Изобретение относится к химико-термической обработке стальных изделий и может быть использовано для получения антикоррозионных защитных покрытий с устойчивым декоративным цветом. Изобретение может найти широкое применение в различных областях машиностроения для получения черного декоративного цвета на стальных изделиях, например на наружных поверхностях стрелкового оружия.
Известен способ химико-термической обработки стальных деталей (Патент РФ N 1780340, МКИ 6 C 23 C 8/26, 1995 г.). Согласно данному способу детали нагревают до температуры 350 - 400oC в течение 10 - 30 минут в атмосфере воздуха, после чего их азотируют при температуре 570 - 590oC в смеси аммиака и эндогаза, взятых в соотношении 1 : 4, затем отключают подачу аммиака, проводят выдержку в течение 1 - 2 ч с последующим охлаждением деталей в масле.
По данному способу предварительное окисление поверхности позволяет на стадии азотирования сформировать более толстый "белый" слой. Данная износоустойчивая фаза из-за невысокой поверхностной пористости на стадии охлаждения пропитывается недостаточно, и поэтому эффект повышения коррозионной стойкости низок. Кроме того, не гарантируются устойчивый декоративный цвет покрытия и его долговечность из-за неустойчивости к механическому истиранию.
Известен способ нанесения покрытия на изделия из нелегированной стали (Патент РФ N 1364242, МКИ 4 C 23 C 8/04, C 21 D 1/72, 1987 г.). По данному способу поверхности изделия насыщают в нагретой до температуры 550 - 720oC газовой среде азота и углерода в течение 0,5 - 4 ч, после чего охлаждают в масле. В данном способе на стадии нитроцементации из-за перегрева среды (свыше 600oC) формируются глубокие диффузионные зоны в ущерб коррозионно-стойким карбонитридным "белым" слоям ε-фазы. К тому же период стадии нитроцементации недостаточен для формирования значительной толщины слоя ε- фазы. Невысокая пористость слоя ε-фазы, полученная на данной стадии, на стадии охлаждения изделий в масле не позволяет получить достаточную прочность сцепления формирующегося слоя с ε-фазой. В конечном счете покрытие имеет низкую коррозионную стойкость при полном отсутствии гарантии получения однородного и долговечного декоративного покрытия.
Наиболее близким к заявляемому способу является способ химико-термической обработки стальных изделий, включающий низкотемпературное насыщение поверхности изделий одновременно азотом и углеродом (карбонитрирование) и последующее оксимолибденирование, которое проводят в атмосфере паров молибденовокислого аммония при 550 - 620o. При этом оксимолибденирование проводят до толщины слоя покрытия, равной 2 - 3 мкм (Патент РФ N 2055098, МКИ 6 C 23 C 12/00, 8/80; C 21 D 9/10, 1996 г.). Данному способу присущи те же недостатки, что и предшествующему.
Задачей настоящего изобретения является получение устойчивого коррозионно-декоративного покрытия на поверхности стальных изделий с высокой однородностью и повышенной сопротивляемостью к механическому истиранию, обладающего максимальной диффузной отражающей способностью.
Поставленная задача решается тем, что в способе химико-термической обработки стальных изделий, включающем одновременное насыщение поверхности азотом и углеродом и последующее оксимолибденирование, насыщение поверхности азотом и углеродом осуществляют в нагретой среде аммиака и природного газа или продуктов его неполного сгорания при температуре 500 - 600oC в течение 5 - 12 ч, а оксимолибденирование проводят в атмосфере перегретых паров молибдената аммония при температуре 450 - 600oC в течение 15 - 50 мин, после чего проводят охлаждение изделий в масле.
Для уменьшения эффекта коробления протяженных изделий и обеспечения более полной пропитки поверхностных пор рекомендуется охлаждение изделий проводить в подогретом до температуры 80 - 120oC минеральном масле.
В результате экспериментальных исследований было установлено, что на толщину и пористость легированного молибденом слоя существенное влияние оказывают такие факторы, как объем рабочего пространства печи Vп, температура процесса оксимолибденирования T, расход молибдената аммония p, а также время процесса τ.
Было экспериментально определено, что для формирования оптимального легированного слоя толщиной 3 - 7 мкм и пористостью 0,4 - 0,6 Vп = 0,2 м3, T = 600oC, p = 0,07 г/мин. Процесс оксимолибденирования необходимо проводить не менее τ = 20 мин. Приняв указанные значения за базовые, с учетом степени влияния каждого параметра, эмпирическим путем была определена формула зависимости времени операции оксимолибденирования от вышеуказанных параметров: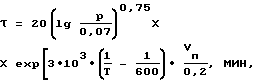
где
p - расход соли молибдена, г/мин;
T - температура процесса оксимолибденирования, oC;
Vп - объем рабочего пространства термической печи, м3.
В предлагаемом изобретении технический результат достигается способом химико-термической обработки изделий в три этапа.
На первом этапе с целью создания двухфазного (ε+γ′)-карбонитридного слоя осуществляется низкотемпературная химико-термическая обработка с насыщением поверхности одновременно азотом и углеродом. Толщина этого слоя должна быть не менее 15 мкм, слой обладает невысокой пористостью ε-фазы, находящейся на поверхности покрытия. Сформированные карбонитриды Fem(N, C)n являются базовым материалом для последующих химических реакций при оксимолибденировании.
На втором этапе в процессе обработки в перегретых парах молибдената аммония на поверхности карбонитридного слоя формируется тонкая поверхностная пленка, легированная молибденом магнетита Fe3O4 с высокой плотностью мелких пор, простирающихся на глубину 3 - 7 мкм. Слой обладает высокой диффузной отражательной способностью.
На третьем этапе в процессе охлаждения оксимолибденированных изделий в подогретом масле осуществляется гарантированная пропитка микропор слоя легированного магнетита (то есть повышение коррозионной стойкости), а также создание поверхностного микрослоя окислов устойчивого черного цвета с максимальной диффузной отражательной способностью.
Пример реализации способа
В качестве примера проводили обработку несущих деталей коробчатой формы стрелкового вооружения сварной конструкции, изготовленных из стали 30ХГСА. Термохимическую обработку проводили в шахтной муфельной печи с рабочим объемом Vп = 0,25 м3.
Осуществляли химико-термическую обработку изделий по известному способу (прототип) при T1 = 580oC в течение времени, равном τ1 = 2 ч, в равно парциальной насыщенной газовой среде на основе аммиака и эндогаза, после чего проводили оксимолибденирование в атмосфере паров молибденовокислого аммония в течение времени τ = 20 мин с последующим охлаждением на воздухе (эксперимент N 1).
По предлагаемому способу обрабатывали три партии изделий. В каждой партии операцию насыщения поверхности изделий азотом и углеродом осуществляли при следующих режимах: T1 = 580oC, время операции -τ1 = 6 ч, равно парциальный состав аммиака и эндогаза.
В первой партии операцию оксимолибденирования изделий проводили по следующим режимам: объем печи Vп = 0,25 м3, температура процесса T = 600oC, расход молибдената аммония p = 0,7 г/мин, время насыщения (определялось расчетным путем по эмпирической зависимости) τ = 20 мин, охлаждение изделий проводили на воздухе (эксперимент N 2).
Во второй партии операцию оксимолибденирования проводили по следующим режимам: объем печи Vп= 0,25 м3, температура процесса T = 580oC, расход молибдената p = 1,4 г/мин, время насыщения τ = 30 мин, охлаждение изделий проводили на воздухе (эксперимент N 3).
В третьей партии операцию оксимолибденирования проводили по режимам, аналогичным режимам для второй партии, после чего изделия охлаждали в подогретом до 80oC минеральном масле марки U-2 (эксперимент N 4).
Для всех полученных партий изделий определялись следующие показатели:
объемная пористость в покрытии Wп, которая рассчитывалась на основе металлографических исследований среднего размера пор Dср. и расстояния между ними λср по формуле
коррозионная стойкость, которая оценивалась по растворимости материала покрытия в растворе 4%-ной поваренной соли в дистилляте;
условия истирания поверхности обработанных деталей определяли путем полирования деревянным бруском с усилием прижатия 5 кг/см2;
отражательная способность покрытия определялась через заданные промежутки времени после механического истирания по отражению светового потока с использованием фотодиода. В нашем случае под относительной отражающей способностью понималось отношение текущего значения силы тока, протекающего через фотодиод, для изделий каждой партии к минимальному значению силы тока в четвертом эксперименте термохимической обработки.
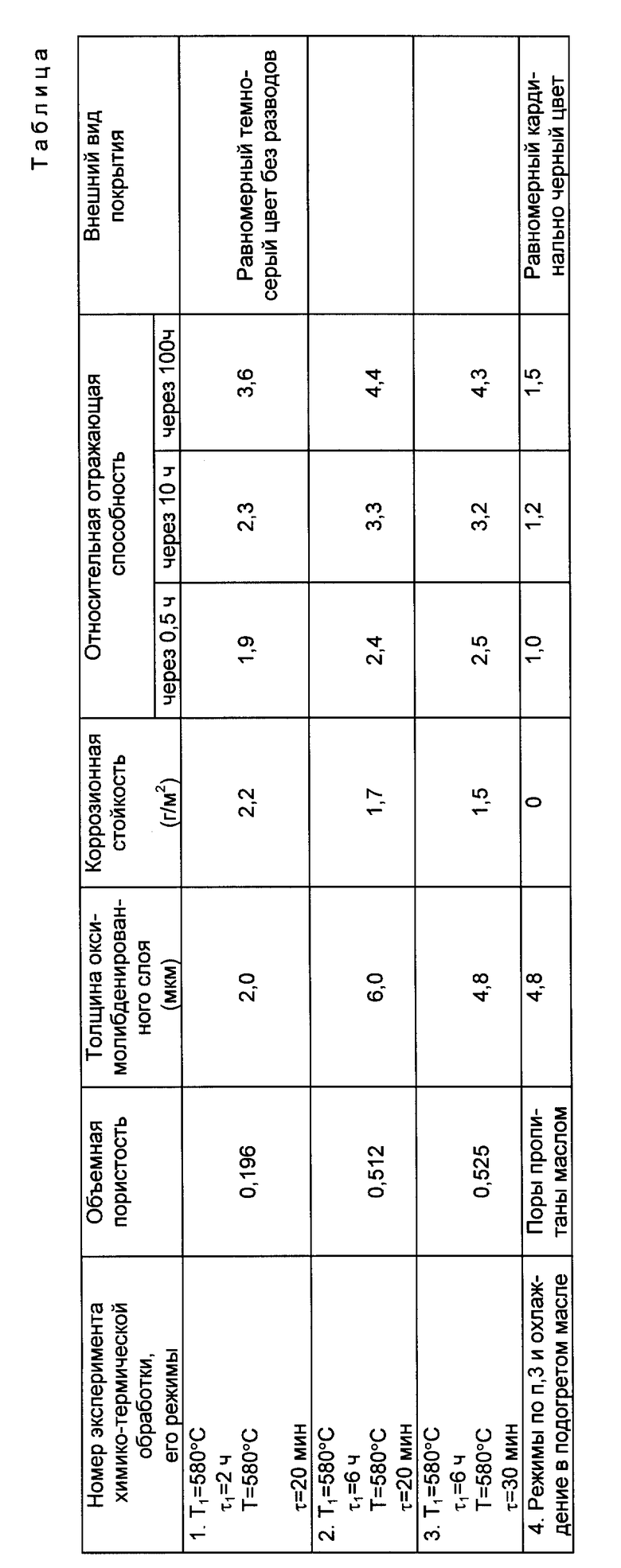
Режимы термохимических процессов обработки и соответствующие показатели приведены в таблице.
Как видно из таблицы, по заявленной технологии получено покрытие на стальных изделиях, имеющее равномерный черный цвет без разводов.
Кроме того, данное покрытие обладает повышенным сопротивлением к механическому истиранию, стойко к коррозии и к тому же обладает максимальной отражающей способностью, что позволяет найти широкое применение способа при обработке изделий специального назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1996 |
|
RU2124068C1 |
| СОСТАВ ДЛЯ ГАЗОВОЙ НИТРОЦЕМЕНТАЦИИ И НИТРООКСИДИРОВАНИЯ | 1993 |
|
RU2097443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194794C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1780340A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1994 |
|
RU2081205C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2478137C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| Способ химико-термической обработки стальных деталей и автоматическая линия для его осуществления | 1987 |
|
SU1775481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО КОНЦЕВОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2031185C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
Изобретение предназначено для получения коррозионного защитного покрытия черного декоративного цвета, например, на наружных поверхностях стрелкового оружия. Задачей изобретения является повышение однородности покрытия и сопротивляемости его механическому истиранию, а также повышение диффузной отражающей способности покрытия. Способ предусматривает насыщение поверхности стальных деталей одновременно азотом и углеродом в нагретой среде аммиака и природного газа или продуктов его неполного сгорания при 500-600oC в течение 5-12 ч, оксимолибденирование проводят в атмосфере перегретых паров молибдената аммония при 450-600oC в течение 15-50 мин, а после оксимолибденирования проводят охлаждение в масле. 2 з.п.ф-лы, 1 табл.

где p - расход молибдената аммония, г/мин;
T - температура процесса оксимолибденирования, oC;
Vп - объем рабочего пространства термической печи, м3.
| RU 2055098 C1, 27.02.96 | |||
| 0 |
|
SU403785A1 | |
| Способ диффузионного насыщения металлов и сплавов | 1974 |
|
SU515830A1 |
| US 4804445 A, 14.02.89 | |||
| US 4881983 A, 21.11.89. | |||
