Изобретение относится к конвейерному транспорту, в частности к конструктивным элементам - составным осям роликов ленточных конвейеров.
Известна составная ось ролика ленточного конвейера /авторское свидетельство СССР N 673558, М.Кл. 2 B 65 G 39/06 опубл. 15.07.79, бюл. N 26; авторское свидетельство СССР N 1245514 A1, М.Кл. 4 B 65 G 39/06, опубл. 23.07.86, бюл. N 27; авторское свидетельство СССР N 1247329 A1, М.Кл. 4 B 65 G 39/06, опубл. 30.07.86, бюл. N 28/, содержащая две полуоси, хвостовики которых соединены между собой резьбовым соединением.
Недостатком такой составной оси ролика ленточного конвейера является низкая жесткость и прочность на изгиб в связи с тем, что хвостовики полуосей выполнены в виде стержней круглого сечения, момент сопротивления изгибу которых не обладает высокими показателями. Поэтому для обеспечения достаточной прочности на изгиб необходимо увеличивать площадь поперечного сечения хвостовиков полуосей, что вызывает увеличение массы составной оси ролика ленточного конвейера.
Наиболее близкой к заявляемому изобретению по технической сущности, числу общих признаков и достигаемому результату является известная составная ось ролика ленточного конвейера /авторское свидетельство СССР N 1798274 A1, М. Кл. 5 B 65 G 39/00, опубл. 28.02.93, бюл. N 8/, содержащая две полуоси с хвостовиками и промежуточный элемент, выполненный в виде трубы, концевые части которого соединены с хвостовиками полуосей неразьемными соединениями. Полуоси выполнены сборными и включают цапфы со сферическими концами, расположенными внутри стаканов. Упомянутые стаканы одновременно являются хвостовиками полуосей. Концевые части промежуточного элемента введены внутрь хвостовиков полуосей и соединены с последними сварными соединениями. Цапфы полуосей имеют упоры, а стаканы /хвостовики/ - пазы, что исключает относительный проворот при работе в составе ролика ленточного конвейера.
Эта составная ось ролика ленточного конвейера по сравнению с аналогом имеет более высокую прочность на изгиб в связи с тем, что промежуточный элемент выполнен в виде трубы, кольцевое поперечное сечение которого обладает более высокими показателями момента сопротивления изгибу, чем равное ему по площади поперечное сечение круглого стержня хвостовика полуоси аналога.
Недостатком известной составной оси ролика ленточного конвейера является сложность конструкции и низкая технологичность сварных соединений промежуточного элемента с хвостовиками полуосей, вызванная необходимостью использования дорогостоящего сварочного оборудования и оснастки при выполнении сварочных работ.
Кроме того, при сварке промежуточного элемента с хвостовиками полуосей в результате термических напряжений происходит искривление геометрической оси составной оси ролика ленточного конвейера. Это вызывает перекос посадочных мест под подшипники на полуосях и соответственно перекос подшипников при сборке ролика ленточного конвейера, что приводит к частичной или полной потере работоспособности последнего.
В основу изобретения поставлена задача путем усовершенствования конструкции хвостовиков полуосей ролика ленточного конвейера обеспечить простые, надежные и технологичные механические неразъемные соединения промежуточного элемента с хвостовиками полуосей, которые не нарушают прямолинейность геометрической оси составной оси ролика ленточного конвейера.
Поставленная задача решается тем, что в составной оси ролика ленточного конвейера, содержащей две полуоси с хвостовиками и промежуточный элемент, выполненный в виде трубы, концевые части которого соединены с хвостовиками полуосей неразъемными соединениями, согласно изобретению, хвостовики полуосей выполнены с наружными базирующими шейками и примыкающими к ним буртами, в местах сопряжения которых выполнены кольцевые конические канавки, а концевые части промежуточного элемента посажены на базирующие шейки и завальцованы внутрь конических канавок хвостовиков полуосей посредством запрессовки и образуют механические неразъемные соединения промежуточного элемента с хвостовиками полуосей.
Приведенная новая совокупность существенных признаков заявляемого ролика ленточного конвейера является достаточной во всех случаях, на которые распространяется объем правовой защиты, так как решает поставленную задачу.
Так, выполнение хвостовиков полуосей с наружными базирующими шейками и примыкающими к ним буртами обеспечивает образование посадочных мест и упоров для концевых частей промежуточного элемента.
Выполнение кольцевых конических канавок в местах сопряжения наружных базирующих шеек и буртов образует пазы для направленной пластической деформации и защемления концевых частей промежуточного элемента при последующей их запрессовке.
Установка концевых частей промежуточного элемента на базирующие шейки хвостовиков полуосей обеспечивает соосность полуосей и промежуточного элемента.
Завальцовка концевых частей промежуточного элемента внутрь конических канавок хвостовиков полуосей посредством запрессовки за счет их пластической деформации обеспечивает простое, надежно и технологичное их механическое защемление без нарушения прямолинейности геометрической оси составной оси ролика ленточного конвейера.
На основании изложенного можно заключить, что новая совокупность существенных признаков заявляемого изобретения имеет причинно-следственную связь с достигаемым результатом. Благодаря этой совокупности существенных признаков путем усовершенствования конструкции хвостовиков полуосей стало возможным обеспечить простые, надежные и технологичные механические неразъемные соединения промежуточного элемента с хвостовиками полуосей, которые не нарушают прямолинейность геометрической оси заявляемой составной оси ролика ленточного конвейера.
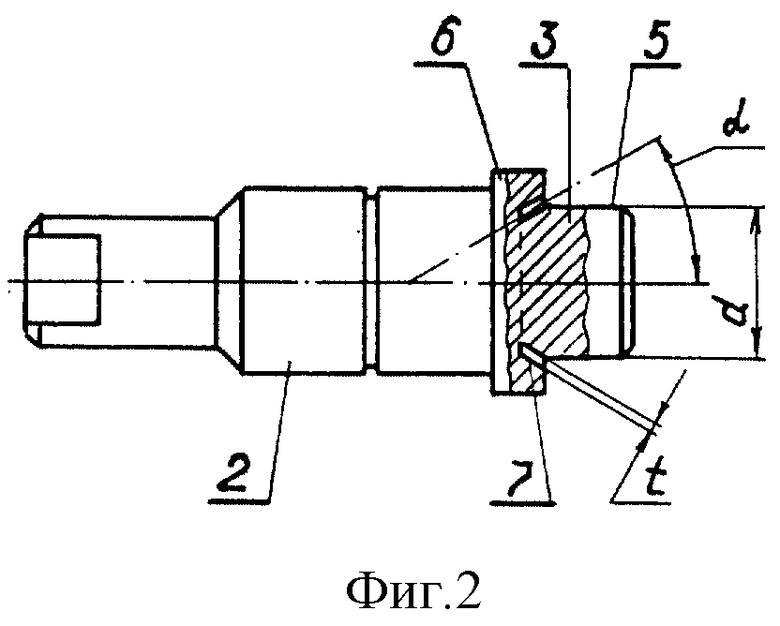
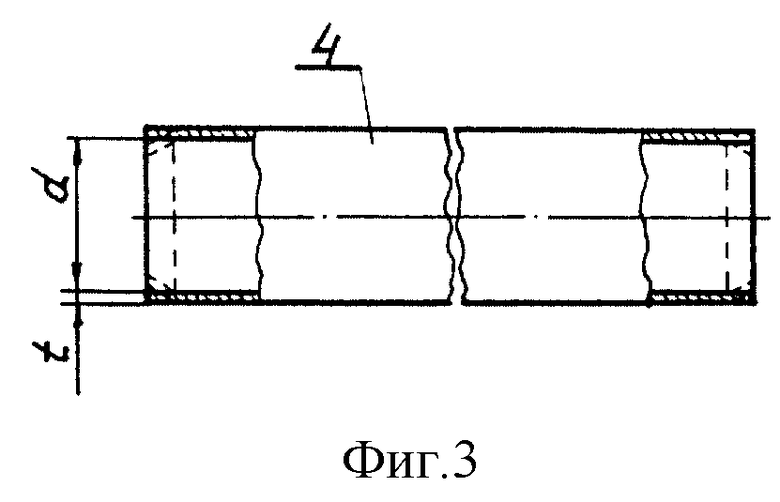
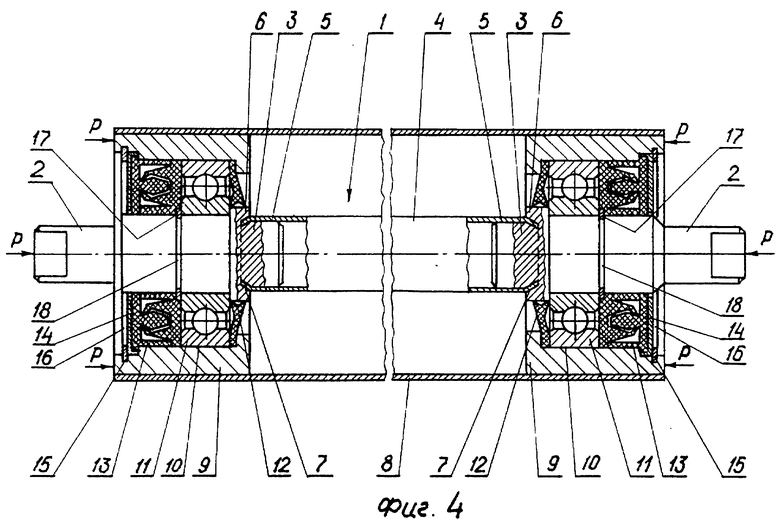
На фиг. 1 изображена составная ось ролика ленточного конвейера; на фиг. 2 - полуось; на фиг. 3 - промежуточный элемент, до запрессовки; на фиг. 4 - ролик ленточного конвейера с составной осью.
Составная ось 1 ролика ленточного конвейера /фиг. 1-4/ содержит /фиг. 1/ две полуоси 2 с хвостовиками 3 и промежуточный элемент 4, выполненный в виде трубы /фиг. 3/. Концевые части промежуточного элемента 4 соединены /фиг. 1/ с хвостовиками 3 полуосей 2 неразъемными соединениями.
Хвостовики 3 полуосей 2 /фиг. 2/ выполнены с наружными базирующими шейками 5 и примыкающими к ним буртами 6. В местах сопряжения базирующих шеек 5 и буртов 6 хвостовиков 3 полуосей 2 выполнены кольцевые конические канавки 7. Наружный диаметр "d" /фиг. 2/ базирующих шеек 5 хвостовиков 3 полуосей 2 соответствует внутреннему диаметру "d" /фиг. 3/ концевых частей промежуточного элемента 4. Ширина "t" /фиг. 2/ кольцевых конических канавок 7 хвостовиков 3 полуосей 2 соответствует толщине "t" /фиг. 3/ стенки промежуточного элемента 4. Концевые части промежуточного элемента 4 /фиг. 1/ посажены на базирующие шейки 5 и завальцованы внутрь конических канавок 7 хвостовиков 3 полуосей 2 посредством запрессовки.
В зависимости от пластичности материала промежуточного элемента 4 и из условия обеспечения прочности его механических неразъемных соединений с хвостовиками 3 полуосей 2 конические канавки 7 могут иметь угол " α " наклона к продольной оси 25-35oC. Опытным путем установлено, что наиболее оптимальное значение угол " α " для материала Сталь 20 промежуточного элемента 4 составляет 30o.
Предлагаемая составная ось 1 используется в составе ролика ленточного конвейера.
Ролик ленточного конвейера с составной осью 1 /фиг. 4/ содержит цилиндрическую обечайку 8, установленную концевыми частями на составной оси 1 посредством опор 9, в расточках 10 которых размещены подшипники 11 и уплотнения 12, 13, закрытые снаружи крышками 14 с помощью стопорных колец 15, установленных в кольцевых канавках 16 опор 9. Уплотнения 12 выполнены в виде внутренних двухкромочных пыльников. Уплотнения 13 выполнены в виде наружных лабиринтных уплотнений. Подшипники 11 зафиксированы на составной оси 1 посредством разрезных стопорных колец 17, установленных в кольцевых канавках 18 хвостовиков 3 полуосей 2. Опоры 9 с двух сторон запрессованы в цилиндрическую обечайку 8 и образуют неразъемные механические соединения.
Запрессовку концевых частей промежуточного элемента 4 внутрь конических канавок 7 хвостовиков 3 полуосей 2 можно производить сжимающим усилием "P" автономно /фиг. 1/ или совместно /фиг. 4/ с запрессовкой опор 9 в цилиндрическую обечайку 8 при сборке ленточного конвейера, что наиболее экономически и технологически целесообразно.
При совместной запрессовке /фиг. 4/ в расточки 10 опор 9 предварительно устанавливают уплотнения 12 и подшипники 11. После этого опоры 9 совместно с уплотнениями 12 и подшипниками 11 устанавливают на полуоси 2 и с двух сторон пристыковывают к торцам цилиндрической обечайки 8, предварительно произведя посадку концевых частей промежуточного элемента 4 на базирующие шейки 5 хвостовиков 3 полуосей 2. Затем с помощью обычного прессового оборудования посредством сжимающих усилий "P" производят одновременную автоматическую запрессовку концевых частей промежуточного элемента 4 в конические канавки 7 хвостовиков 3 полуосей 2 и запрессовку опор 9 совместно с уплотнениями 12 и подшипниками 11 внутрь цилиндрической обечайки 8.
При запрессовке концевые части промежуточного элемента 4 /фиг. 1,4/ пластически деформируются и принимают форму полостей конических канавок 7 хвостовиков 3 полуосей 2. При этом образуется простые, надежные и технологичные механические неразъемные соединения промежуточного элемента 4 с хвостовиками 3 полуосей 2, обеспечивающие прямолинейность геометрической оси предлагаемой составной оси 1 ролика ленточного конвейера.
После этого производят механическую сборку остальных деталей ролика ленточного конвейера.
При использовании составной оси 1 заявляемой конструкции в составе ролика при работе ленточного конвейера /фиг. 4/ транспортируемый материал в виде рассредоточенной нагрузки воздействует на каждый ролик, поддерживающий рабочую ветвь ленточного конвейера, и через концевые участки цилиндрической обечайки 8, опоры 9 и подшипники 11 передается непосредственно на составную ось 1. Благодаря простым, надежным и технологичным механическим неразъемным соединениям промежуточного элемента 4 с хвостовиками 3 полуосей 2 составная ось обладает высокой жесткостью и прочностью на изгиб и является основным несущим элементом ролика ленточного конвейера, который обеспечивает его высокую работоспособность.
Заявляемая составная ось ролика ленточного конвейера может быть изготовлена промышленным способом на любом машиностроительном предприятии.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 2000 |
|
RU2172714C1 |
| СОСТАВНАЯ ОСЬ РОЛИКА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2001 |
|
RU2207972C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 2000 |
|
RU2176614C2 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2121957C1 |
| Ролик ленточного конвейера | 2002 |
|
RU2224704C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1999 |
|
RU2165883C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2127217C1 |
| ДИСКОВЫЙ РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2121956C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1995 |
|
RU2097296C1 |
| Ролик ленточного конвейера | 2002 |
|
RU2224705C1 |
Изобретение относится к конвейерному транспорту, в частности к конструктивным элементам - составным осям роликов ленточных конвейеров. Составная ось ролика ленточного конвейера содержит две полуоси с хвостовиками и промежуточный элемент, выполненный в виде трубы, концевые части которого соединены с хвостовиками полуосей неразъемными соединениями. Хвостовики полуосей выполнены с наружными базирующими шейками и примыкающими к ним буртами, в местах сопряжения которых выполнены кольцевые конические канавки. Концевые части промежуточного элемента посажены на базирующие шейки и завальцованы внутрь конических канавок хвостовиков полуосей посредством запрессовки и образуют механические неразъемные соединения промежуточного элемента с хвостовиками полуосей. Обеспечиваются простые, надежные и технологичные механические неразъемные соединения с промежуточным элементом, которые не нарушают прямолинейность геометрической оси заявляемой составной оси ролика ленточного конвейера. 4 ил.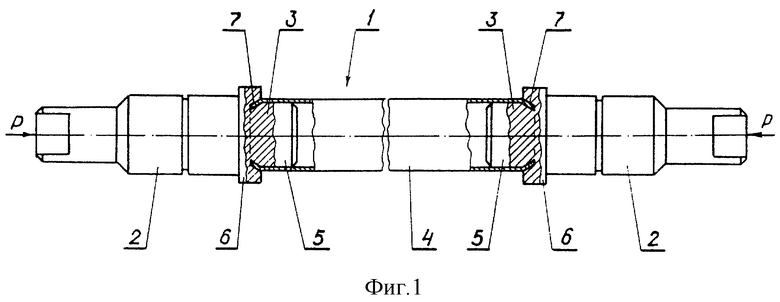
Составная ось ролика ленточного конвейера, содержащая две полуоси с хвостовиками и промежуточный элемент, выполненный в виде трубы, концевые части которого соединены с хвостовиками полуосей неразъемными соединениями, отличающаяся тем, что хвостовики полуосей выполнены с наружными базирующими шейками и примыкающими к ним буртами, в местах сопряжения которых выполнены кольцевые конические канавки, а концевые части промежуточного элемента посажены на базирующие шейки и завальцованы внутрь конических канавок хвостовиков полуосей посредством запрессовки и образуют механические неразъемные соединения промежуточного элемента с хвостовиками полуосей.
| Ролик конвейера | 1990 |
|
SU1798274A1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРАвеЕ€яй^е>&^Х1ЙАГ«!|»в-ТШИ1?!•'ePfem^T^x—-1 тт-тт, щ щ»\та | 0 |
|
SU359213A1 |
| Ролик ленточного конвейера | 1977 |
|
SU673558A2 |
| Ролик ленточного конвейера | 1985 |
|
SU1245514A1 |
| Ролик ленточного конвейера | 1984 |
|
SU1247329A1 |
| СПОСОБ ДЕСУБЛИМАЦИИ ТВЕРДЫХ ВЕЩЕСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229918C2 |
| Устройство для крепления, направления и подачи многоэлектродного инструмента при электроискровой обработке | 1957 |
|
SU112026A1 |

