Изобретение относится к области изготовления труб, а именно узлов их соединения, и может быть использовано при изготовлении электроизолирующих компенсационных и других вставок из композиционных материалов для защиты от коррозии, вибраций, компенсации температурных перемещений в нефте- и газопроводах, тепловых сетях, линиях транспортировки агрессивных сред и т.д.
Известен способ изготовления металлических труб [1], включающий изготовление двух металлических законцовок с буртами на наружных поверхностях, установку законцовок на оправку соосно друг другу, укладку армирующего неметаллического наполнителя, например стеклонитей, пропитанных полимерным связующим, с охватом буртов.
Данный способ не может быть применен в трубопроводах, работающих при высоких давлениях, т.к. при их эксплуатации на границах стеклопластик - бурт возникают высокие, превышающие предел прочности стеклопластика на смятие напряжения. Увеличение площади поверхности бурта, граничащей со стеклопластиком, приводит в свою очередь к высоким изгибным напряжением в его теле, а также не позволяет использовать рациональный способ изготовления законцовки: приварку к наружной поверхности трубы завальцованных профилей, т.к. вальцовка профилей ограничена по высоте (12 мм для трубы с радиусом 350 мм).
Наиболее близким по технической сущности к заявляемому является способ изготовления узла соединения металлических труб [2].
Способ включает изготовление двух металлических законцовок с образованием на наружной поверхности каждой из них не менее двух буртов, установку заготовок на оправку соосно с зазором друг к другу и укладку на них с охватом буртов продольных и/или спиральных слоев однонаправлено армирующего диэлектрика, например стеклонитей, пропитанных полимерным связующим.
Данный способ позволяет несколько повысить уровень рабочего давления изготавливаемых узлов соединения вследствие снижения уровня контактных напряжений за счет увеличения площади контакта стеклопластик - материал бурта за счет увеличения количества последних при заданной строительной высоте.
Вместе с тем способ не позволяет использовать такие узлы соединения в трубопроводах высокого давления, например магистральных газопроводах (Pу = 5,0 - 9,0 МПа), т.к. увеличение количества имеет ограничение, вытекающее из экспоненциального закона распределения продольных напряжений и деформаций в продольных и спиральных слоях стеклопластика, охватывающего бурты. Это объясняется тем, что по мере удаления буртов от торцов заготовок продольные нагрузки в слоях измеряются от Nmax и стремятся к 0, поэтому увеличение количества буртов свыше 4-5 не имеет смысла вследствие малости влияния на величину рабочего давления.
Заявляемый способ позволяет повысить уровень рабочего давления изготавливаемого узла соединения за счет перераспределения нагрузки между продольными слоями и создания в них равномерных напряжений и деформаций. Это достигается тем, что в известном способе изготовления узла соединения металлических труб, включающем изготовление двух металлических законцовок с образованием на наружной поверхности каждой из них не менее двух буртов, установку законцовок соосно, с зазором между ними и укладку на них с охватом наружных и боковых поверхностей, противолежащих смежным торцам заготовок буртов продольных и/или спиральных слоев армирующего диэлектрика, например стеклонитей, пропитанных полимерным связующим, продольные и/или спиральные слои укладывают с переменным, увеличивающимся по мере удаления от наружных поверхностей законцовок натяжением и/или модулем упругости однонаправленного материала и/или уменьшающимся в том же направлении углом армирования.
Укладка продольных и/или спиральных слоев армирующего однонаправленного диэлектрика с переменным, увеличивающимся по мере удаления от наружных поверхностей законцовок натяжением позволяет перераспределить нагрузки и сделать равномерными напряжения при нагружении в процессе эксплуатации вследствие создания рационального уровня первоначальных технологических напряжений в каждом слое.
Укладка продольных и/или спиральных слоев армирующего однонаправленного диэлектрика с переменным, увеличивающимся по мере удаления от наружных поверхностей законцовок модулем упругости однонаправленного материала также позволяет перераспределить нагрузки и сделать равномерными напряжения при нагружении узла соединения в процессе эксплуатации путем применения в каждом или группах соседних различных материалов, отличающихся по модулю упругости в направлении армирования.
Укладка спиральных слоев с переменным, уменьшающимся по мере удаления от наружных поверхностей законцовок углом армирования также позволяет перераспределить нагрузки, сделать равномерными напряжения при нагружении соединения в процессе эксплуатации путем создания в каждом слое требуемой жесткости в осевом направлении.
Во всех случаях менее жесткие слои охватывают бурты, прилегающие к торцам заготовок, обращенных друг к другу, а более жесткие - бурты, находящиеся на максимальном удалении от этих торцов. Это позволяет обеспечить повременное подключение всех продольных и/или спиральных слоев в работу при полной реализации прочностных характеристик.
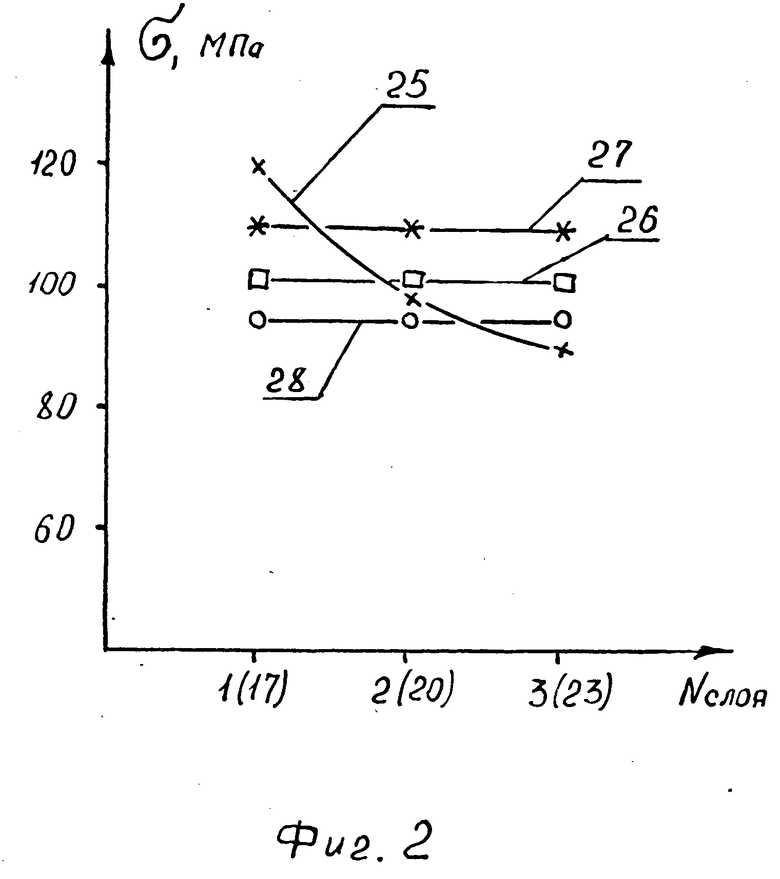
На фиг. 1 изображен общий вид узла соединения металлических труб на оправке в разрезе; на фиг. 2 - графики распределения напряжений по продольным и/или спиральным слоям.
Способ осуществляется следующим образом. Изготавливают две металлические законцовки 1 и 2 путем приварки к трубам завальцованных под их наружный радиус трапецеидальных металлических профилей 3, 4, 5 и 6, 7, 8 соответственно. Материал труб и профилей ст. 3 ГОСТ 10705-91. На наружной поверхности заготовок 1, 2 протачивают кольцевые канавки 9 и 10 и устанавливают герметизирующие кольца 11, 12. Затем законцовки 1, 2 устанавливают на оправку 13 соосно, выдерживая зазор 6 между их смежными торцами 14 и 15. После этого в зазор 6, пространство между прилежащими к смежным торцам 14, 15 законцовок, устанавливают заранее отформованный герметизирующий элемент 16 из резины 51-2058 ТУ 105180-88. Затем оправку с законцовками устанавливают в станок марки СНП-2 и производят укладку намоткой продольного и/или спирального слоя 17 с охватом наружных и боковых, противолежащих торцами 14, 15, буртов 3, 6 законцовок 1, 2 соответственно. После этого - пространства между боковыми поверхностями буртов 3, 4 и 6, 7.
Затем производят укладку намоткой продольного и/или спирального слоя 20 с охватом наружных и боковых, противолежащих торцами 14, 15 буртов 18, 19 соответственно. После чего пространства между боковыми поверхностями буртов 4, 5 и 7, 8 заполняют концевыми слоями 21 и 22 соответственно. Затем производят укладку намоткой спирального или продольного слоя 23, после чего формируют окончательный наружный профиль узла соединения намоткой кольцевых слоев 24.
Во всех случаях однонаправленный армирующий наполнитель слоев 17, 18, 19, 20, 21, 22, 23, 24 пропитывают в процессе прохождения нитетракта станка СНП-2 полимерным связующим ЭТФМ ТУ 1-596-36-82. После формирования наружной поверхности узла производят полимеризацию этого связующего по известному режиму:
- подъем температуры в печи до 90oC в течение 2,5+0,5 ч;
- выдержка при 90±5oC в течение 3+0,5 ч;
- подъем температуры до 120oC за 1,5+0,5 ч;
- выдержка при 120±5oC в течение 4+0,5 ч;
- подъем температуры до 150oC за 1,5+0,5 ч;
- выдержка при 150±5oC в течение 6+0,5 ч;
- подъем температуры до 170oC за 1+0,5 ч;
- выдержка при 170±5oC в течение 8+0,5 ч;
- охлаждение до температуры 70oC при закрытых дверях печи, дальнейшее охлаждение свободное.
В кольцевых слоях 18, 19, 21, 22 во всех случаях в качестве армирующего материала применяют стекложгут РВМН ТУ 6-05-241-404-84. Технологическое натяжение, углы армирования и материалы (модуль упругости) продольных или спиральных слоев 17, 20, 23 могут быть различными. Ниже приводятся возможные варианты.
Вариант 1. Слои 17, 20, 23 - продольные (угол армирования 0o) на основе стекложгута РВМН ТУ 6-05-241-404-84; слои 17, 20, 23 укладывают с переменным, увеличивающимся по мере удаления от наружной поверхности законцовки натяжением.
Вариант 2. Слои 17, 20, 23 - спиральные на основе стекложгута РВМН ТУ 6-05-241-404-84; указанные слои укладывают намоткой с равным для каждого слоя натяжением, но с переменным, уменьшающимся по мере удаления от наружной поверхности законцовок углом армирования.
Вариант 3. Слои 17, 20, 23 - продольные, их укладывают с постоянным технологическим натяжением, при этом слой 17 выполнен на основе стекложгута РВМН ТУ 6-05-241-404-84 (модуль упругости 5•104 МПа), слой 23 - на основе органожгута "Армос" ТУ 6-06-31-581-87 (модуль упругости 11,5•104 МПа), слои 20 на основе органожгута СВМ ТУ 6-06-31-502-85 (модуль упругости 9•104 МПа). Другими словами, при укладке увеличивают по мере удаления от наружной поверхности законцовок модуль упругости однонаправленного материала.
Предлагаемым способом изготавливали три узла соединения металлических труб, которые использовали в качестве электроизолирующих, являющихся элементами катодной защиты магистрального газопровода высокого давления. Вставки отличались величинами технологических натяжений и углами укладки продольных или спиральных слоев. Кроме того, для этих слоев применяли армирующие диэлектрики, обладающие различными модулями упругости.
Техническая характеристика узла соединения:
Условное давление, МПа - 7,5
Условный проход, мм - 700
Длина, мм - 1200
Вес, кг - 700
Электрическое сопротивление, МОм - 5,0
Материал законцовок - Сталь ст. 3
Связующие - ЭТФМ ТУ 1-596-36-82
Материал кольцевых слоев - РВМН ТУ 6-05-241-404-84
Сначала изготовили для всех вариантов три пары металлических закладных элементов 1, 2 путем приварки к наружной поверхности труб по три отвальцованных трапециедальных профиля 3, 4, 5 и 6, 7, 8 соответственно. Профили отвальцевали под наружный радиус (мм) труб. Прорезали кольцевые канавки 9, 10 глубиной 10 мм. Затем отформовали для каждого варианта три герметизирующих элемента 16 и три пары уплотнительных колец (D=11 мм) 11, 12 из резины 51-2058 ТУ 105180-88. После чего на оправку цехового изготовления 13 устанавливали (во всех случаях) герметизирующий элемент 16 и законцовки 1, 2 с размещенными в канавках 9, 10 уплотнительными кольцами 11, 12. Законцовки 1, 2 устанавливали на оправку 13 соосно, выдерживая между смежными торцами 14, 15 зазор σ=12 мм, выбранный из условия обеспечения электрического сопротивления R 5 МОм. Узел соединения N 1 изготавливали по варианту 1, при этом первый продольный слой укладывали с натяжением 5 кг/жгут, второй продольный слой - 6 кг/жгут, третий - 7 кг/жгут.
Узел соединения N 2 изготавливали в соответствии с вариантом 2, при этом первый слой укладывали с углом армирования 15o, второй слой - 10o и третий - 5o. Узел соединения N 3 изготавливали в соответствии с вариантом 3.
После формирования наружной поверхности узла соединения изделие поместили в аэродинамическую печь и провели режим полимеризации по режиму, указанному выше. После проведения режима оправку удаляли и проводили пневмоиспытания на герметичность и гидроиспытания до разрушения. Все узлы показали требуемую герметичность при расчетном давлении 20,0 МПа. Узлы соединений разрушались при следующих давлениях: 21,2; 20,5; 23,4 МПа - первый, второй и третий варианты соответственно.
При проектировании расчетным путем определялись осевые напряжения, возникающие в продольных и/или спиральных слоях 17, 20, 23 для способа-прототипа и трех вариантов реализации предлагаемого способа. Результаты расчетов приведены на фиг. 2. Здесь кривая 25 принадлежит способу-прототипу, кривые 26, 27, 28 - варианты 1, 2, 3 предлагаемого способа соответственно. Из диаграммы видно, что все три варианта позволяют перераспределить нагрузки между слоями и сделать напряжения равномерными, а главное уменьшить их, что позволяет увеличить рабочее давление, если это необходимо, либо уменьшить количество материала при заданном рабочем давлении.
От требований, предъявляемых к узлу соединения, определяемых условиями эксплуатации трубопровода, а также возможностей конкретного производства зависит и правильность выбора реализации заявляемого способа. Так, вариант 1 обладает высокой несущей способностью, достаточно дешевле, но он может быть реализован только на станках, где есть устройство для продольной укладки. Вариант 2 может быть реализован на любом станке для спиральной намотки, но отклонение угла армирования от меридиана несколько снижает несущую способность. Вариант 3 обладает максимальной несущей способностью за счет применения более прочных и жестких материалов, но это, а также время, затрачиваемое на переналадку нитетракта при замене материала, приводит к увеличению цены, что оправдано при использовании таких узлов соединения на наиболее ответственных и нагруженных участках трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ ТРУБЫ | 1996 |
|
RU2111403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ | 1996 |
|
RU2119114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2002 |
|
RU2235939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| АРМОДРЕНАЖНЫЙ КОМПОЗИТНЫЙ ГЕОТЕКСТИЛЬНЫЙ МАТЕРИАЛ | 1995 |
|
RU2103439C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2338950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2492048C1 |
Использование: изготовление электроизолирующих, компенсационных и других вставок из композиционных материалов для защиты от коррозии, вибраций, компенсации температурных перемещений нефте-, газопроводов, тепловых сетей, линий транспортировки агрессивных сред и т.д. Сущность изобретения: способ включает изготовление двух металлических законцовок с образованием на их наружных поверхностях буртов, установку законцовок на оправку соосно с зазором друг другу и укладку на них с охватом наружных и боковых поверхностей буртов, противолежащих смежным торцам законцовок продольных и/или спиральных слоев армирующего диэлектрика, например, стеклонитей, пропитанного полимерным связующим. При этом продольные и/или спиральные слои укладывают с переменным, увеличивающимся по мере удаления от наружных поверхностей законцовок натяжением и/или уменьшающимся в том же направлении углом армирования. 2 ил.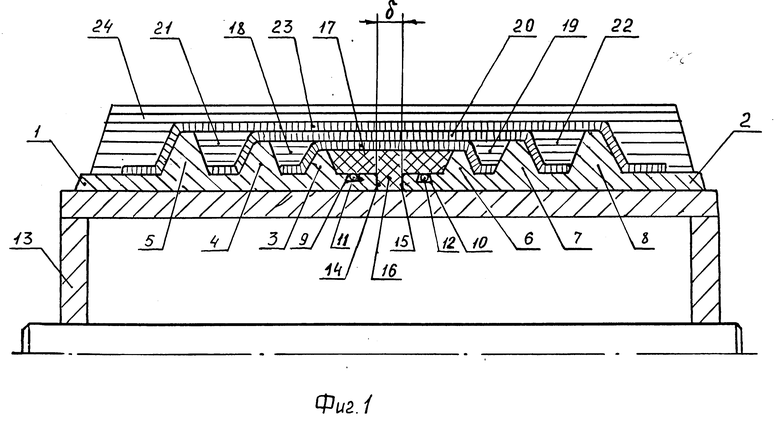
Способ изготовления узла соединения металлических труб, включающий изготовление двух металлических законцовок с образованием на наружной поверхности каждой из них не менее двух буртов, установку законцовок соосно с зазором друг другу на оправку и укладку на них с охватом наружных и боковых поверхностей буртов, противоположных смежным торцам законцовок, продольных и/или спиральных слоев армирующего диэлектрика, например стеклонитей, пропитанных полимерным связующим, отличающийся тем, что продольные и/или спиральные слои укладывают с переменным, увеличивающимся по мере удаления от наружных поверхностей законцовок натяжением, и/или модулем упругости однонаправленного материала, и/или уменьшающимся в том же направлении углом армирования.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, заявка, 51-16641, F 16 L 21/06, 1976 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3915776, B 23 B 1/08, 1975. | |||
