Изобретение относится к конвейерному транспорту, а именно к роликам ленточных конвейеров, выполненных из нескольких элементов, например защитных дисков, и смонтированных на одной оси.
Известен дисковый ролик ленточного конвейера /"Ролик ленточного конвейера, авторское свидетельство СССР N 797984, кл. B 65 G 39/00, опубл. 23.01.81. , бюл. N 3/, содержащий установленный на оси в подшипниковых узлах цилиндрический корпус с напрессованными защитными дисками, выполненными из эластомера, и установленные между ними распорные втулки, посаженные на корпус. Распорные втулки также выполнены из эластомера. Каждый защитный диск и каждая распорная втулка без зазора посажены на корпус, выполнены из упругого эластомера, например резины, и имеют на одном торце коническую выемку, а на другом торце конический выступ, выполненные со смещением /эксцентриситетом/ их осей относительно оси ролика, и в этом положении зафиксированы для обеспечения непроворота соседних дисков и втулок относительно друг друга при работе.
Недостатком известного ролика является сложность изготовления и монтажа защитных дисков и распорных втулок.
Наиболее близким по технической сущности, количеству общих признаков и достигаемому результату является дисковый ролик ленточного конвейера /"Обрезиненный скребковый ролик", серия 2.11., проспект фирмы "TECNO RULLI", Италия, 1990, с. 20/, содержащий установленный на оси в подшипниковых узлах цилиндрический корпус с напрессованными защитными дисками, выполненными их эластомера, и установленные между ними распорные втулки, посаженные на корпус. Для упрощения изготовления и монтажа распорные втулки выполнены из стали и напрессованы на корпус, выполненный также из стали.
Недостатком известного дискового ролика ленточного конвейера является то, что распорные втулки посажены на корпус плотно без кольцевого зазора, в результате чего возникает необходимость трудоемкой механической обработки внутренних поверхностей распорных втулок и наружной поверхности корпуса, что снижает технологичность конструкции ролика.
Кроме того, между распорной втулкой и корпусом не обеспечивается достаточная герметичность, в результате чего пылевидные продукты транспортировки и влага попадает между внутренними поверхностями распорных втулок и наружной поверхностью корпуса и приводят к их быстрой коррозии ввиду химической агрессивности транспортируемых пылевидных продуктов.
В основу изобретения поставлена задача - путем герметичной установки распорных втулок на корпус с кольцевым зазором обеспечить возможность изготовления распорных втулок и корпусов из стандартного ряда типоразмеров бесшовных или сварных труб без обработки внутренних поверхностей распорных втулок и наружных поверхностей корпусов, что позволяет значительно снизить трудоемкость изготовления и сборки роликов и повысить технологичность, герметичность и срок службы конструкции.
Поставленная задача решается тем, что в дисковом ролике ленточного конвейера, содержащем установленный по оси в подшипниковых узлах цилиндрический корпус с напрессованными защитными дисками, выполненными их эластомера, и установленные между ними распорные втулки, посаженные на корпус, согласно изобретению распорные втулки посажены на корпус с кольцевым зазором и установлены концевыми участками на опорные элементы, напрессованные на корпус и выполненные из эластомера.
Благодаря тому, что в дисковом ролике ленточного конвейера распорные втулки посажены на корпус с кольцевым зазором и установлены концевыми участками на опорные элементы, напрессованные на корпус и выполненные из эластомера, это усовершенствование конструкции позволяет значительно упростить изготовление и сборку ролика, что повышает технологичность конструкции при сохранении высоких функциональных возможностей при эксплуатации, а также дополнительно позволяет повысить герметичность и срок службы ролика.
Объясняется это тем, что изготовление распорных втулок и корпусов в этой конструкции осуществляется из стандартного ряда типоразмеров бесшовных или даже сварных труб без трудоемкой механической обработки внутренних поверхностей распорных втулок и наружной поверхности корпуса. Так как между этими поверхностями нет прямого контакта, а промежуточными элементами между ними являются опорные элементы, выполненные из эластомера, то, за счет радиального упругого обжатия их при установке, осуществляется надежный и герметичный контакт этих опорных элементов с черновыми внутренними поверхностями распорных втулок и черновой наружной поверхностью корпуса при одновременном обеспечении осевого центрирования последних.
Приведенная совокупность признаков заявляемого дискового ролика ленточного конвейера является достаточной во всех случаях, на которые распространяется объем правовой защиты.
Кроме того, заявляемый дисковый ролик ленточного конвейера имеет и другие признаки, которые характеризуют изобретение в отдельных случаях его выполнения и используются в зависимости от конкретных условий эксплуатации.
В первом основном случае выполнения /тип I/ в дисковом ролике ленточного конвейера согласно изобретению опорные элементы выполнены в виде колец, а защитные диски по торцам оснований выполнены с кольцевыми впадинами, в которых установлены опирающиеся на кольца концевые участки распорных втулок. В этом случае достигается высокая герметичность ролика за счет лабиринта, образованного кольцевыми впадинами, опорными элементами, выполненными в виде колец, и концевыми участками распорных втулок, а также упругого радиального обжатия этих колец. Такая конструкция дискового ролика ленточного конвейера используется при транспортировке угля, кокса и других пылевидных и пылевыделяющих химически агрессивных материалов, то есть там, где требуется высокая герметичность ролика для предохранения внутренних поверхностей распорных втулок и наружных поверхностей корпусов от коррозии, что повышает срок службы ролика в целом.
Во втором случае выполнения /тип 2/ в дисковом ролике ленточного конвейера согласно изобретению опорные элементы выполнены в виде колец, а защитные диски по торцам оснований выполнены с кольцевыми выступами, к которым примыкают опирающиеся на кольца концевые участки распорных втулок. В этом случае упрощается конструкция, а требуемая герметичность ролика обеспечивается за счет упругого радиального обжатия опорных элементов-колец, установленных между концевыми участками распорных втулок и корпусом. Эта конструкция дискового ролика ленточного конвейера используется при транспортировке мелких кусковых материалов, например продуктов обогащения руд-окатышей, с небольшим содержанием химически мало агрессивных пылевидных материалов.
В третьем случае выполнения /тип 3/ в дисковом ролике ленточного конвейера согласно изобретению опорные элементы выполнены в виде кольцевых выступов на торцах оснований защитных дисков, на которые опираются концевые участки распорных втулок. При этом максимально упрощается конструкция ролика, так как опорные элементы, выполненные в виде кольцевых выступов /заплечников/, являются составными частями защитных дисков, а герметичность ролика достигается упругим радиальным обжатием этих кольцевых выступов, установленных между концевыми участками распорных втулок и корпусом. Такая конструкция дискового ролика ленточного конвейера применяется при транспортировке крупных кусковых материалов, например базальта, руды, породы и других подобных материалов, и требует больших габаритов роликов.
Изобретение поясняется фиг. 1 - 4.
На фиг. 1 изображен дисковый ролик ленточного конвейера, общий вид; на фиг. 2 - узел 1 на фиг. 1, первый случай исполнения /тип 1/; на фиг. 3 - узел 1 на фиг. 1, втором случай исполнения /тип 2/; на фиг. 4 - узел 1 на фиг. 1, третий случай исполнения /тип 3/.
Дисковый ролик ленточного конвейера служит в основном для поддержания его холостой ветви и содержит /фиг. 1/ установленный на оси 1 в подшипниковых узлах 2 цилиндрический корпус 3 с напрессованными защитными дисками 4, выполненными из эластомера, например резины, и установленные между ними распорные втулки 5, посаженные на корпус 3. Распорные втулки 5 установлены в средней части ролика и обеспечивают шаг "t1" установки защитных дисков 4. На концевых участках ролика защитные диски 6 установлены с шагом "t2" меньшим, чем шаг "t1" установки защитных дисков 4 для обеспечения центрирования ленты 7 конвейера относительно средней части ролика. На концевых участках корпуса 3 закреплены, например, сваркой два обода 9, между которыми установлены в виде набора защитные диски 6,4,6 и распорные втулки 5 между защитными дисками 4. Распорные втулки 5 посажены на корпус 3 с кольцевым зазором "S" и установлены концевыми участками на опорные элементы 8, напрессованные на корпус 3 и выполненные из эластомера. Изготовление распорных втулок 5 и корпусов 3 в этой конструкции осуществляется из стандартного ряда типоразмеров бесшовных или сварных труб без трудоемкой механической обработки внутренних поверхностей распорных втулок 5 и наружной поверхности корпуса 1. В связи с тем, что между этими поверхностями нет прямого контакта, а промежуточными звеньями между ними являются опорные элементы 8, выполненные из эластомера, то, за счет радиального упругого обжатия их при установке, осуществляется надежный герметичный контак этих опорных элементов 8 с черновыми внутренними поверхностями распорных втулок 5 и черновой наружной поверхностью корпуса 3 при одновременном обеспечении осевого центрирования последних. Такая конструкция является простой для изготовления и сборки ролика.
В первом наиболее распространенном случае выполнения /тип 1/, /фиг. 2/ в дисковом ролике ленточного конвейера опорные элементы 8 выполнены в виде колец 10, в защитные диски 4 по торцам оснований выполнены с кольцевыми впадинами 11, в которых установлены опирающиеся на кольца 10 концевые участки распорных втулок 5. В этом случае достигается высокая герметичность ролика за счет лабиринта, образованного кольцевыми впадинами 11, опорными элементами 8, выполненными в виде колец 10, и концевыми участками распорных втулок 5, а также упругого радиального обжатия этих колец 10. Такая конструкция дискового ролика ленточного конвейера используется при транспортировке угля, кокса и других пылевидных и пылевыделяющих химически агрессивных материалов, то есть там, где требуется высокая герметичность ролика для предохранения внутренних поверхностей распорных втулок 5 и наружных поверхностей корпусов 3 от коррозии, что повышает срок службы ролика в целом.
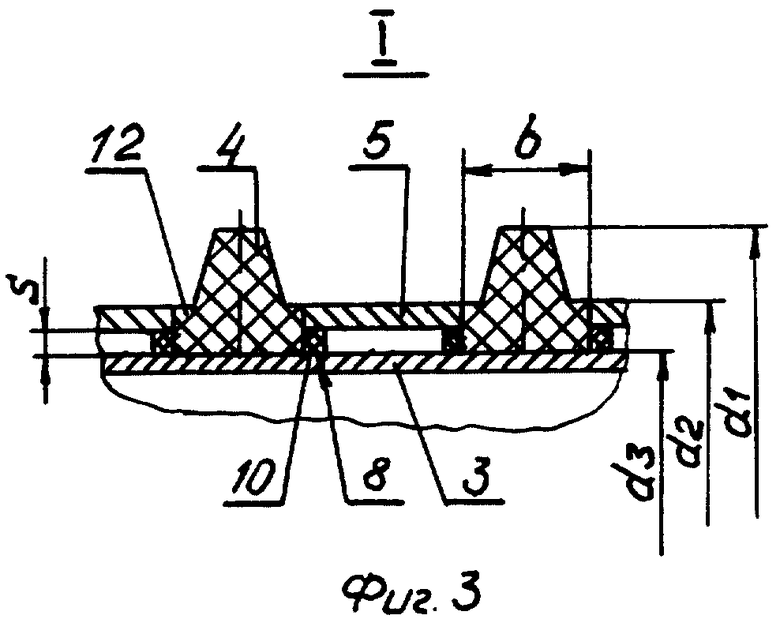
Во втором случае выполнения /тип 3/, /фиг. 3/ в дисковом ролике ленточного конвейера опорные элементы 8 выполнены в виде колец 10, а защитные диски 4 по торцам оснований выполнены с кольцевыми выступами 12, к которым примыкают опирающиеся на кольца 10 концевые участки распорных втулок 5. В этом случае упрощается конструкция, а требуемая герметичность ролика обеспечивается за счет упругого радиального обжатия опорных элементов 8-колец 10, установленных между концевыми участками распорных втулок 5 и корпусом 3. Эта конструкция дискового ролика ленточного конвейера используется при транспортировке мелких кусковых материалов, например продуктов обогащения руд-окатышей, содержащих незначительное количество мало агрессивных пылевидных материалов.
В третьем случае выполнения /тип 3/, /фиг. 4/ в дисковом ролике ленточного конвейера опорные элементы 8, выполненные в виде кольцевых выступов 13 /заплечиков/, являются составными частями защитных дисков 4, а герметичность ролика достигается упругим радиальным обжатием этих кольцевых выступов 13, установленных между концевыми участками распорных втулок 5 и корпусом 3. При этом максимально упрощается конструкция ролика, так как опорные элементы 8, выполненные в виде кольцевых выступов 13 /заплечиков/, являются составными частыми защитных дисков 4, а герметичность ролика достигается упругим радиальным обжатием этих кольцевых выступов 13, установленных между концевыми участками распорных втулок 5 и корпусом 3. Такая конструкция дискового ленточного конвейера применяется при транспортировке крупных кусков материалов, например базальта, руды, породы и других подобных материалов, и требует больших габаритов роликов.
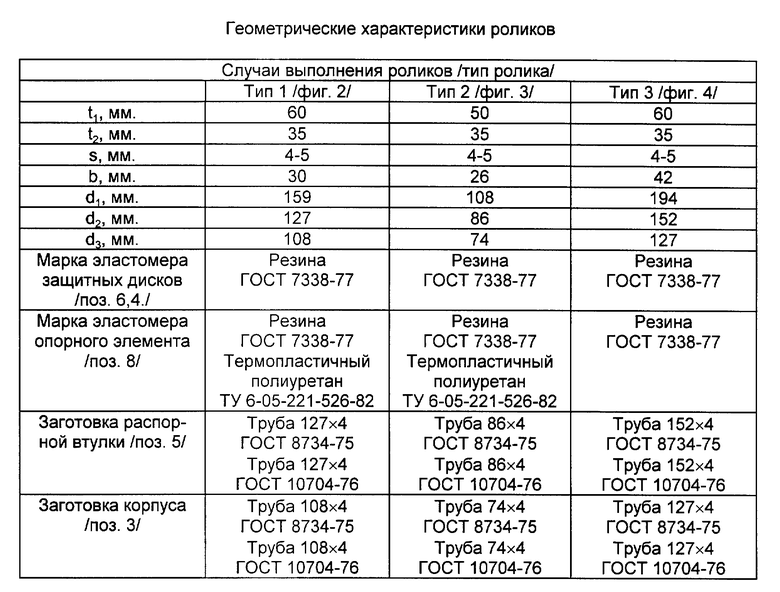
В примере конкретного выполнения в зависимости от условий эксплуатации основные геометрические характеристики ролика в различных случаях выполнения /тип ролика/ имели значения, приведенные в таблице.
Сборку ролика производят обычным путем. Особенностью сборки ролика является то, что наружную поверхность корпуса 3 и внутреннюю поверхность распорной втулки 5 не подвергают трудоемкой механической обработке, а используют в том черновом виде, каком она есть в стандартной трубной заготовке. При этом на одном конце черновой наружной поверхности корпуса 3 ролика приваривают один обод 9. Затем со свободного конца корпуса 3 напрессовкой последовательно производят установку крайних защитных дисков 6 с шагом "t2". После этого непрессовкой последовательно производят установку средних защитных роликов 4 с шагом "t1", между которыми устанавливают распорные втулки 5, посаженные концевыми участками на опорные элементы 8, напрессованные на корпус 3 и выполненные из эластомера. При этом между распорными втулками 5 и корпусом образуется кольцевой зазор "s", величина которого соответствует высоте /толщине/ опорных элементов 3. Затем на свободном конце корпуса 3 также напрессовкой последовательно устанавливают крайние защитные диски 6 с шагом "t2", поджимают этот набор элементов в осевом направлении вторым ободом 9 и приваривают последний к корпусу 3, осуществляя окончательную сборку ролика, которая, как это видно, характеризуется простотой и технологичностью. При работе ленточного конвейера, в составе которого работает этот дисковый ролик, холостая ветвь ленты 7 воздействует на каждый поддерживающий ее ролик. Просыпь транспортируемого конвейером материала попадает на элементы конструкции ролика: защитные диски 4,6 и распорные втулки 5. Благодаря тому, что распорные втулки 5 посажены на корпус 3 с кольцевым зазором "s" и установлены концевыми участками на опорные элементы 8, напрессованные на корпус 3 и выполненные из эластомера, обеспечивается герметичность ролика и пылевидные химические агрессивные материалы и влага не попадают на внутреннюю поверхность распорных втулок 5 и на наружную поверхность корпуса 3, в результате чего повышается срок службы последних и ролика в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 2000 |
|
RU2172714C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2121957C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1995 |
|
RU2097296C1 |
| СОСТАВНАЯ ОСЬ РОЛИКА ЛЕНТОЧНОГО КОНВЕЙЕРА | 1999 |
|
RU2165882C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2127217C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1999 |
|
RU2165883C1 |
| СОСТАВНАЯ ОСЬ РОЛИКА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2001 |
|
RU2207972C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 2000 |
|
RU2176614C2 |
| РОЛИКОВАЯ ОПОРА, ОСТАНОВ ОБРАТНОГО ХОДА И РОЛИКИ ЛЕНТОЧНОГО КОНВЕЙЕРА (ВАРИАНТЫ) | 1997 |
|
RU2136569C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |


Использование: изобретение относится к конвейерному транспорту. Сущность изобретения: в дисковом ролике ленточного конвейера, содержащим установленный по оси в подшипниковых узлах цилиндрический корпус с напрессованными защитными дисками, выполненными из эластомера, и установленные между ними распорные втулки, посаженные на корпус, распорные втулки посажены на корпус с кольцевым зазором и установлены концевыми участками на опорные элементы, напрессованные на корпус и выполненные из эластомера. Опорные элементы и защитные диски ролика в зависимости от конкретных условий эксплуатации могут иметь различные случаи конструктивного выполнения. Изготовление распорных втулок и корпусов осуществляется из стандартного ряда типоразмеров бесшовных или сварных труб без механической обработки внутренних поверхностей распорных втулок и наружной поверхности корпуса. Это позволяет упростить изготовление и сборку ролика, повышает технологичность конструкции при сохранении высоких функциональных возможностей при эксплуатации, а также дополнительно повышает герметичность и срок службы ролика. 3 з.п. ф-лы, 4 ил., 1 табл.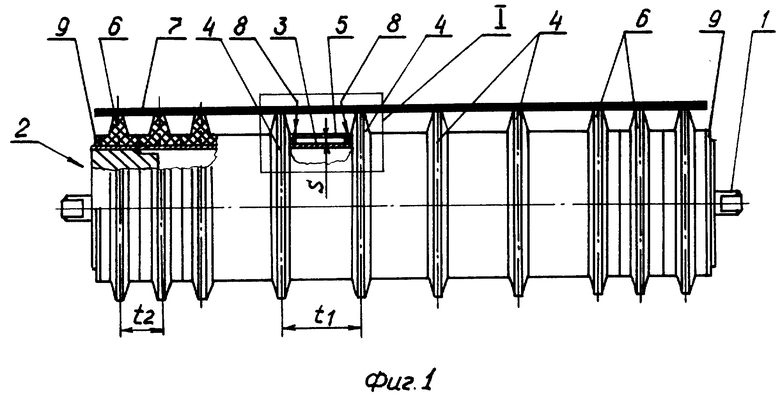
| Проспект фирмы "TECNO RULLI", Италия | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Катодное генераторное реле | 1921 |
|
SU797A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| Термометр | 1923 |
|
SU558A1 |
| УГЛОМЕРНЫЙ ПРИБОР | 1922 |
|
SU622A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

