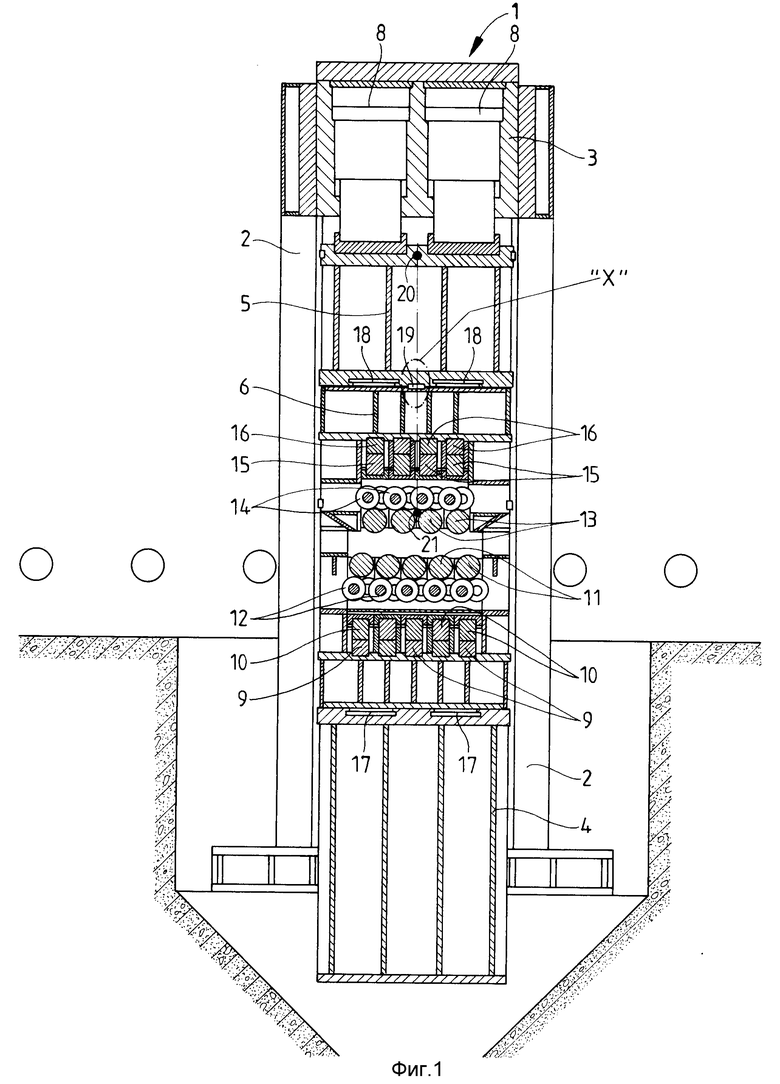
| Терентьев В.С | |||
| и др | |||
| Адъюстаж тонколистовых станков | |||
| - Свердловск, Металлургиздат, 1961, с.206 - 208. |

