Изобретение относится к конвейерному транспорту, в частности к конструктивным элементам - составным осям роликов ленточных конвейеров.
Известна составная ось ролика ленточного конвейера / патент RU 2165882, МПК B 65 G 39/02, опубликован 27.04.2001, бюллетень 12, и его аналог заявка UA 99063172/18, МПК B 65 G 39/02, заявлена 09.06.1999/, содержащая две полуоси и штангу, концевые части которой соединены с полуосями механическими неразъемными соединениями посредством запрессовки в торцевые отверстия, выполненные в последних. Полуоси имеют хвостовики, выполненные с наружными базирующими шейками и примыкающими к ним буртами, в местах сопряжения которых расположены торцевые отверстия, выполненные в виде кольцевых конических канавок. Штанга выполнена в виде трубы, а ее концевые части посажены на базирующие шейки и завальцованы внутрь конических канавок хвостовиков полуосей посредством холодной запрессовки и образуют механические неразъемные соединения концевых частей штанги и полуосей.
Недостатком известной составной оси ролика ленточного конвейера является недостаточная прочность механических неразъемных соединений концевых частей штанги и полуосей на растяжение. Это ограничивает область ее применения и позволяет использовать ее преимущественно в роликах ленточного конвейера неразборной конструкции, в которых составная ось воспринимает осевые сжимающие нагрузки.
Вызвано это тем, что, при значительных осевых растягивающих усилиях, возникающих в процессе эксплуатации составной оси ролика разборной конструкции в составе ленточного конвейера, как правило, одна из концевых части штанги, наиболее слабо завальцованная внутрь одного из торцевых отверстий, выполненного в виде кольцевой конической канавки, развальцовывается, выходит из зацепления с кольцевой конической канавкой полуоси, в результате чего нарушается наиболее ослабленное одно из механических неразъемных соединений концевой части штанги и сопряженной с ней полуоси. Это приводит к потере работоспособности составной оси и необходимости остановки ленточного конвейера для замены вышедшего из строя ролика.
В основу изобретения поставлена задача в составной оси ролика ленточного конвейера путем усовершенствования формы торцевых отверстий полуосей и концевых частей штанги, а также применения горячего деформирования концевых частей штанги при запрессовке их в торцевые отверстия полуосей обеспечить высокую прочность механических неразъемных соединений концевых частей штанги и полуосей на растяжение, что позволит расширить область ее применения и использовать ее как для неразборных, так и для разборных конструкций роликов.
Поставленная задача решается тем, что в составной оси ролика ленточного конвейера, содержащей две полуоси и штангу, концевые части которой соединены с полуосями механическими неразъемными соединениями посредством их запрессовки в торцевые отверстия, выполненные в последних, согласно изобретению торцевые отверстия в полуосях выполнены цилиндрическими с заглубленными рельефными пазухами, а концевые части штанги выполнены в виде стержней круглого сечения и соединены с полуосями посредством горячей запрессовки предварительно оплавленных контактной сваркой концевых частей штанги в торцевые отверстия и рельефные пазухи полуосей и в холодном состоянии, в зависимости от выбранного рельефа пазух торцевых отверстий полуосей, образуют поворотные или неповоротные относительно продольной оси механические неразъемные соединения концевых частей штанги с полуосями.
Приведенная новая совокупность общих /известных/ и отличных /новых/ от прототипа существенных признаков, которыми характеризуется новая составная ось ролика ленточного конвейера, является достаточной во всех случаях, на которые распространяется объем правовой защиты, так как решает поставленную техническую задачу.
Причинно-следственная связь между новой совокупностью существенных признаков изобретения и достигаемым техническим результатом заключается в следующем.
Так, выполнение торцевых отверстий в полуосях цилиндрическими с заглубленными рельефными пазухами позволяет образовать расширяющиеся вглубь полости, которые после горячей запрессовки в них концевых частей штанги образуют прочные на растяжение механические неразъемные соединения концевых частей штанги и полуосей.
Выполнение концевых частей штанги в виде стержней круглого сечения увеличивает площадь их поперечного сечения и обеспечивает достаточную массу металла при их горячей запрессовке в торцевые отверстия и рельефные пазухи полуосей.
Соединение концевых частей штанги с полуосями посредством горячей запрессовки предварительно оплавленных контактной сваркой концевых частей штанги в торцевые отверстия и рельефные пазухи позволяет в холодном состоянии, в зависимости от выбранного рельефа пазух торцевых отверстий полуосей, образовать поворотные или неповоротные относительно продольной оси механические неразъемные соединения концевых частей штанги с полуосями, обладающие высокой прочностью на растяжение.
Объясняется это тем, что при контактной сварке концевые части штанги, имеющие меньшую массу, чем полуоси, нагреваются быстрее, оплавляются и при осевой осадке расплавленный металл концевых частей штанги полностью заполняет внутренние полости рельефных пазух. После охлаждения образуются утолщения концевых частей штанги, сформированные по форме внутренних полостей рельефных пазух торцевых отверстий полуосей, способные обеспечить высокую прочность механических неразъемных соединений концевых частей штанги и полуосей на растяжение. Это позволит расширить область применения новой составной оси и использовать ее как для неразборных, так и для разборных конструкций роликов ленточных конвейеров.
При охлаждении составной оси происходит объемная усадка утолщений концевых частей штанги, в результате чего, в зависимости от рельефа пазух, в первом случае создается радиальный зазор между сопрягаемыми поверхностями утолщений концевых частей штанги и пазух, что обеспечивает образование поворотных относительно продольной оси неразъемных их соединений, а во втором случае создается радиальный натяг /или осевое защемление/ между сопрягаемыми поверхностями утолщений концевых частей штанги и пазух, что обеспечивает образование неповоротных относительно продольной оси неразъемных их соединений.
Кроме того, составная ось ролика ленточного конвейера содержит и другие отличные от прототипа признаки, которые развивают, дополняют и характеризуют изобретение в отдельных вариантах его выполнения и используются в зависимости от конкретных технологических условий изготовления и эксплуатации.
Так, в составной оси ролика ленточного конвейера, согласно изобретению, в одном из вариантов ее исполнения /вариант 1/ рельеф пазух торцевых отверстий полуосей может быть выполнен в виде поверхностей вращения с ломаной и/или криволинейной образующей для образования поворотных относительно продольной оси механических неразъемных соединений концевых частей штанги с полуосями.
При охлаждении составной оси ролика ленточного конвейера такого варианта исполнения утолщения концевых частей штанги формируются в виде тел вращения, а после их усадки между сопрягаемыми поверхностями рельефа пазух торцевых отверстий полуосей и утолщений концевых частей штанги образуется зазор. Это обеспечивает высокую прочность механических неразъемных соединений концевых частей штанги и полуосей на растяжение и дополнительно, при необходимости, позволяет осуществлять угловой поворот полуосей относительно штанги для ориентации посадочных поверхностей /лысок/ полуосей в одной плоскости при установке ролика в посадочные пазы корпуса /става/ ленточного конвейера во время монтажа последнего.
В составной оси ролика ленточного конвейера, согласно изобретению, в другом варианте исполнения /вариант 2/ рельеф пазух торцевых отверстий полуосей выполнен в виде винтовых канавок для образования неповоротных относительно продольной оси механических неразъемных соединений концевых частей штанги с полуосями.
При охлаждении составной оси ролика ленточного конвейера такого варианта исполнения утолщения концевых частей штанги формируются в виде ответных винтовых выступов, образующих совместно с винтовыми канавками рельефных пазух торцевых отверстий полуосей резьбовые замоноличенные и защемленные с торцов неповоротные относительно продольной оси резьбовые соединения. Это обеспечивает высокую прочность механических неразъемных соединений концевых частей штанги и полуосей, но не позволяет осуществлять угловой поворот полуосей относительно штанги. В этом варианте исполнения ориентацию посадочных поверхностей /лысок/ полуосей в одной плоскости осуществляют непосредственно при сборке составной оси ролика ленточного конвейера.
Кроме того, в составной оси ролика ленточного конвейера, согласно изобретению в следующем варианте исполнения /вариант 3/ рельеф пазух торцевых отверстий выполнен в виде кольцевых конических канавок, расположенных в местах сопряжения боковой и донной поверхностей торцевых отверстий полуосей, для образования неповоротных относительно продольной оси механических неразъемных соединений концевых частей штанги с полуосями.
При охлаждении составной оси ролика ленточного конвейера такого варианта исполнения утолщения концевых частей штанги формируются в виде торцевых кольцевых конических выступов, которые создают натяг в местах их контакта с охватываемыми коническими поверхностями кольцевых конических канавок рельефа пазух торцевых отверстий полуосей. Это также обеспечивает высокую прочность механических неразъемных соединений концевых частей штанги и полуосей и как в предыдущем варианте исполнения не позволяет осуществлять угловой поворот полуосей относительно штанги. В этом варианте исполнения ориентацию посадочных поверхностей /лысок/ полуосей в одной плоскости также осуществляют непосредственно при сборке составной оси ролика ленточного конвейера.
На основании изложенного можно заключить, что новая совокупность существенных признаков изобретения имеет причинно-следственную связь с достигаемым результатом и решает поставленную задачу. Благодаря усовершенствованной форме торцевых отверстий полуосей и концевых частей штанги, а также применению горячего деформирования концевых частей штанги при горячей запрессовке их в торцевые отверстия хвостовиков обеспечивается высокая прочность механических неразъемных соединений концевых частей штанги и полуосей на растяжение, что позволяет расширить область ее применения и использовать ее как для неразборных, так и для разборных конструкций роликов. Кроме того, в зависимости от условий эксплуатации составной оси, путем выбора необходимого рельефа пазух торцевых отверстий полуосей можно обеспечить поворотные или неповоротные относительно продольной оси механические неразъемные соединения концевых частей штанги с полуосями.
В дальнейшем изобретение поясняется подробным описанием лучших вариантов его осуществления со ссылками на чертежи.
На фиг.1 изображена составная ось ролика ленточного конвейера.
На фиг. 2-5 изображен выносной элемент А на фиг.1 /варианты 1(а), 1(б), 1(в), 1(г)/.
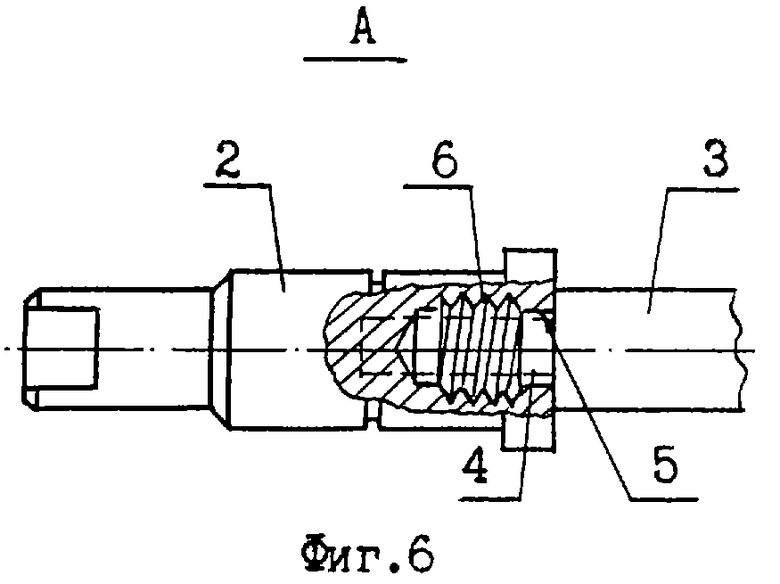
На фиг.6 изображен выносной элемент А на фиг.1 /вариант 2/.
На фиг.7 изображен выносной элемент А на фиг.1 / вариант 3/.
На фиг.8 изображена полуось /заготовка/.
На фиг.9 изображена штанга /заготовка/.
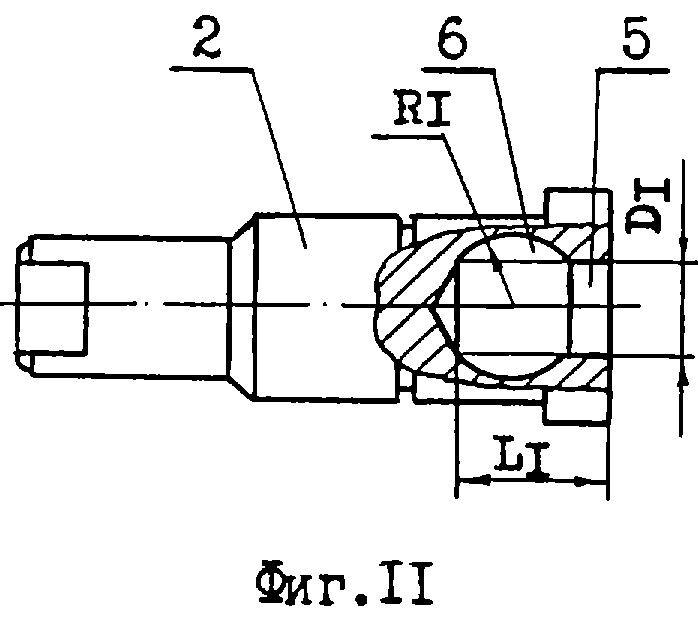
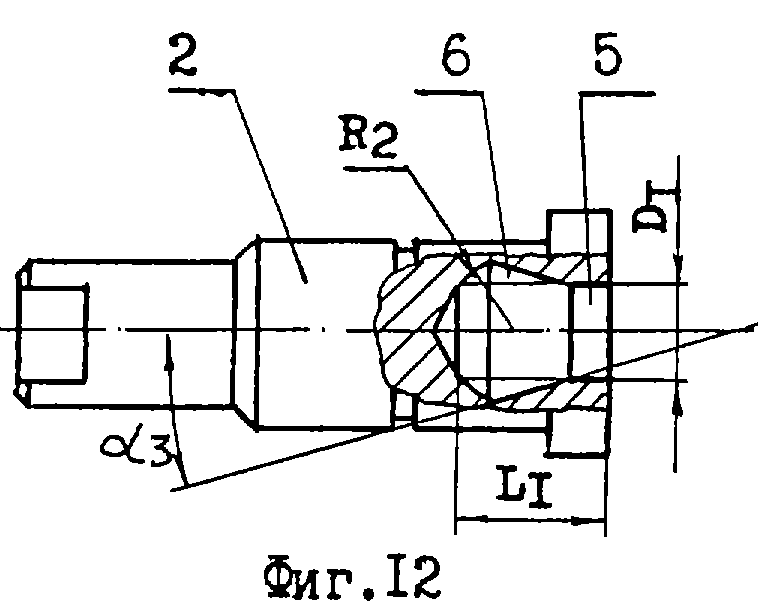
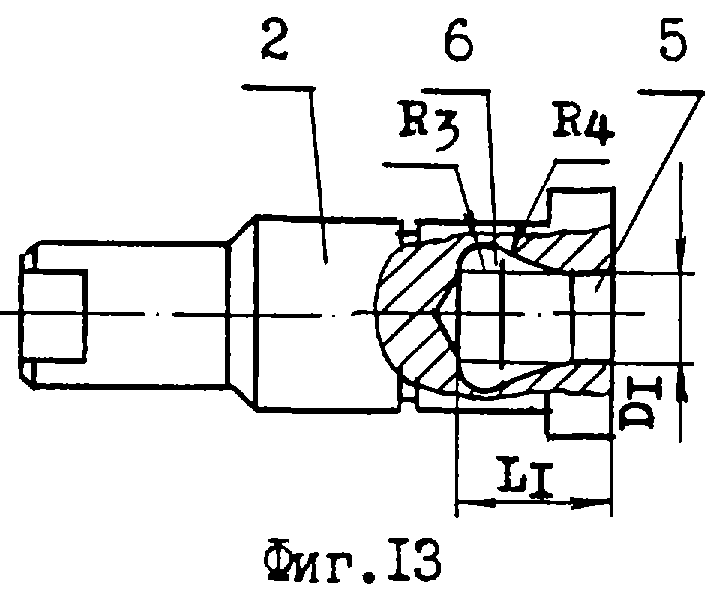
На фиг.10-13 изображена полуось/варианты 1(а), 1(б), 1(в), 1(г)/.
На фиг.14 изображена полуось /вариант 2/.
На фиг.15 изображена полуось /вариант 3/.
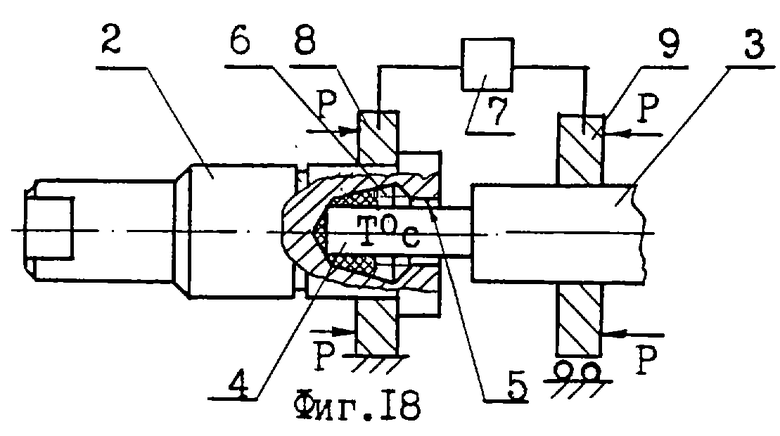
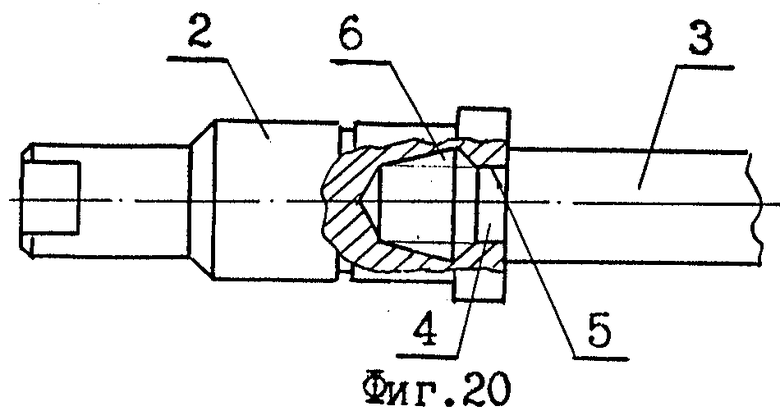
На фиг. 16-20 изображены этапы 1-5 горячей запрессовки концевой части штанги в торцевое отверстие полуоси /вариант 1(а)/.
На фиг.21 изображена составная ось ролика ленточного конвейера /вариант 1(а)/.
На фиг.22 изображен ролик ленточного конвейера с составной осью /вариант 1(а)/.
Составная ось 1 ролика ленточного конвейера /фиг.1-22/ содержит две полуоси 2 и штангу 3, концевые части 4 которой соединены с полуосями 2 механическими неразъемными соединениями /фиг.1-7, 22/ посредством их запрессовки в торцевые отверстия 5, выполненные в последних /полуосях 2/. Торцевые отверстия 5 в полуосях 2 выполнены цилиндрическими /фиг.8/ с заглубленными рельефными пазухами 6 /фиг. 2-7/, а концевые части 4 штанги 3 выполнены в виде стержней круглого сечения /фиг.9/ и соединены с полуосями 2 посредством горячей запрессовки /фиг.16-20/ усилием Р предварительно оплавленных контактной сваркой концевых частей 4 штанги 3 в торцевые отверстия 5 и рельефные пазухи 6 полуосей 2 и в холодном состоянии, в зависимости от выбранного рельефа пазух 6 торцевых отверстий 5 полуосей 2, образуют поворотные /фиг.2-5/ или неповоротные /фиг.6, 7/ относительно продольной оси механические неразъемные соединения концевых частей 4 штанги 3 с полуосями 2.
Горячая запрессовка предварительно оплавленных контактной сваркой концевых частей 4 штанги 3 в торцевые отверстия 5 и рельефные пазухи 6 осуществляется с помощью сварочной машины 7 контактной сварки и токоподводящих зажимов 8, 9 /фиг.1, 16-19/.
При контактной сварке концевые части 4 штанги 3, имеющие меньшую массу, чем полуоси 2, нагреваются быстрее, оплавляются с торца и при осевой осадке усилием Р расплавленный металл концевых частей 4 штанги 3 полностью заполняет внутренние полости рельефных пазух 6. После охлаждения образуются утолщения концевых частей 4 штанги 3, сформированные по форме внутренних полостей рельефных пазух 6 торцевых отверстий 5 полуосей 2, которые обеспечивают высокую прочность механических неразъемных соединений концевых частей 4 штанги 3 и полуосей 2 на растяжение. Это расширяет область применения такой составной оси 1 ролика ленточного конвейера и позволяет использовать ее как для неразборных, так и для разборных /фиг.22/ конструкций роликов ленточных конвейеров.
При охлаждении составной оси 1 ролика ленточного конвейера происходит объемная усадка утолщений концевых частей 4 штанги 3, в результате чего, в зависимости от рельефа пазух 6, в первом случае создается радиальный зазор между сопрягаемыми поверхностями утолщений концевых частей 4 штанги 3 и пазух 6 полуосей 2, что обеспечивает образование поворотных относительно продольной оси неразъемных соединений /фиг.2-5/, а во втором случае создается радиальный натяг /или осевое защемление/ между сопрягаемыми поверхностями утолщений концевых частей 3 штанги 4 и пазух 6, что обеспечивает образование неповоротных относительно продольной оси неразъемных их соединений /фиг.6, 7/.
Рельеф пазух 6 торцевых отверстий 5 полуосей 2 может быть выполнен /варианты 1(а), 1(б), 1(в), 1(г)/ в виде поверхностей вращения с ломаной и/или криволинейной образующей /фиг.10-13/ для образования поворотных относительно продольной оси механических неразъемных соединений концевых частей 4 штанги 3 с полуосями 2 /фиг.2-5/. Параметры L1, D1 торцевых отверстий 5 полуосей 2 и параметры α1, α2, α3, R1, R2, R3, R4 выполненных в них пазух 6 /фиг.8,10-13/ выбирают такими, чтобы суммарный объем их полостей был равен объему концевых частей 4 штанги 3 с параметрами L2, D2 /фиг.9/. При этом диаметр D1 торцевых отверстий 5 полуосей 2 выбирают больше диаметра D2 концевых частей 4 штанги 3.
При охлаждении составной оси 1 ролика ленточного конвейера этого варианта исполнения /варианты 1(а), 1(б), 1(в), 1(г)/ /фиг.2-5/ утолщения концевых частей 4 штанги 3 формируются в виде тел вращения, а после усадки между сопрягаемыми поверхностями рельефа пазух 6 торцевых отверстий 5 полуосей 2 и утолщений концевых частей 4 штанги 3 образуется зазор.
Это обеспечивает высокую прочность механических неразъемных соединений концевых частей 4 штанги 3 и полуосей 2 на растяжение и дополнительно, при необходимости, позволяет осуществлять угловой поворот полуосей 2 относительно штанги 3 для ориентации посадочных поверхностей /лысок/ полуосей 2 в одной плоскости при установке ролика в посадочные пазы корпуса /става/ ленточного конвейера во время монтажа последнего.
Рельеф пазух б торцевых отверстий 5 полуосей 2 может быть выполнен /вариант 2/ в виде винтовых канавок /фиг.14/ для образования неповоротных относительно продольной оси механических неразъемных соединений концевых частей 4 штанги 3 с полуосями 2 /фиг.6/. Форма винтовых канавок пазух 6 торцевых отверстий 5 полуосей 2 может быть треугольная, круглая, трапецеидальная, прямоугольная или любая другая. Параметры L1, D1 торцевых отверстий 5 и параметры пазух 6 полуосей 2, выполненных в виде винтовых канавок /фиг. 14/, выбирают такими, чтобы суммарный объем их полостей был равен объему концевых частей 4 штанги 3 с параметрами L2, D2 /фиг.9/. При этом диаметр D1 торцевых отверстий 5 полуосей 2 выбирают больше диаметра D2 концевых частей 4 штанги 3.
При охлаждении составной оси 1 ролика ленточного конвейера такого варианта исполнения /вариант 2/ /фиг.6/ утолщения концевых частей 4 штанги 3 формируются в виде ответных винтовых выступов, образующих совместно с винтовыми канавками рельефных пазух 6 торцевых отверстий 5 полуосей 2 резьбовые замоноличенные и защемленные с торцов неповоротные относительно продольной оси резьбовые соединения. Это обеспечивает высокую прочность механических неразъемных соединений концевых частей 4 штанги 3 и полуосей 2, но не позволяет осуществлять угловой поворот полуосей 2 относительно штанги 3. В этом варианте исполнения /вариант 2/ /фиг.6/ ориентацию посадочных поверхностей /лысок/ полуосей в одной плоскости осуществляют непосредственно при сборке составной оси 1 ролика ленточного конвейера.
Рельеф пазух 6 торцевых отверстий 5 полуосей 2 может быть выполнен /вариант 3/ в виде кольцевых конических канавок, расположенных в местах сопряжения боковой и донной поверхностей торцевых отверстий 5 полуосей 2 /фиг. 15/, для образования неповоротных относительно продольной оси механических неразъемных соединений концевых частей 4 штанги 3 с полуосями 2 /фиг.7/. Параметры L1, D1 торцевых отверстий 5 полуосей 2 и параметры α4, α5 /фиг.15/ выполненных в них пазух 6 /фиг.7/ выбирают такими, чтобы суммарный объем их полостей был равен объему концевых частей 4 штанги 3 с параметрами L2, D2 /фиг.9/. При этом диаметр D1 торцевых отверстий 5 полуосей 2 выбирают больше диметра D2 концевых частей 4 штанги 3.
При охлаждении составной оси 1 ролика ленточного конвейера такого варианта исполнения /вариант 3/ /фиг.7/ утолщения концевых частей 4 штанги 3 формируются в виде торцевых кольцевых конических выступов, которые создают натяг в местах их контакта с охватываемыми коническими поверхностями кольцевых конических канавок рельефных пазух 6 торцевых отверстий 5 полуосей 2. Это также обеспечивает высокую прочность механических неразъемных соединений концевых частей 4 штанги 3 и полуосей 2 и, как в предыдущем варианте исполнения /вариант 2/, не позволяет осуществлять угловой поворот полуосей 2 относительно штанги 3. В этом варианте исполнения /вариант 3/ /фиг.7/ ориентацию посадочных поверхностей /лысок/ полуосей 2 в одной плоскости также осуществляют непосредственно при сборке составной оси 1 ролика ленточного конвейера.
Горячую запрессовку концевых частей 4 штанги 3 /фиг.9/ в торцевые отверстия 5 полуосей 2 /фиг.8/, например, для варианта 1(а) /фиг.2/ осуществляют следующим образом /фиг.16-20/.
Сначала изготавливают заготовки полуосей 2, в которых торцевые отверстия 5 выполняют сверлением диаметром D1 и глубиной L1 /фиг.8/, а также заготовку полуоси 2 с концевыми частями 5, выполненными диаметром D2 и длиной L2 /фиг. 9/. При этом диаметр D1 торцевых отверстий 5 полуосей 2 выполняют больше диаметра D2 концевых частей 4 штанги 3. Затем в торцевых отверстиях 5 полуосей 2 выполняют рельефные пазухи 6 /фиг.10/. Параметры L1, D1 торцевых отверстий 5 полуосей 2 и параметры α1, α2 выполненных в них пазух 6 /фиг.8/ выполняют такими, чтобы суммарный объем их полостей был равен объему концевой части 4 штанги 3 с параметрами L2, D2 /фиг.9/.
После этого полуось 2 с рельефной пазухой 6, выполненной в торцевом отверстии 5, и штангу 3 с концевой частью 4 устанавливают соосно и на некотором расстоянии, а затем с помощью токоподводящих зажимов 8, 9 подсоединяют к сварочному аппарату 7 контактной сварки и включают последний /фиг.16/.
Затем осевым поступательным движением концевую часть 4 штанги 3 вводят внутрь торцевого отверстия 5 полуоси 2 до упора, в результате чего электрическая цепь замыкается и в месте контакта торца концевой части 4 штанги 3 и донной поверхности торцевого отверстия 5 полуоси 2 начинается интенсивное выделение тепла и разогрев металла концевой части 4 штанги 3 и металла полуоси 2 /фиг.17/.
При контактной сварке концевая часть 4 штанги 3, имеющая меньшую массу, чем полуось 2, нагревается быстрее, оплавляется и при осевой осадке усилием Р расплавленный металл концевой части 4 штанги 3 постепенно /фиг.18/ полностью /фиг.19/ заполняет внутренние полости торцевого отверстия 5 и рельефной пазухи 6.
При остывании образуется утолщение концевой части 4 штанги 3, сформированное по форме внутренних полостей торцевого отверстия 5 и пазухи 6 полуоси 2, способное обеспечить высокую прочность механического неразъемного соединения концевой части 4 штанги 3 и полуоси 2 на растяжение. После охлаждения происходит объемная усадка утолщения концевой части 4 штанги 3, в результате чего создается радиальный зазор между сопрягаемыми поверхностями утолщения концевой части 4 штанги 3 и пазухи 6, что обеспечивает образование поворотного относительно продольной оси механического неразъемного соединения полуоси 2 и штанги 3 /фиг.20/.
Аналогичным образом выполняют горячую запрессовку другой концевой части 4 штанги 3 в торцевое отверстие 5 другой полуоси 2 /фиг.16-20/, в результате чего получают составную ось 1 ролика ленточного конвейера/вариант 1(а)/ /фиг.21/.
Предлагаемая составная ось 1 /вариант 1(а)/ может использоваться в составе разборного ролика ленточного конвейера /фиг.22/.
Ролик ленточного конвейера с составной осью 1 /вариант 1(а)/ /фиг.22/ содержит цилиндрическую обечайку 10, установленную концевыми частями на составной оси 1 посредством опор 11, в расточках 12 которых размещены подшипники 13 и уплотнения 14, 15, закрытые снаружи крышками 16 с помощью стопорных колец 17, установленных в кольцевых канавках 18 опор 11. Уплотнения 14 выполнены в виде внутренних двухкромочных пыльников. Уплотнения 15 выполнены в виде наружных лабиринтных уплотнений. Подшипники 13 зафиксированы на составной оси 1 посредством разрезных стопорных колец 19, установленных в кольцевых канавках 20 полуосей 2. Опоры 11 с двух сторон запрессованы в цилиндрическую обечайку 10 и образуют между собой неразъемные механические соединения. Поворотные относительно продольной оси механические неразъемные соединения концевых частей 4 штанги 3 и полуосей 2 позволяют осуществлять угловой поворот полуосей 2 относительно штанги 3 для ориентации посадочных поверхностей /лысок/ полуосей 2 в одной плоскости при установке ролика в посадочные пазы корпуса /става/ ленточного конвейера во время монтажа последнего.
При работе составной оси 1 в составе разборного ролика ленточного конвейера /фиг. 22/ транспортируемый материал в виде рассредоточенной нагрузки воздействует на каждый ролик, поддерживающий рабочую ветвь ленточного конвейера, и через концевые участки цилиндрической обечайки 10, опоры 11 и подшипники 13 передается непосредственно на составную ось 1, которая работает как на изгиб, так и на растяжение.
Благодаря усовершенствованной форме торцевых отверстий полуосей /рельефных пазух/ и концевых частей штанги ролика ленточного конвейера, а также применению горячего деформирования концевых частей штанги при запрессовке их в торцевые отверстия полуосей обеспечивается высокая прочность поворотных или неповоротных относительно продольной оси механических неразъемных соединений концевых частей штанги и полуосей на растяжение, что позволяет расширить область ее применения как для неразборных, так и для разборных /фиг.22/ конструкций роликов.
Изобретение не ограничивается описанными и показанными на чертежах вариантами реализации, но может быть изменено, модифицировано и дополнено в рамках объема, определенного формулой изобретения.
Составная ось ролика ленточного конвейера может быть изготовлена промышленным способом на любом машиностроительном предприятии.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 2000 |
|
RU2172714C1 |
| СОСТАВНАЯ ОСЬ РОЛИКА ЛЕНТОЧНОГО КОНВЕЙЕРА | 1999 |
|
RU2165882C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 2000 |
|
RU2176614C2 |
| Ролик ленточного конвейера | 2002 |
|
RU2224705C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2127217C1 |
| Ролик ленточного конвейера | 2002 |
|
RU2224704C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1995 |
|
RU2097296C1 |
| ДИСКОВЫЙ РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2121956C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2121957C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1999 |
|
RU2165883C1 |















Изобретение относится к конвейерному транспорту. Составная ось ролика ленточного конвейера содержит две полуоси и штангу, концевые части которой соединены с полуосями механическими неразъемными соединениями посредством их запрессовки в торцевые отверстия, выполненные в последних. Торцевые отверстия в полуосях выполнены цилиндрическими с заглубленными рельефными пазухами, а концевые части штанги выполнены в виде стержней круглого сечения и соединены с полуосями посредством горячей запрессовки предварительно оплавленных контактной сваркой концевых частей штанги в торцевые отверстия и рельефные пазухи полуосей и в холодном состоянии, в зависимости от выбранного рельефа пазух торцевых отверстий полуосей, образуют поворотные или неповоротные относительно продольной оси механические неразъемные соединения концевых частей штанги с полуосями. Рельеф пазух может быть выполнен в виде поверхностей вращения с ломаной и/или криволинейной образующей, или в виде винтовых канавок для образования поворотных/неповоротных относительно продольной оси механических неразъемных соединений концевых частей штанги с полуосями, или в виде кольцевых конических канавок, расположенных в местах сопряжения боковой и донной поверхностей торцевых отверстий полуосей. Повышается прочность механических неразъемных соединений концевых частей штанги и полуосей. 3 з.п.ф-лы, 22 ил.
| СОСТАВНАЯ ОСЬ РОЛИКА ЛЕНТОЧНОГО КОНВЕЙЕРА | 1999 |
|
RU2165882C1 |
| Ролик конвейера | 1990 |
|
SU1798274A1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРАвеЕ€яй^е>&^Х1ЙАГ«!|»в-ТШИ1?!•'ePfem^T^x—-1 тт-тт, щ щ»\та | 0 |
|
SU359213A1 |
| Ролик ленточного конвейера | 1977 |
|
SU673558A2 |
| Ролик ленточного конвейера | 1985 |
|
SU1245514A1 |
| Ролик ленточного конвейера | 1984 |
|
SU1247329A1 |
| СПОСОБ ДЕСУБЛИМАЦИИ ТВЕРДЫХ ВЕЩЕСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229918C2 |
| Устройство для крепления, направления и подачи многоэлектродного инструмента при электроискровой обработке | 1957 |
|
SU112026A1 |

