Изобретение относится к машиностроительной промышленности и в частности к производству фильтров, предназначенных для очистки текучих средств.
Известен проволочный фильтр, состоящий из вертикальных и горизонтальных проволок переплетных между собой (авторское свидетельство СССР N 1428427, кл. B 01 D 39/12, 1986).
Известен также проволочный фильтр, включающий переплетенные между собой отрезки проволоки (авторское свидетельство СССР N 1551397, кл. B 01 D 39/10, 1987).
Недостатками известных фильтров является относительно низкие технологические возможности и в частности, при использовании фильтров в качестве прокладок при высоких температурах и давлениях и особенно при применении агрессивных сред.
Задача изобретения - расширение технологических возможностей, а также повышение качества работы фильтров за счет увеличения эрозионной стойкости, увеличения прочности, упругости и восстанавливаемости первоначальных свойств.
Поставленная задача решается тем, что в проволочном фильтре, содержащем переплетенные между собой отрезки проволоки, эти отрезки выполнены в виде смещенных друг относительно друга рядов спиралей, при этом каждый ряд спиралей смещен по горизонтали и вертикали фильтра, а по толщине фильтра ряды спиралей выполнены обжатыми.
Целесообразно, чтобы отрезки были выполнены разноразмерными по длине и диаметру.
Полезно, чтобы отрезки были выполнены чередующими по длине и диаметру.
Целесообразно, чтобы отрезки были выполнены кратными по длине. Целесообразно, чтобы отрезки были выполнены с нахлестками.
Полезно, чтобы отрезки были выполнены соединенными между собой. Целесообразно, чтобы отрезки были выполнены замкнутыми.
Полезно, чтобы отрезки были выполнены разнопрочными по длине. Целесообразно, чтобы отрезки были выполнены разноплотными.
Полезно, чтобы отрезки были выполнены по сечению многогранными. Целесообразно, чтобы отрезки были выполнены разноплотными по диаметру.
Полезно, чтобы наружные ряды спиралей были выполнены с плоскими фасками.
Целесообразно, чтобы внутренние ряды спиралей были выполнены с плоскими фасками.
Полезно, чтобы спирали были выполнены разноразмерными по длине и диаметру.
Целесообразно, чтобы спирали были выполнены кратными по длине.
Полезно, чтобы спирали были выполнены чередующимися по длине и диаметру.
Целесообразно, чтобы спирали были выполнены с нахлестками.
Полезно, чтобы спирали были выполнены замкнутыми.
Целесообразно, чтобы спирали были выполнены разнопрочными по длине.
Полезно, чтобы спирали были выполнены разноплотными по длине. Целесообразно, чтобы спирали были выполнены по сечению многогранными.
Полезно, чтобы спирали были выполнены по сечению разногранными. Целесообразно, чтобы спирали были выполнены разноплотными по диаметру.
Полезно, чтобы спирали были выполнены по диаметру с наружными поперечными канавками. Целесообразно, чтобы спирали были выполнены по диаметру с внутренними поперечными канавками.
Полезно, чтобы спирали были выполнены с наклонными канавками. Целесообразно, чтобы ряды спиралей по вертикали или по горизонтали были выполнены переменными.
Полезно, чтобы ряды спиралей были расположены по отношению к оси фильтра разнонаправленно. Целесообразно, чтобы ряды спиралей по высоте фильтра были выполнены разноколичественными.
Полезно, чтобы ряды спиралей были расположены по кривой.
Целесообразно ряды спиралей выполнять из материала группы сталей или группы цветных металлов, или группы легированных металлов, или из сочетания групп сталей, цветных и легированных металлов, или из материалов, выбранных из группы редкоземельных металлов. Ряды спиралей могут быть выполнены из группы оксидов металлов или из полимеров, или из черных металлов, или из нержавеющих сталей, или из сочетаний групп металлов, и полимеров, или из группы сплавов. Ряды спиралей могут быть также выполнены из меди и ее сплавов, из вольфрама и его сплавов, из нихрома и его сплавов, из никеля и его сплавов, из молибдена и его сплавов, или из углепластиков.
Проблема производства проволочных фильтров взаимосвязана не только с достижением требуемой тонкости очистки, но и также особо требуемых и даже необходимых прочностных характеристик фильтра и его температурных пределов и относительно высоких давлений, а также расширения технологических возможностей совмещенных с фильтром, например, одновременно и фильтр и амортизатор или фильтр и герметизатор, или фильтр и упругопередающий элемент и т.д., особенно при решении конструкторских задач в области тепловых труб и теплообменников, арматуры композиционных материалов и элементов гибких нагревательных систем.
Предложенное решение позволяет изготавливать анизотропные многослойные фильтры на рабочие давления до 200 МПа и температуру 1800oC с любым предварительно заданным от слоя к слою размером задерживаемых частиц, и любым материалом проволоки в разных слоях.
Обычно использовали проволоку диаметром от 0,05 до 0,5 мм из вольфрама, алюминия, меди, бронзы, латуни, никеля, нихрома, молибдена, нержавеющей стали, из группы редкоземельных элементов-металлов, из группы металлополимеров, оксидов металлов, черных металлов, сочетаний сталей, из группы металлических порошков и полимеров, сталей и цветных металлов полимеров с наполнителями, металлов с покрытиями, причем шаг навивки задавали как постоянным, так и переменным, заготовку изготавливали в виде ленты Мебиуса, в виде путанки, замкнутой или незамкнутой формы, спирали выполняли с участками выпуклой или вогнутой формы, с продольными или поперечными каналами, а по толщине фильтра ряды спиралей выполняли обжатием вальцеванием, прокаткой рядов и слоев спиралей в криволинейных или многогранных плоскостях, а тонкость очистки задавали выбором веса и диаметра проволоки спирали и диаметра спирали, и использовали тугоплавкие металлы, углепластики и вольфрам.
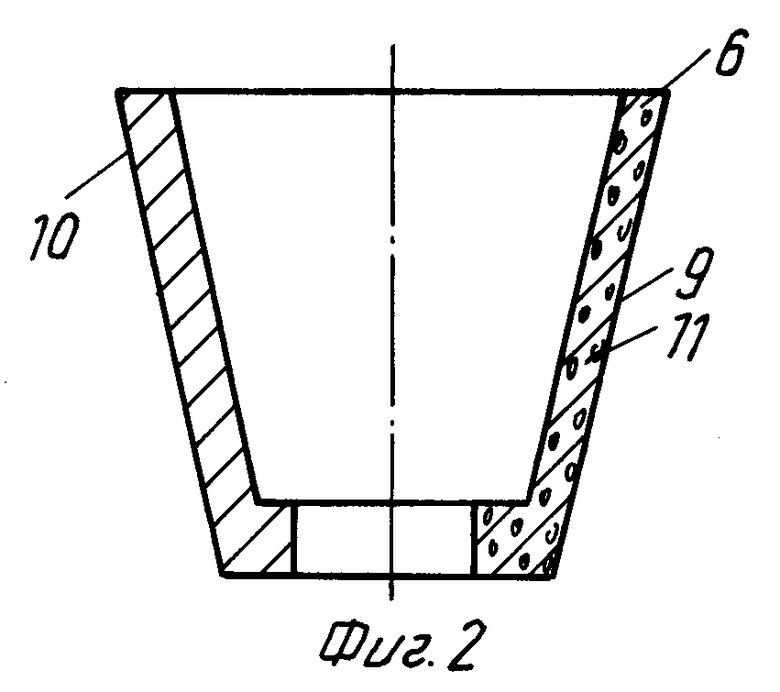
На фиг. 1 изображена схема проволочного фильтра, вид сбоку; на фиг. 2 - то же, вид сверху.
Проволочный фильтр включает переплетенные между собой отрезки проволоки 1, которые выполнены в виде смещенных друг относительно друга рядов спиралей 2, при этом каждый ряд спиралей 2 смещен по горизонтали 3 и вертикали 4 фильтра 5, а по толщине 6 ряды спиралей 2 выполнены обжатыми, причем отрезки 1 могут выполнять с нахлестками 7, а наружные ряды спиралей 8 выполнены с плоскими фасками 9, а внутренние 10 также имеют плоские фаски 9. Спирали 2 имеют поперечные канавки 11, которые располагают в горизонтальной или в вертикальной плоскостях.
Изготовление проволочного фильтра осуществляют следующим образом.
Выбирают тонкость очистки, например, 50 мм и берут, например, нержавеющую проволоку соответственно диаметром 0,25 мм и навивают ее в ряды спирали 2 соответственно диаметром, равным 1,65 мм, затем выполняли мерную навеску, формировали шаг спирали и производили формирование заготовки фильтра, затем ряды спиралей обжимали и фиксировали фильтр по высоте, производили выдержку и цикл повторяли.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРОВ | 1995 |
|
RU2089264C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОРИСТЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2134143C1 |
| СПОСОБ ДИСТАНЦИОНИРОВАНИЯ ТВЭЛОВ В ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКЕ | 2013 |
|
RU2528952C1 |
| МИКРОЭЛЕКТРОДВИГАТЕЛЬ | 1996 |
|
RU2162723C2 |
| ПРОВОЛОЧНЫЙ ФИЛЬТР (ВАРИАНТЫ) | 2011 |
|
RU2470695C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| ЯЧЕИСТО-КАРКАСНЫЙ МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2231572C2 |
| Литейный стержень | 1977 |
|
SU679116A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАНОГО ПРОВОЛОЧНОГО МАТЕРИАЛА ДЛЯ ОРТОПЕДИЧЕСКИХ СТОМАТОЛОГИЧЕСКИХ УСТРОЙСТВ | 2011 |
|
RU2477666C2 |
Изобретение относится к производству фильтров для очистки текучих сред. Проволочный фильтр выполнен в виде рядов спиралей из проволоки, смещенных одна относительно другой по горизонтали и вертикали, при этом ряды спиралей обжаты по толщине фильтра. Предложенный фильтр обладает повышенной прочностью и восстанавливаемостью его первоначальных свойств. 47 з.п.ф-лы, 2 ил.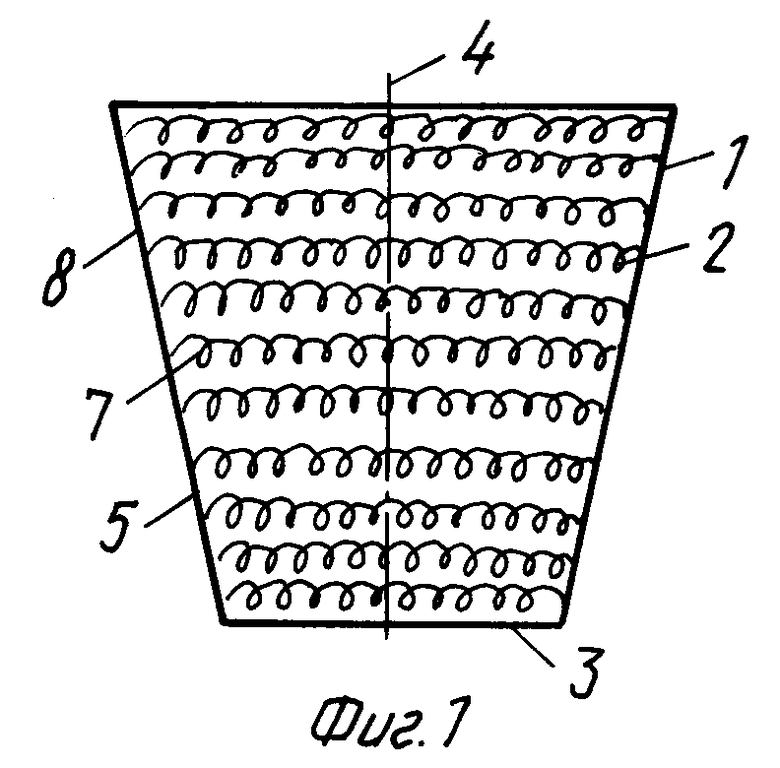
| Способ получения комбинированного пористого сетчатого фильтроматериала | 1987 |
|
SU1551397A1 |
| Способ изготовления фильтрующего элемента | 1986 |
|
SU1428427A1 |
| ПЛЕТЕНЫЙ ФИЛЬТР | 1970 |
|
SU420313A1 |
| US 5064459 A, 1991 | |||
| Усилитель | 1986 |
|
SU1455382A1 |
| СПОСОБ ПРОИЗВОДСТВА ДИАБЕТИЧЕСКИХ ВАФЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2409079C1 |
