Описываемая многоместная цанговая оправка к токарному и другим станкам для обработки торцовых поверхностей небольших цилиндрических деталей позволяет быстро закрепить или освободить все детали посредством одного центрального зажимного винта, что повышает производительность труда.
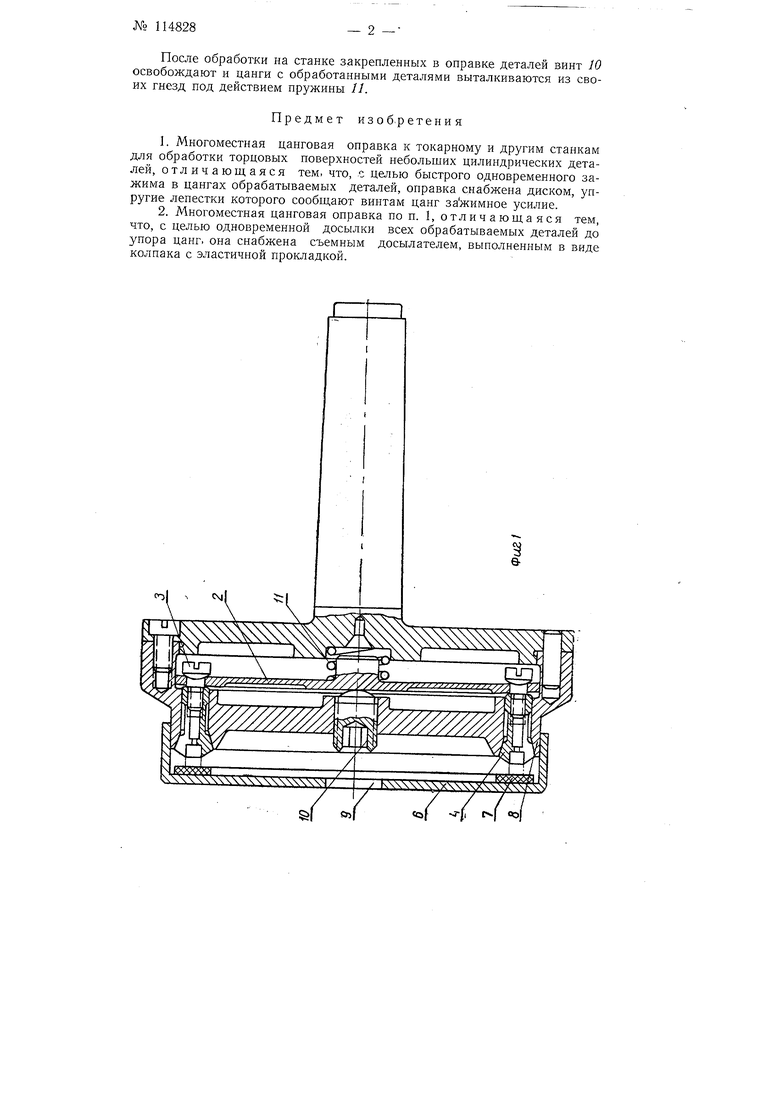
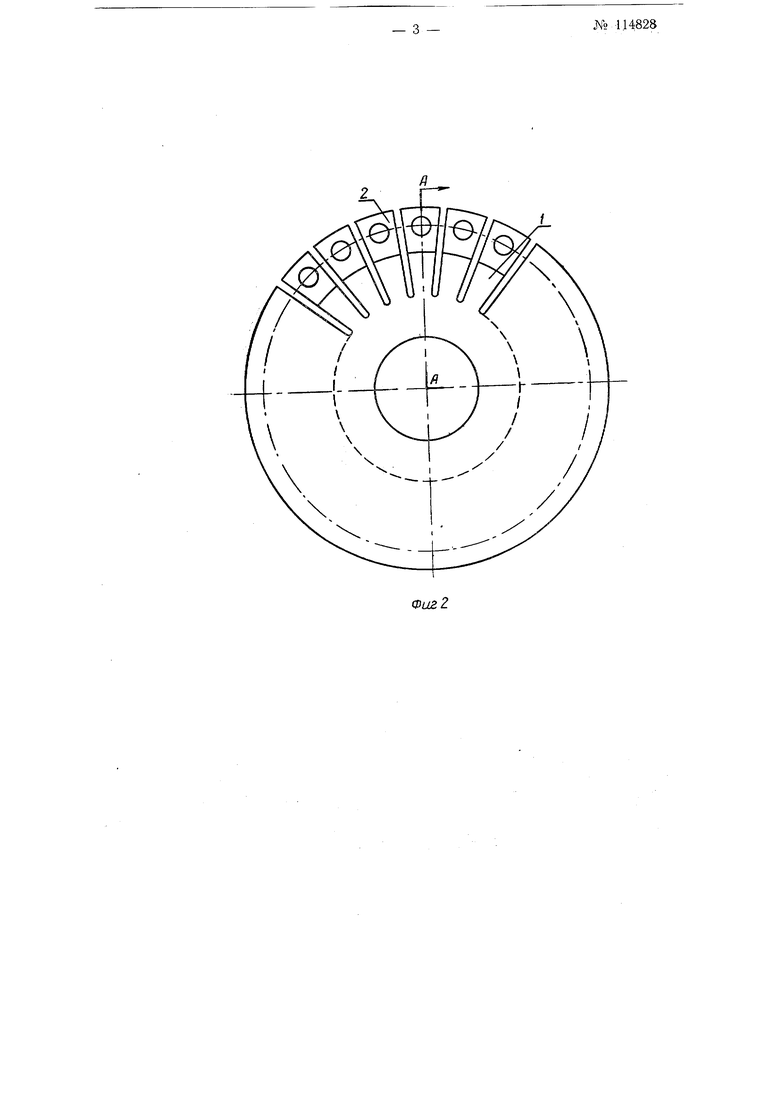
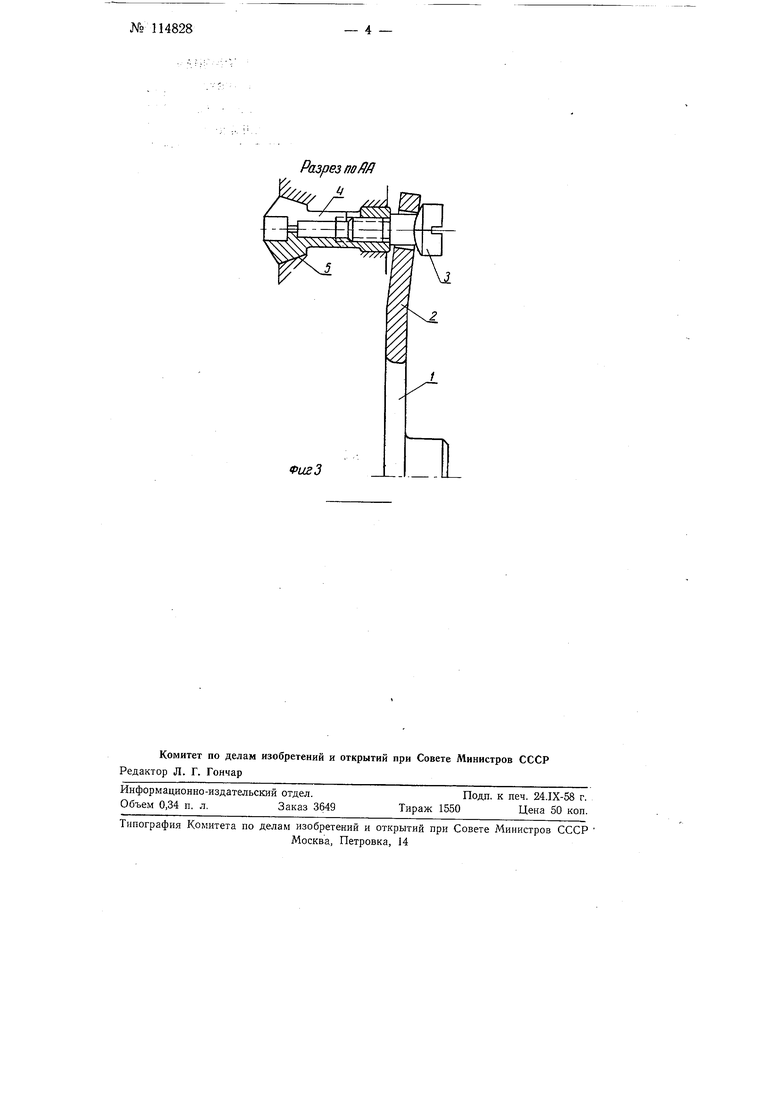
С этой целью оправка снабжена диском, упругие лепестки которого сообш,ают винтам цанг зажимное усилие, а для одновременной досылки всех обрабатываемых деталей до упора цанг оправка снабжена съемным досылателем, выполненным в виде колпака с эластичной прокладкойНа фиг. 1 изображена многоместная цанговая оправка в диаметральном разрезе; на фиг. 2 - вид диска оправки с торца; на фиг. 3 - диск в разрезе по АА на фиг. 2, вид сбоку.
Диск 1 по периферии разрезан на лепестки 2, концы которых отогнуты от передней плоскости диска на некоторую величину назад и имеют отверстия для затяжных винтов 5 цанг 4. Затяжные винты 3 имеют конусообразную опорную поверхность 5, не препятствуюшую повороту конца лепестка диска во время его прогиба.
Для одновременной досылки деталей, различных по высоте в пределах допуска, до упора цанг, предусмотрен съемный досылатель, представляющий собою колпак б с эластичной прокладкой 7, например из резины. Подлежашие обработке детали вставляются в цанги 4, после чего колпак 6 надевается на цилиндрическую часть 8 оправки и прижимается вручную колпаком 6 до упора цанг.
Затем через отверстие 9 колпака 6 на центральный зажимной винт 10 устанавливают ключ и закрепляют все детали одновременно, вначале предварительно, а после снятия колпака 6 окончательно.
После обработки на станке закрепленных в оправке деталей винт 10 освобождают и цанги с обработанными деталями выталкиваются из своих гнезд под действием пружины //.
Предмет изоб-ретения
1.Многоместная цанговая оправка к токарному и другим станкам для обработки торцовых поверхностей небольших цилиндрических деталей, отличающаяся тем, что, с целью быстрого одновременного зажима в цангах обрабатываемых деталей, оправка снабжена диском, унругие лепестки которого сообщают винтам цанг зажимное усилие.
2.Многоместная цанговая оправка по п. I, отличающаяся тем, что, с целью одновременной досылки всех обрабатываемых деталей до упора цанг, она снабжена съемным досылателем, выполненным в виде колпака с эластичной прокладкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговая оправка | 1975 |
|
SU536011A1 |
| Способ изготовления винтов на продольно-токарных одно-шпиндельных автоматах и фрезерное приспособление для осуществления способа | 1955 |
|
SU112650A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ | 1993 |
|
RU2121428C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Цанговая оправка | 1981 |
|
SU986628A2 |
| Цанговый патрон | 1984 |
|
SU1171224A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| ЦАНГОВЫЙ ПАТРОН | 2011 |
|
RU2490097C1 |
tof f( оэ)
Разрез по ЙД tj
ФигЗ
