Изобретение относится к металлургии и касается устройств для осевой установки прокатных валков клети для изготовления профильной стали.
Установка и поддержание определенного относительного осевого положения взаимодействующих валков, принимая во внимание появляющиеся в валковом калибре осевые усилия, в особенности при валках несимметричного профиля, имеет значение для точности проката и прямого выхода прокатываемого материала. Это относится также к горизонтальным валкам универсальной прокатной клети, поскольку вследствие возможного относительного осевого сдвига между горизонтальными валками это можег оказать отрицательное воздействие на допуски толщин элементов профиля. Однако, например, при прокатке профилей шпунтовых стенок в клети прокатного стана требуется выдерживать допуски по толщинам.
Не говорят уже об осевых установочных устройствах с ручным управлением, известны также установочные механизмы с электроприводом. Однако известные установочные устройства захватывают подушку валка, в которой валок аксиально фиксирован, или сам валок, который тогда аксиально подвижен в подушке валка, не передвигающейся аксиально. Установочный механизм может также захватывать отдельный подшипник или корпус подшипника. Недостаток известных осевых установочных устройств для валков прокатных клетей для профильной стали заключается в том, что они могут действовать только между пропусками через валки Возникающие в валковом калибре аксиальные усилия изменяются во время процесса прокатки, и поскольку установочные механизмы в конце концов должны опираться на станину прокатной клети, нельзя избежать относительного сдвига в валковом калибре вследствие упругой деформации самого валка, а также средств перестановки. Особенно при открытой калибровке на прокатываемый мате- риал оказывается неблагоприятное воздействие. При прокатке несимметричных профилей с относительно высокими аксиальными усилиями в валках этот недостаток учитывается, тогда как верхний и нижний валки фиксируются один относительно другого посредством опорных буртиков. Трение об опорные буртики приводит при этом к более высоким расходам на энергию и валки. В области прокатки известны устройства для противоходного аксиального сдвига валков, включающие гидроцилиндры двойного действия, которые во время прокатки могут бить управляемы Такие гидравлические аксиальные установочные устройства испытывают большие упругие деформации при высоких усилиях металла на валки, которых при прокате следует избегать.
В основу изобретения положена задача обеспечить жесткое фиксирование относительного аксиального положения валков для изготовления профильной стали иным обра0 зом, чем с помощью опорных буртиков на сторонах валков, при этом повысить точность изготовления проката за счет беззазорного соединения установочного средства с валком.
5На чертеже представлено предлагаемое устройство, горизонтальный разрез через подшипниковую опору со стороны обслуживания.
Валок 1 опирается на радиальный под0 шипник, 2 который установлен в подушке 3. Подушка 3 установлена с возможностью аксиального сдвига в окне станины 4 прокатной клети. Отдельный упорный подшипник 5 зажат в корпусе 6 посредством съемной
5 крышки 7, с которой за одно целое выполнен шток 8, концентричный к валку 1, который несет кольцевой поршень 9. Относящ -йся сюда гидроцилиндр 10 двойного действия установлен таким образом
0 концентрично валку 1 и закрыт двумя крышками 11 цилиндра. Цилиндр 10 имеет две диаметральные, проходящие горизонтально поворотные цапфы 12, посредством которых он опирается с возможностью поворота
5 на два держателя 13, чтобы воспринимать прогибы валка 1. На станине прокатной клети съемно закреплены удерживающие планки 14, которые служат для опирания пары клиньев 15, через которые держатели 13 же0 стко, т.е. беззазорно притянуты к станине прокатной клети.
Для аксиальной выемки валка 1 вместе с подшипниковой опорой и гидроцилиндром 11 освобождают пару клиньев 15 и уда5 пяют удерживающие планки 14.
Для регистрации действительных значений перемещения служит датчик 16 положения, который укреплен на поверхности станины 4 прокатной клети, обращенной к
0 комплекту валков, и подвижный элемент 17 измерения которого через планку 18 соединен с крышкой 91 подшипника в подушке 3. Регистрация действительных значений перемещения производится таким образом в
5 непосредственной близости от одного конца валка 1, так что все деформации, включая сжимаемость рабочей жидкости слева от крышки 19 подшипника до беззазорного опирания держателей 13 на станине 4 прокатной клети и на удерживающих планках
14 учитываются при вводе в электронный регулятор положения (не показан).
При прогибе валка 1 под действием усилия прокатки корпус цилиндра 9 поворачивается на цапфах 12, сохраняя жесткий контакт с опорой.
Формула изобретения Устройство для осевой установки прокатных валков в клетях для изготовления стальных фасонных профилей, содержащее гидравлические установочные средства с гидроцилиндром двойного действия для по меньшей мере одного из двух валков, механизм регулирования положения гидравлических установочных средств, датчик регистрации фактического осевого положения валка, причем гидравлические установочные средства установлены с возможностью взаимодействия с упорным подшипни- ковым узлом валка, включающим подшипник и крышку, отличающееся
тем, что, с целью точности изготовления проката за счет беззазорного соединения гидравлического установочного средства с валком, оно снабжено держателями, корпус гидравлического цилиндра установлен на
диаметрально противоположных горизонтальных поворотных цапфах в указанных держателях с возможностью качания, держатели жестко соединены со станиной с возможностью демонтажа, а шток поршня
гидроцилиндра выполнен за одно целое с крышкой подшипникового узла, упирающейся в подшипник.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЕНСАЦИИ СИЛ ИЛИ СОСТАВЛЯЮЩИХ СИЛ, ЯВЛЯЮЩИХСЯ РЕЗУЛЬТАТОМ ГОРИЗОНТАЛЬНОГО ДВИЖЕНИЯ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 1996 |
|
RU2194585C2 |
| Клеть прокатного стана | 1988 |
|
SU1581210A3 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2218221C2 |
| СПОСОБ УСТАНОВКИ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ | 1988 |
|
RU2018386C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2068743C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2009 |
|
RU2405642C1 |
Изобретение относится к металлургии и касается устройств для осевой установки ЯЮ П tt прокатных валков клети для изготовления профильной стали. Цель изобретения - повышение точности изготовления проката за счет беззаэорного соединения гидравлического установочного средства с валком. Гид- роцилиндр 10 двойного действия установлен на цапфах 12 в держателях 13. Шток 8 гидроцилиндра выполнен за одно целое с крышкой 7 упорного подшипника 5, установленного в корпусе 6. При изгибе валка под действием усилия прокатки гидроцилиндр подворачивается на цапфах вслед за опорой и осевое положение валка, зафиксированное гидроцилиндром, не нарушается, что существенно при прокатке фасонных профилей и благоприятно сказывается на точности проката. 1 ил Ч (Л С ,™v iV k 00 3 ю 1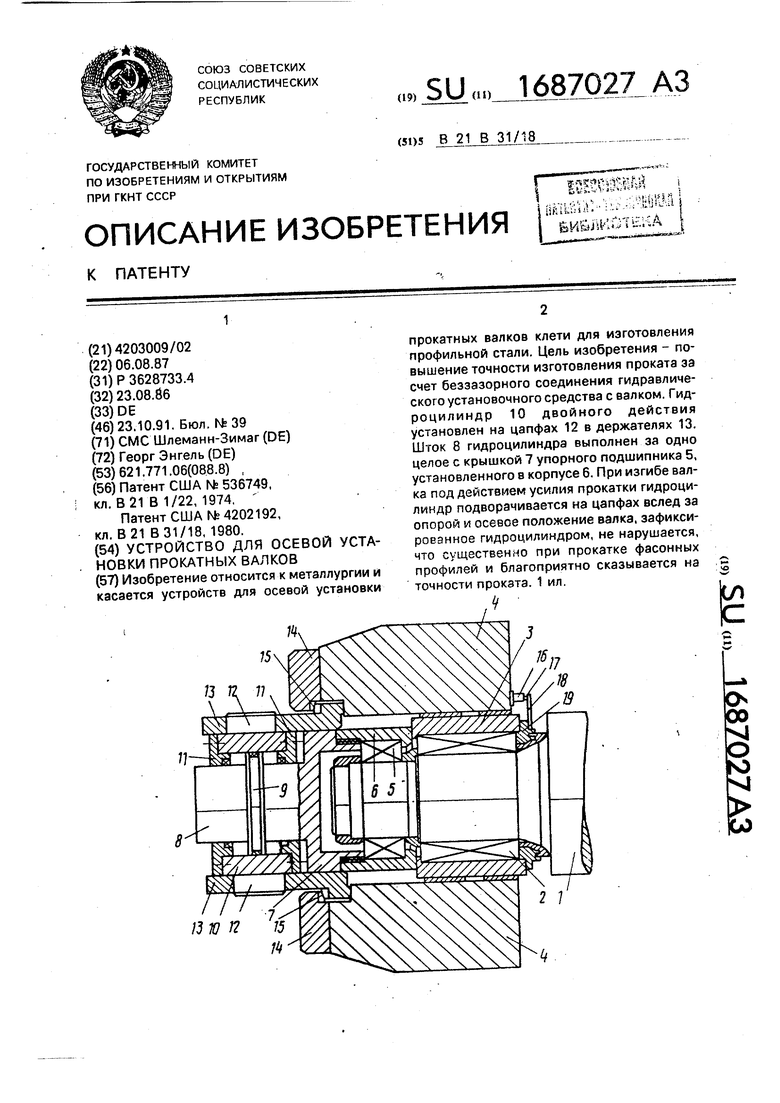
| Прокатная клеть | 1974 |
|
SU536749A3 |
| Патент США №4202192, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
