Изобретение относится к области нанесения электролитических покрытий при пониженном давлении и может быть использовано для получения покрытий при упрочнении и восстановлении деталей машин как с погружением их в электролитическую ванну, так и без погружения, т.е. путем подачи электролита к месту нанесения покрытия вне ванны (осуществление вневанного осаждения металла в ячейке).
Известен способ получения хромовых покрытий при пониженном давлении [1]. Если откачивающее устройство подсоединено непосредственно к рабочей электролитической ванне, то никакой циркуляции электролита в этой ванне не происходит, поскольку оно откачивает лишь газы, выделяющиеся в процессе электролиза, и поддерживает давление над электролитом, а сам электролит остается неподвижным. Если рабочая ванна подсоединена к откачивающему устройству через промежуточные емкости, то электролит в рабочей ванне будет циркулировать не непрерывно, а только то время, которое потребуется для заполнения промежуточных емкостей, после чего процесс циркуляции необходимо приостановить, во избежание попадания электролита в откачивающее устройство, а также для освобождения от электролита промежуточных емкостей (дать стечь электролиту в резервную емкость).
После этого, открыв всасывающий и нагнетательный клапаны, процесс циркуляции электролита в рабочей ванне возобновится и продолжится до наполнения электролитом промежуточных емкостей. Далее цикл слива электролита повторяется.
Таким образом, циркуляция электролита в рабочей ванне носит циклический (прерывистый) характер, при этом продолжительность циркуляции электролита в рабочей ванне значительно меньше времени застоя его в ванне, когда идет процесс освобождения промежуточных емкостей. Условия осаждения покрытий и их свойства непостоянны, так как изменяются условия осаждения (прекращение циркуляции электролита в рабочей ванне приводит к повышению его температуры и росту давления над ним вследствие выделения электролитических газов). Поэтому данное устройство не может быть применено для вневанного (местного) нанесения электролитических покрытий, например на шейки коленчатых валов и других деталей.
Задача, на решение которой направленно изобретение, состоит в обеспечении непрерывной и регулируемой циркуляции электролита при пониженном давлении в рабочей электролитической ванне или в ячейке при вневанном осаждении металла на детали машин для улучшения выходных параметров гальванического процесса: повышение выхода металла по току, улучшение физико-механических и физико-химических свойств покрытий, значительное повышение сцепляемости и равномерности их осаждения, стабилизация температурного режима в рабочей ванне, полное очищение отсасываемых газов от жидкой фазы электролита и полное прекращение выбросов электролита в атмосферу, улучшение экологических параметров на гальваническом участке производства.
Это достигается тем, что при способе нанесения электролитических покрытий при пониженном давлении в зоне электролиза, в отличие от прототипа, в рабочей гальванической ванне или ячейке при непрерывном пониженном атмосферном давлении поддерживают непрерывную однонаправленную и регулируемую по интенсивности циркуляцию электролита, создаваемую за счет подсоединения к ванне или ячейке двух равных по объему емкостей, электролит из которых непрерывно и поочередно подают в ванну или ячейку под действием атмосферного давления в одной и пониженного давления газов в другой емкости, а процесс синхронного переключения емкостей и пневматических режимов в них регулируют автоматически распределительными кранами.
Ячейка в собранном виде представляет собой автономное замкнутое техническое устройство, смонтированное на ту часть детали машин, которая подвергается электрохимической обработки (электроосаждению покрытий). Это автономное устройство оборудовано одним электродом (анодом), другим же электродом является обрабатываемая деталь. Электрод расположен таким образом, что между ним и деталью образуется пространство, которое в процессе осаждения покрытий заполняется непрерывно циркулирующим электролитом. Для подвода и отвода электролита в устройстве выполнены соответствующие каналы.
В результате данное техническое устройство функционирует автономно, местно (на определенном участке детали), вне гальванической ванны, в которой, в отличие от ячейки, детали, подлежащие обработке, погружаются целиком в электролит.
Сущность изобретения поясняется чертежами:
на фиг.1 представлена схема устройства в положении кранов 4, 5, 6 для перекачки электролита из емкости 1 в емкость 2 через рабочую ванну или ячейку 3;
на фиг.2 представлено поперечное сечение крана 4 в положении перекачки электролита из емкости 2 в емкость 1 через рабочую ванну или ячейку 3;
на фиг.3 представлено поперечное сечение крана 5 в положении перекачки электролита из емкости 2 в емкость 1 через рабочую ванну или ячейку 3;
на фиг.4 представлено поперечное сечение крана 6 в положении перекачки электролита из емкости 2 в емкость 1;
на фиг.5 представлено поперечное сечение А-А (фиг.1) соединительной канавки 23 (фиг.1).
Способ осуществляют следующим образом: при снятой крышки в емкость 1 заливают электролит до уровня, не доходящего до края труб 12 и 13, на величину 100…150 мм, а в емкость 2 заливают электролит до уровня выше обреза трубы 11 на 50…100 мм. Откачивающее устройство через трубы 19 и 16 откачивает воздух из емкости 20, а через трубу 15, которая соединена через распределительный кран 6 с трубой 14, разрежение передается в емкость 2. Пониженное давление воздуха через трубу 10, распределительный кран 5, рабочую электролитическую ванну или ячейку 3, трубу 8, распределительный кран 4, трубу 7 передается в емкость 1. Одновременно через окно 22 и канавку 23 крана 6 и через трубу 13 атмосферное давление воздуха передается в емкость 1, т.е. в этой емкости электролит находится под атмосферным давлением. Труба 12 закрыта краном 5. Под действием атмосферного давления электролит из емкости 1 по трубе 7 поднимается и через кран 4 и трубу 8 поступает в рабочую электролитическую ванну или ячейку 3 и далее по трубе 9 через кран 5 и трубу 10 поступает в емкость 2, где непрерывно поддерживается разряженное состояние газов.
Таким образом осуществляют цикл перекачки электролита из емкости 1 в емкость 2, поддерживая непрерывную циркуляцию электролита в рабочей ванне или ячейке 3 при пониженном давлении. Позиции распределительных кранов 4, 5, 6 при осуществлении этого цикла работы устройства показаны на фиг.1. По достижении уровня электролита емкости 2 до высоты ниже обрезов труб 10 и 14 на величину 100…150 мм контролирующая аппаратура с помощью исполнительных механизмов синхронно меняет положение пробок кранов 4 и 5, поворачивая их по часовой стрелке на угол 90°, а пробку крана 6 - против часовой стрелки на угол 90°'. При этом вакуумный насос непрерывно работает и начинается следующий цикл работы оборудования. Пониженное давление воздуха по трубе 15 через кран 6 передается по трубе 13 в опорожненную емкость 1. При этом один конец трубы 7 непрерывно погружен в электролит емкости 1, а другой закрыт пробкой 4. Одновременно пробка крана 6 соединяет трубу 14, а следовательно, и емкость 2 с атмосферой через канавку 23 и окно 22. Под действием атмосферного давления в емкости 2 электролит по трубе 11 через пробку крана 4 и трубу 8 поступает в рабочую электролитическую ванну или ячейку, поддерживая его циркуляцию в прежнем направлении. Далее по трубе 9, крану 5 и трубе 12 электролит поступает в емкость 1.
Таким образом, поток электролита в рабочей электролитической ванне или ячейке 3 не прерывается, давление поддерживается пониженным, а циркуляция электролита имеет непрерывный характер и направление.
При наполнении электролитом емкости 1 до заданного уровня контрольная аппаратура подает соответствующие сигналы на исполнительные механизмы распределительных кранов, и предыдущий цикл повторяется. Заданная величина вакуума поддерживается вакуум-регулятором 17 (фиг.1) и контролируется вакуумметрами 21 в рабочей гальванической ванне 3 и в компенсационной емкости 20. В случае необходимости краном 18 можно отсоединить систему от вакуумного насоса. Благодаря герметичности соединений никаких вредных выделений на рабочем месте установки нет, а газы, выделяющиеся в процессе электроосаждения, смешиваясь с большой порцией воздуха из емкостей 1 и 2, выбрасываются в атмосферу, становясь взрывобезопасными. Кроме того, пониженное давление в гальванической ванне 3 и емкостях 1 и 2 полностью освобождают пузырьки газов от электролитной оболочки, электролит остается в емкостях 1, 2 и 3, не представляя никакой угрозы окружающей среде, а отсасываемые газы не требуют никакой очистки.
Анализ проб газов, выбрасываемых вакуумным насосом в атмосферу, показал полное отсутствие в них следов электролита.
Обеспечение непрерывной циркуляции электролита в электролитической ванне или ячейке для местного нанесения покрытий при остаточном пониженном давлении 0,04…0,06 МПа позволяет стабилизировать температурный режим в зоне электролиза, вести процесс электролиза при плотностях катодного тока до 400 А/дм2, выходе хрома по току до 43%…45% и скорости осаждения хрома 0,75 мм/ч, получать в холодном саморегулирующемся электролите беспористые и более твердые покрытия значительной толщины (до 1 мм), более равномерно осажденные по всей поверхности катода любой конфигурации по сравнению с обычным методом хромирования.
Поскольку хромовые покрытия, полученные при пониженном давлении, бестрещиноваты, на хромированных деталях гидрооборудования, прецизионных деталях дизельной топливной аппаратуры отсутствует "течь по хрому", что обеспечивает более эффективную и экономичную работу сопряжений и узлов. Одновременно увеличивается прочность сцепления хрома с подложкой, что предотвращает образование сколов хрома на острых кромках деталей (например, на плунжерах топливных насосов), увеличивается контактная прочность и выносливость хромированных деталей.
Предложенным способом можно наносить электролитические осадки железа, никеля, кобальта, цинка, олова, свинца, золота, серебра, меди и др., сплавов на основе железа, хрома и других металлов, композиционные электрохимические покрытия на основе железа, хрома и др.
Кроме процесса осаждения хрома, пониженное давление над электролитом необходимо поддерживать в пределах 0,055…0,065 МПа, учитывая пониженную удельную массу электролитов.
В качестве примера приводим возможный перечень деталей и назначения покрытий, получаемых при пониженном давлении. Ванным способом можно осаждать железные покрытия на такие детали, как шкворни переднего моста автомобилей, посадочные места под вкладыши шатунов, валики жидкостных насосов двигателей внутреннего сгорания и др. для увеличения износостойкости деталей.
Медные электролитические покрытия можно наносить ванным способом при пониженном давлении в качестве подслоя при получении антикоррозионных и декоративных трехслойных осадков: медь-никель-хром. Они также могут найти применение в электротехнике, электронике для увеличения электропроводности изделий.
Вневанное осаждение железа, меди и других металлов нецелесообразно в силу растворимости анодов и частой их смены.
Данный способ позволяет при пониженном давлении в зоне электролиза поддерживать регулируемую по интенсивности циркуляцию электролита, создаваемую за счет подсоединения к ванне или ячейке двух равных по объему емкостей, электролит из которых постоянно и поочередно подают рабочую ванну или ячейку под действием атмосферного давления в одной и пониженного давления газов в другой емкости, а процесс синхронного переключения емкостей и пневматических режимов в них регулируют автоматически распределительными кранами.
Источники информации, принятые во внимание
1. Tunturi P.J. Hard-chrome plating method under reduced pressure /"Metals australasia", v.13, 1981. p.20.
Изобретение относится к области нанесения электролитических покрытий и может быть использовано для получения покрытий при упрочнении и восстановлении деталей машин. Способ нанесения электролитического покрытия на деталь при пониженном атмосферном давлении в зоне электролиза при циркуляции электролита, в котором покрытие наносят в ванне или ячейке для вневанного нанесения при непрерывной, однонаправленной и регулируемой по интенсивности циркуляции электролита, которую создают за счет подсоединения к ванне или ячейке двух равных по объему емкостей, причем электролит из емкостей поочередно подают в ванну или ячейку под действием атмосферного давления в одной емкости и пониженного давления в другой, а синхронное переключение емкостей и давление в них регулируют автоматически распределительными кранами. Технический результат: обеспечение непрерывной и регулируемой циркуляции электролита при пониженном давлении, что позволяет повысить выход металла по току, значительно повысить равномерность осаждения покрытий, повысить адгезию, стабилизировать температурный режим в рабочей ванне при полном очищении отсасываемых газов от паров электролита и полном прекращении выбросов электролита в атмосферу. 5 ил.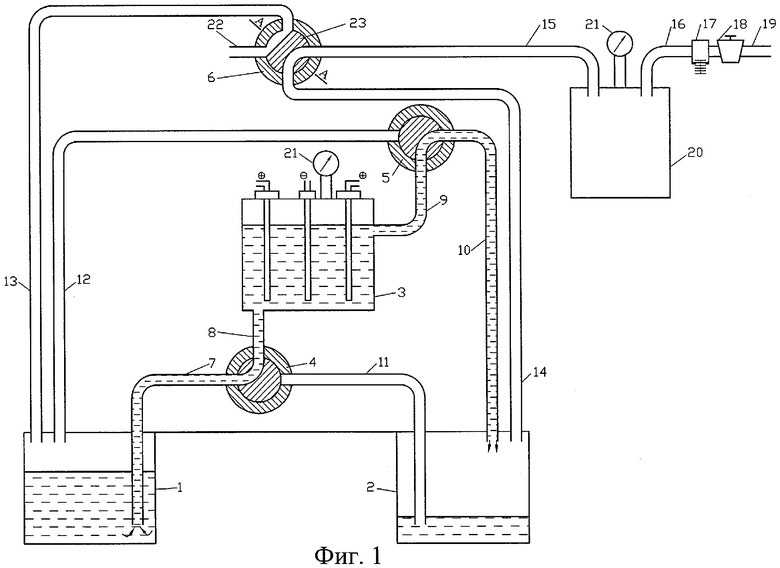
Способ нанесения электролитического покрытия на деталь при пониженном давлении в зоне электролиза при циркуляции электролита, отличающийся тем, что покрытие наносят в ванне или ячейке для вневанного нанесения при непрерывной, однонаправленной и регулируемой по интенсивности циркуляции электролита, которую создают за счет подсоединения к ванне или ячейке двух равных по объему емкостей, причем электролит из емкостей поочередно подают в ванну или ячейку под действием атмосферного давления в одной емкости и пониженного давления в другой, а синхронное переключение емкостей и давление в них регулируют автоматически распределительными кранами.
| TUNTURI P.J | |||
| Hard-chrome plating method under reduced pressure | |||
| Metals Australasia, v.13, 1981, p.20,21 | |||
| Способ регенерации отработанного щелока от натронной варки целлюлозы | 1982 |
|
SU1081253A1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 2000 |
|
RU2187586C1 |

