Изобретение относится к металлургии, в частности к комплексной химико-термической обработке с использованием электролитного и вакуумного плазменных нагревов, и может найти применение также в приборостроении.
Известен способ цементации и нитроцементации при электролитном плазменном нагреве высокохромистой стали IХ17H2 Дкраджи В. Н., Брянцев И. В., Пасинковский Е. А. Электронная обработка материалов, 1977, N 2, с. 15.
Недостаток способа в образовании хрупкой ледебуритной фазы в поверхностном слое, пониженная коррозионная стойкость поверхности инструмента.
Известен способ обработки деталей, включающий обработку в электролитной плазме и последующее напыление нитрида титана применим преимущественно к криогенно упрочненным сталям типа 14Х17Н8М2, 09Х18И9 - селект при изготовлении деталей микроклапанов, но сложен для массового производства.
Наиболее близким к изобретению является способ обработки для получения пленки нитрида титана с предварительной подготовкой поверхности доводкой, обезжириванием и обработкой в атмосфере аргона с добавкой азота.
Недостатки способа в неэффективности для предварительно закаленных легированных сталей, в пониженном классе чистоты поверхности и повышенной хрупкости слоя, в сложности осуществления и повышенной трудоемкости.
Цель - повышение класса чистоты, прочности и коррозионной стойкости инструмента при повышении технологичности обработки.
Предложенный способ обработки включает проведение плазменной зоной обработки в электролитной плазме с одновременной закалкой при температуре 940-960оС в течение 1-2,5 мин в среде, содержащей равные количества хлористого аммония, азотнокислого аммония и карбамида, а также отпуск с напылением в ионной плазме нитрида титана или нитрида циркония при температуре 350-425оС в течение 5-15 мин с охлаждением со скоростью 15-80оС/мин.
Предусматривается также проведение обработки в электролитной плазме после гибки при плотности тока 1,4-1,7 А/см2 в электролите с 7-мас.% каждого компонента и проведение плазменного напыления с ионной очисткой поверхности аргоновой плазмой и с нагревом с регламентированной скоростью.
При практической отработке режимов и изготовлении производственных партий инструмента использованы 08Х17Н5М3 по ЧМТУ 1-785-73, сталь 03Х11Н10М2Т по ТУ 14-130-62-73, сталь 25Х17Н2 по ГОСТ 2590-71.
Обработку в электролитной плазме вели на установке УХТО-5М-И, отпуск с напылением в ионной плазме - на установках МИН-2М и установке ИПН-КГУ.
П р и м е р 1. Стилет троакары цельные длиной 180 мм, рукояткой 90 мм и диаметром 5 мм из стали 25Х17Н2 после чистовой механической обработки и деформации ручки обрабатывали по предложенному способу.
Нагрев для закалки вели в электролитной плазме при анодном нагреве в электролите, содержавшем 7 мас.% хлорида аммония, 7 мас.% азотнокислого аммония и 7 мас.% карбамида. Температура нагрева 940оС, плотность тока 1,4 А/см2, время выдержки 2,5 мин.
Отпуск вели на установке ионно-плазменного напыления при температуре 350оС в течение 5 мин, вначале проводя ионное полирование аргоновой плазмой, затем напыление нитрида титана в атмосфере, содержащей аргон и азот. Скорость охлаждения от температур напыления была 80оС/мин.
В результате обработки получены троакары с повышенными эксплуатационными свойствами - при прочности основного материала рабочей части 1280-1320МПА и микротвердости поверхности Н0,49-1530-1600 единиц, коррозионная стойкость была лучше 0,0002 мм/год.
При эксплуатации не наблюдалось зонного износа острого лезвия, усилие прокалывания сократилось в 1,5 раза, исключены шаржирование и износ по образующей троакаров направляющей трубкой. Трудоемкость обработки сократилась в 1,3 раза.
П р и м е р 2. Расширители медицинские гинекологические изготовляли из стали 08Х17Н5М3, прутков диаметром 7,5 мм и после деформации ручки на длине 70 мм проводили доводку рабочей части на длине 140 мм.
Вначале проводили обработку в электролитной плазме при температуре 960оС в течение 1,5 мин в электролите, содержащем 9 мас.%, каждого из компонентов-хлористого аммония, азотнокислого аммония и карбамида. Затем обрабатывали инструмент на установке ионно-плазменного напыления УИПН-2 при 425о в течение 15 мин с охлаждением со скоростью 15о С/мин, напыление нитрида циркония велось по всей поверхности рабочей части и рукоятки.
Обработка позволила повысить класс чистоты поверхности до Ra=0,32 мкм, коррозионная стойкость повысилась на 2 балла, прочностные характеристики, прочность при растяжении 1170 1180 МПа, удлинение 14-15%.
Износостойкость повысилась в 3 раза, при этом кратность переполирования и повторных напылений составила 4-5 крат, что практически было невыполнимым для стандартного серийного инструмента.
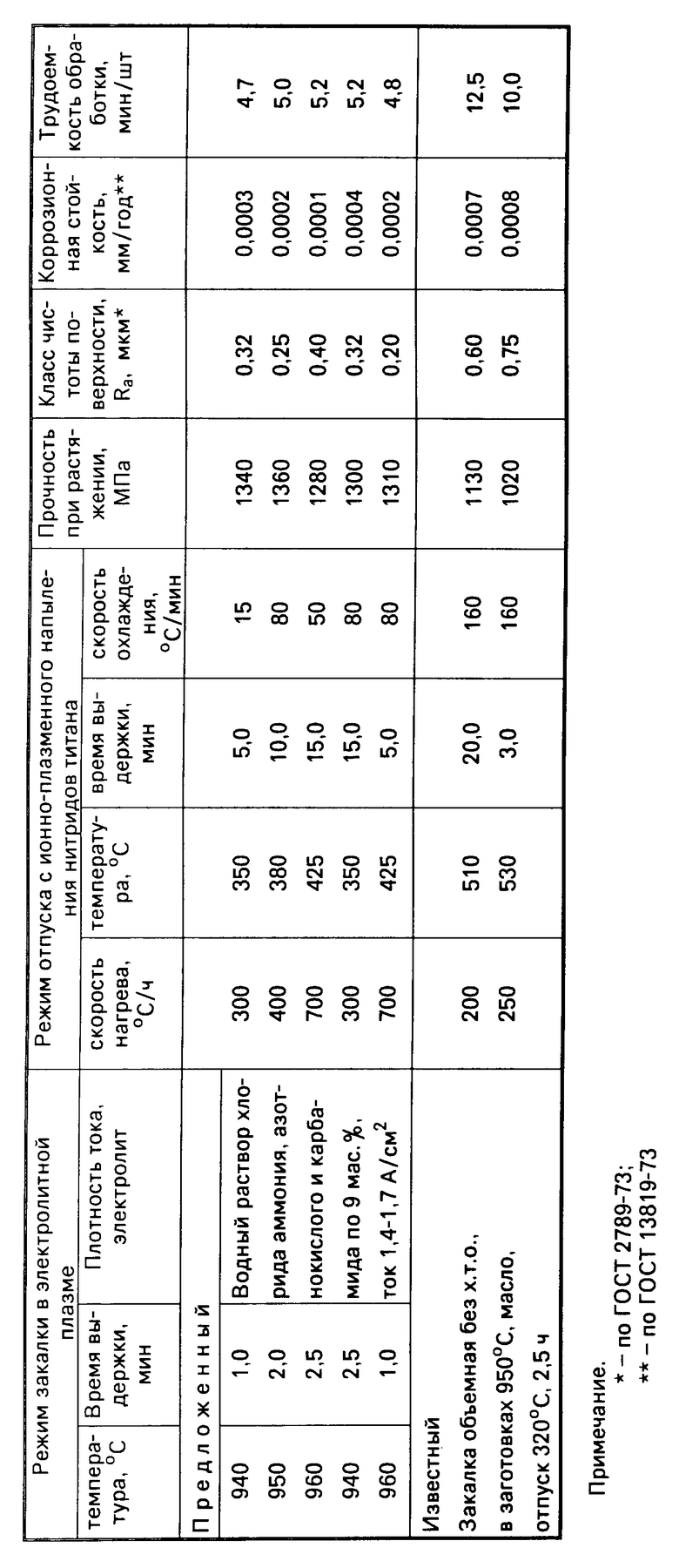
В таблице приведены сравнительные характеристики концевого инструмента из нержавеющей упрочняемой стали 16Х11Н2В2МФ при обработке по предложенному и известному способам.
Предложенный способ прост в осуществлении на серийном оборудовании и позволяет повысить эксплуатационные характеристики концевого медицинского инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО МЕДИЦИНСКОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2034046C1 |
| Способ обработки медицинского инструмента из титановых сплавов | 1990 |
|
SU1744148A1 |
| Способ изготовления медицинского инструмента из нагартованной нержавеющей стали | 1990 |
|
SU1770397A1 |
| Способ обработки деталей из порошковой быстрорежущей стали | 1990 |
|
SU1748946A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
| СОСТАВ ДЛЯ ГАЗОВОЙ НИТРОЦЕМЕНТАЦИИ И НИТРООКСИДИРОВАНИЯ | 1993 |
|
RU2097443C1 |
| Способ обработки деталей | 1989 |
|
SU1661227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1993 |
|
RU2049126C1 |
| СПОСОБ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1993 |
|
RU2075536C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2031182C1 |
Способ изготовления медицинского концевого инструмента из нержавеющей стали включает механическую обработку, нитроцементацию рабочей части с одновременной закалкой при температуре 940-960°С в течение 1-2,5 мин при онодном нагреве в электролите, содержащем равное количество хлористого аммония, азотнокислого аммония и карбамида, ее доводку и отпуск инструмента при температуре 350-425°С в течение 5-15 мин с одновременным ионно-плазменным напылением нитридов титана или циркония с последующим охлаждением со скоростью 15-80°С. 7 з.п.ф-лы, 1 табл.
| Способ изготовления медицинского инструмента из нагартованной нержавеющей стали | 1990 |
|
SU1770397A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
