Изобретение относится к станкостроению, в частности к способам установки и фиксации деталей при механической обработке, и может быть использовано в автоматизированных системах.
Известен способ установки деталей, при котором используют универсально-сборные приспособления (УСП), состоящие из комплекта стандартизированных деталей, из которых собирают различные приспособления одноцелевого назначения [1].
Продолжительность сборки, сложность компоновок, большое количество стыков, уменьшающих жесткость приспособления при обработке каждой детали усложняют процесс производства и в совокупности с высокими затратами на оснащение комплектами УСП снижают эффективность указанного способа.
Более простым и наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ установки деталей, включающий размещение деталей между зажимными элементами, снабженными подвижными губками с призматическими рабочими поверхностями, приведение детали в контакт с рабочими поверхностями губок и последующее зажатие детали [2]. Это техническое решение выбрано в качестве прототипа.
Однако указанный способ распространяется на ограниченный диапазон деталей (с сечением в форме круга, смещенных окружностей, квадрата и пр.), центр сечения которых совмещается с геометрическим центром расположения призм, подвижных относительно осей.
Для деталей с сечением не симметричным относительно своей диагонали (прямоугольник, параллелограмм, трапеция) это условие не выполняется, и установка таких деталей данным способом невозможна.
Целью изобретения является расширение технологических возможностей способа за счет обеспечения установки деталей четырехугольного сечения, не симметричного относительно своей диагонали.
Сущность изобретения заключается в том, что в способе установки деталей, включающем размещение детали между зажимными элементами, снабженными подвижными губками с призматическими рабочими поверхностями, приведение детали в контакт с рабочими поверхностями губок и зажатие ими детали, углы, образуемые призматическими поверхностями, соответствуют противолежащим углам сечения детали, а приведение детали в контакт с губками осуществляют с предварительным параллельным перемещением губок относительно друг друга, затем одну из рабочих поверхностей губок ориентируют по направлению движения рабочего стола или инструмента.
Возможность подстройки геометрического центра подвижных губок под форму деталей обеспечивает совмещение губок с деталью четырехугольного сечения, не симметричного относительно своей диагонали, и ее качественное зажатие. Причем при установке все детали партии будут сориентированы губками в одних и тех же точках координат на рабочем столе, чем достигается фиксация точки отсчета относительно рабочего стола или инструмента.
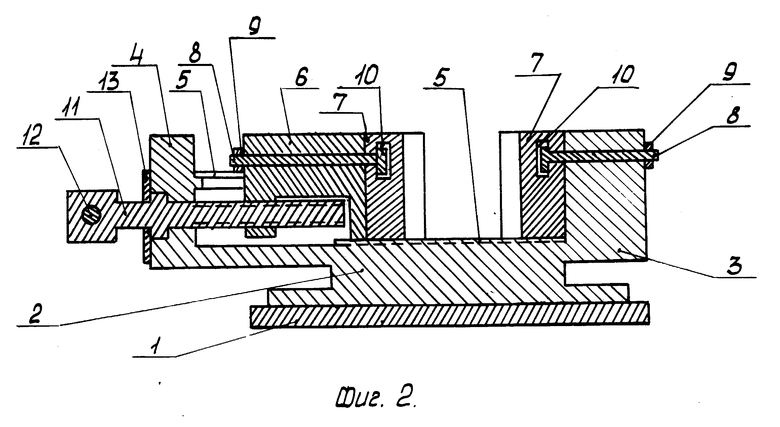
На фиг. 1 показано размещение прямоугольной детали в призматических губках; на фиг. 2 - устройство для осуществления способа, разрез; на фиг. 3 - то же, вид сверху.
Устройство содержит основание 1, корпус 2, совмещенный с неподвижной струбциной 3 и опорной стойкой 4. На корпусе 2 выполнены направляющие 5 любой формы - на фиг. 3 трапецеидальные, изготовленные с достаточной степенью точности и обеспечивающие точность движения подвижной струбцины 6. К струбцинам 3 и 6 крепятся подвижные губки 7 болтом 8 и гайками 9. Для этого в губках 7 делаются сквозные пазы 10, а в струбцинах 3 и 6 - отверстия для болтов.
Подвижная струбцина 6 приводится в движение винтом 11, а винт в свою очередь воротом 12. Винт 11 крепится в опорной стойке 4 фланцем 13. Для плавности и точности хода винта может впрессовываться подшипник качения или скольжения. На струбцинах 3 и 6 наносится шкала 18 в мм или других единицах измерения. В основание 1 впрессованы болты 14, а в корпусе 2 сделаны прорези 15 для движения болтов 14. Посредством гаек 16 корпус 2 крепится к основанию 1 в нужном положении (под углом) относительно движения рабочего стола. Основание 1 крепится к рабочему столу крепежными болтами и гайками (на фиг. 3 не показаны). Для крепления болтов в основании 1 предусмотрены пазы 17.
Способ осуществляется следующим образом.
Описанное выше устройство устанавливают на рабочем столе, закрепляя основание 1. Используют губки 7 с призматическими рабочими поверхностями, образующими углы, которые соответствуют двум противоположным углам сечения четырехугольной детали.
Губки 7 устанавливают на струбцинах 3 и 6 с помощью болтов 8 и гаек 9, при этом гайки завинчивают не плотно, чтобы головки болтов 8 получили возможность свободного перемещения по пазам 10, обеспечивая параллельное перемещение губок 7. Деталь размещают между призматическими губками 7. Подвижную струбцину 6 винтом 11 подводят к неподвижной струбцине 3 на необходимое расстояние.
Деталь приводят в контакт с рабочими поверхностями губок 7, перемещая последние параллельно друг другу до их совмещения с деталью и прижимая струбцину 6 к струбцине 3. После этого гайки 9 завинчивают жестко, закрепляя губки 7. Винтом 11 добиваются надежного зажима.
Для установки прямоугольных деталей можно заранее пронормировать значения смещения губок 7 относительно друг друга в зависимости от соотношения сторон прямоугольника. Данные занести в таблицу, и выставлять смещение губок 7 относительно друг друга сразу по шкале 18. Например, при установке детали квадратного сечения губки 7 располагаются друг против друга, отношение сторон квадрата равно 1, диагональ квадрата совпадает с его биссектрисой, смещение равно 0. При соотношении сторон прямоугольника 1,1 смещение губок 7 будет пропорционально смещению диагонали относительно биссектрисы, соотношение сторон прямоугольника, равное 1,2, будет иметь свое смещение, пропорциональное смещению диагонали относительно биссектрисы, и т.д. Вычислив и пронормировав эти значения, можно заранее выставлять губки 7 со смещением по шкале, помещать между ними деталь и зажимать. Такой прием сократит время установки детали.
Затем корпус 2 устройства с жестко закрепленной деталью поворачивают таким образом, чтобы одна из рабочих поверхностей губок (т.е. одна из сторон детали) расположилась по направляющим станка. Это необходимо для удобства обработки.
Поскольку ориентирование и зажатие детали происходит по опорным участкам поверхности, то при таком способе одними и теми же губками можно устанавливать детали различных типоразмеров. Это подтверждает универсальность способа.
Так, например, для установки детали прямоугольного сечения размером 30x45 мм на струбцинах 3 и 6 закрепляют губки с призматическими рабочими поверхностями, образующими угол 90o. На неподвижной струбцине 3 губку 7 устанавливают в районе "0" по шкале, устанавливают деталь, совмещая ее базовые поверхности с рабочими поверхностями губок, причем на подвижной струбцине 6 губку перемещают, устанавливая вершину призматического угла в положение ±5 мм, губки и деталь приводят в контакт, и деталь зажимают.
Заявляемый способ позволяет с минимальной трудоемкостью и максимальной точностью устанавливать детали с различной формой четырехугольного сечения, не симметричного относительно диагонали. При этом наблюдается строгая фиксация всех экземпляров партии деталей в одних и тех же точках координат рабочего стола, т.е. все детали занимают одно и то же положение относительно инструмента. Это открывает перспективы автоматизации процесса установки, а следовательно, и полной автоматизации производственного процесса при обработке на станках с ЧПУ в автоматизированных системах.
Ориентирование и зажим детали с помощью удобного и простого приспособления, пригодного для широкого диапазона форм деталей, обеспечивает значительное сокращение времени на установку, не требуется переналадка приспособления для каждой детали партии. Контакт с деталью по опорным участкам поверхности обуславливает применение одного и того же приспособления для различных типоразмеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ | 1993 |
|
RU2121428C1 |
| Поворотный многопозиционный стол | 1980 |
|
SU884961A2 |
| Способ установки детали сложной формы | 1985 |
|
SU1341012A1 |
| Зажимное приспособление металлорежущего станка | 1984 |
|
SU1296393A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДЕТАЛИ | 1992 |
|
RU2047459C1 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ ЗАХВАТА | 2008 |
|
RU2484942C2 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| Устройство для заточки сверл | 1980 |
|
SU933391A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |

Использование: изобретение относится к станкостроению, в частности к способам установки и фиксации деталей при механической обработке и может быть использовано в автоматизированных системах. Сущность изобретения: в способе установки деталей, включающем размещение детали между зажимными элементами, снабженными подвижными губками с призматическими рабочими поверхностями, приведение детали в контакт с рабочими поверхностями губок и зажатие ими детали, выполняют углы, образуемые призматическими поверхностями, в соответствии с противолежащими углами сечения детали, а приведение детали в контакт с губками осуществляют с предварительным параллельным перемещением губок относительно друг друга, причем после зажатия детали одну из рабочих поверхностей губок ориентируют по направлению движения рабочего стола или инструмента. 1 з.п. ф-лы, 3 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коваленко А.В | |||
| и Подшивайлов Р.Н | |||
| Станочные приспособления | |||
| - М.: Машиностроение, 1986, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство 1341012, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

