Изобретение относится к способам изготовления фильтрующих элементов и может быть использовано для изготовления фильтров тонкой очистки ЖДЦКОС
тей от механических примесей,
Цель изобретения повышение качества очистки, повьшение точности изготовления фильтрующей щели и упрощение технологии ее получения.
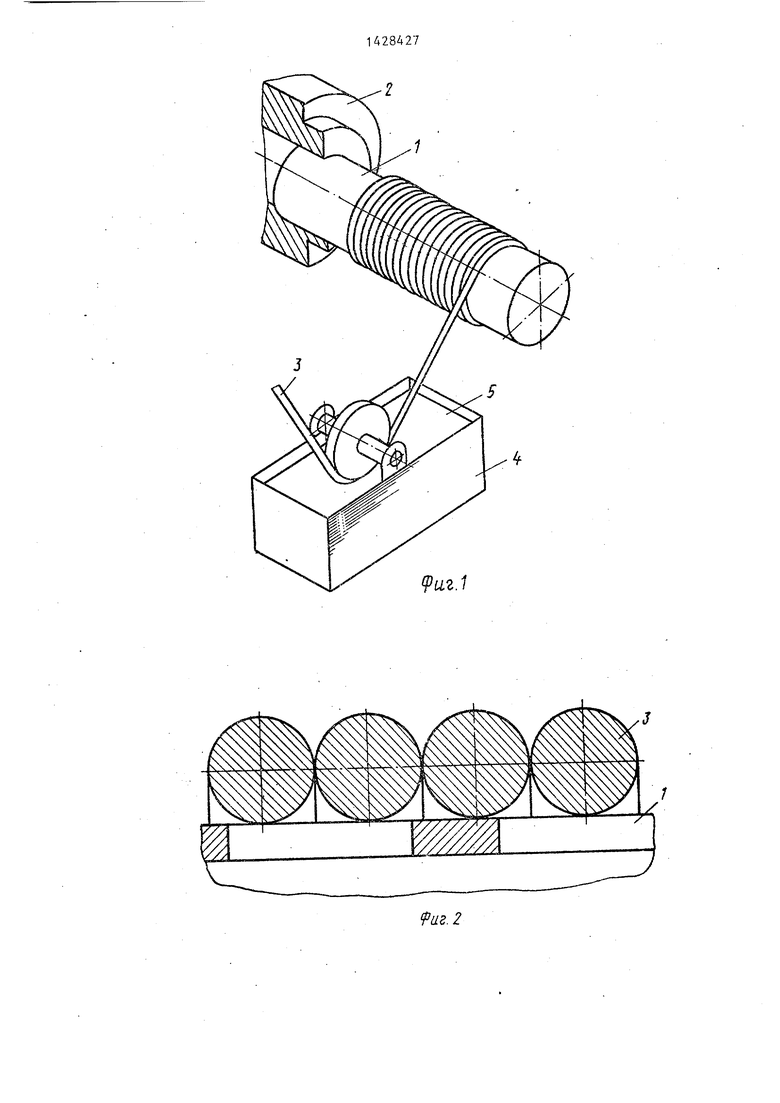
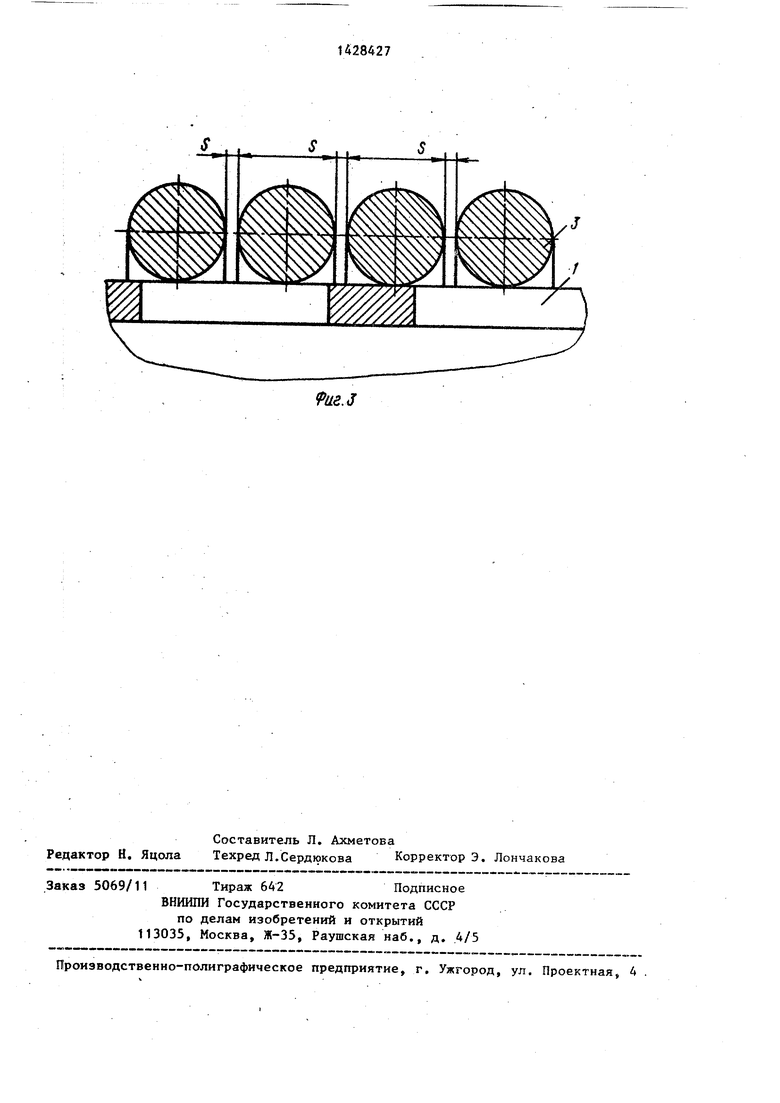
На фиг, 1 изображена схема установки для изготовления фильтрующего элемента; на фиг, 2 Момент навивки проволоки в нагретом состоянии с плотной укладкой витка к витку; на фиг.З фильтрующий элемент при эксплуатационной температуре с образованием размеров фильтрующей щели.
Для изготовления фильтрующего элемента перфорированный каркас 1 закреп ляют в шпинделе 2 намоточного станка, в качестве,намоточного станка используют обычный токарно-винторезный. Затем закрепляют один конец обмоточной проволоки 3 на перфорированном каркасе 1 и пропускают обмоточную прово локу 3 через нагревательный элемент 4 с теплоносителем 5, который находится в холодном состоянии (т,е, температура теплоносителя 5 близка к температуре воздуха в помещение). Такую же температуру имеет и перфо- рированньй каркас 1, После завершения подготовительных операций разогревают теплоноситель 5 нагревательного элемента А до необходимой температуры и начинают навивку,
Навивка нагретой обмоточной проволоки 3 на перфорированньй каркас 1 осуществляется плотно - виток к вит- ку, что обеспечивается согласованием продольной подачи суппорта станка, . на котором размещен нагревательный эпёцент 4, с шагом навивки. Сила натяжения обмоточной проволоки 3 во время навивки должна быть достаточной, чтобы удерживать ее в натянутом состоянии,
Температуру нагрева обмо г очной проволоки tnpопределяют следующим образом. Например, температура каркаса фильтра t , требуемый размер фильтрующей щели S 0,005 мм; коэффициент линейного температурного расширения (L - 12 10 град (для материала проволоки); проволока круглого сечения с диаметром d 3 мм,В данно прим1вре необходимая температура обмоточной проволоки во время навивки
tnp , После навивки и закрепления второго конца обмоточной проволоки фильтрующий элемент остьшает естественным путем до температуры окружающей сред При выравнивании температуры каркаса с температурой обмоточной проволоки размер фильтрующей щели становится равным расчетному.
Формулаиз обретения
Способ изготовления фильтрующего элемента путем навивки проволоки на каркас с образованием фильтрующей щели и последующей обработки проволо- ки,,о тличающийся тем,что, с целью повышения качества очистки, точности изготовления фильтрующей щели и упрощения технологии ее получения, обработку проволоки проводят во время навивки путем нагрева, а необходимый размер фильтрующей щели получают путем охлаждения проволоки до температуры каркаса, при этом температуру нагрева проволоки определяют по формуле
т /
где температура проволоки во
время навивки;
t ц - температура каркаса фильтрующего элемента во время навивки;
. d - диаметр проволоки; S - заданньй размер фильтрующей
щели;
oi. - коэффициент температурного расширения материала проволоки.
9иг.1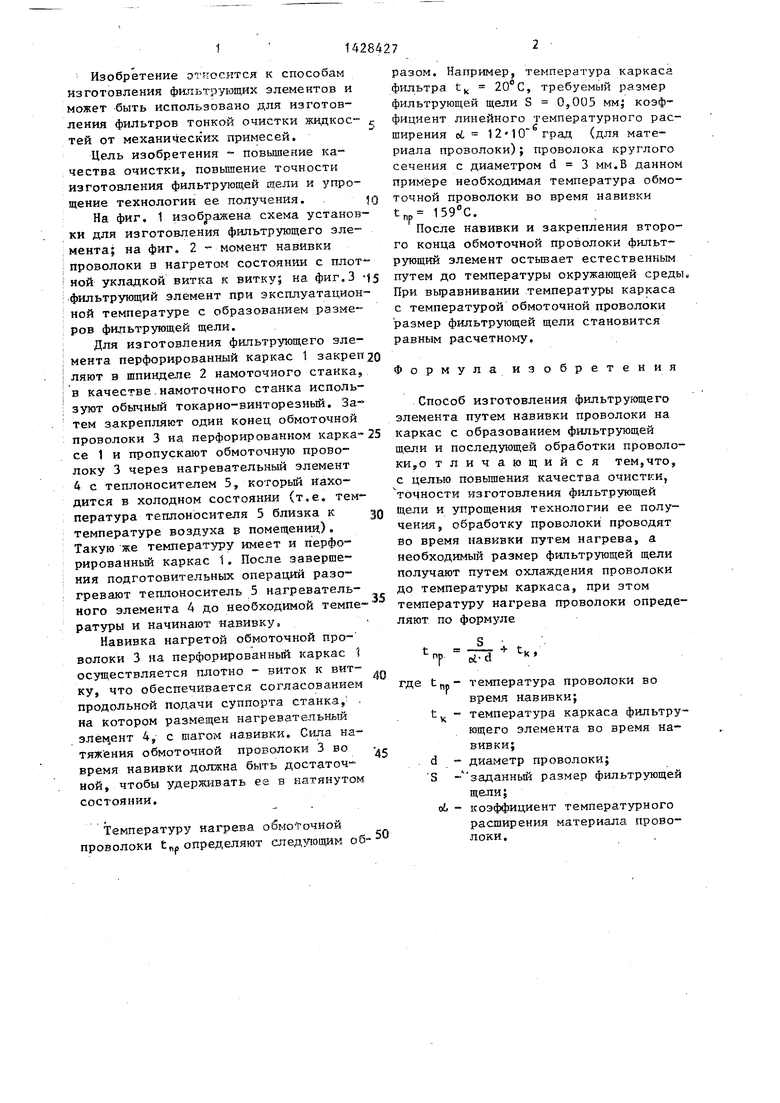
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильтр и способ его изготовления | 1981 |
|
SU1002475A1 |
| Скважинный фильтр | 1983 |
|
SU1167309A1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209299C2 |
| Способ изготовления электронагревателя | 1990 |
|
SU1806446A3 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ ТЕКУЩЕЙ СРЕДЫ | 2000 |
|
RU2173943C1 |
| ФИЛЬТР ДЛЯ СКВАЖИНЫ ПОДЗЕМНЫХ ХРАНИЛИЩ ГАЗА | 2012 |
|
RU2490433C1 |
| Способ получения гранул проппанта | 2019 |
|
RU2719874C1 |
| Устройство для изготовления проволочных фильтров | 1983 |
|
SU1136877A1 |
| Проволочный многослойный фильтр | 1981 |
|
SU972058A1 |
| Скважинный фильтр | 1982 |
|
SU1046484A1 |
Изобретение относится к способам изготовления фильтрующих элементов и может быть использовано для изготовления фильтров тонкой очистки жидкостей от механических примесей. Целью изобретения является повышение качества очистки и упрощение технологии изготовления. Способ осуществ ляют обработкой проволоки нагреванием во время навивки до температуры, определяемой по формуле t S/ct-d+t, где tnp- температура проволоки во вре- время навивки; температура каркаса фильтрутацего элемента во время навивки d - диаметр проволоки; S - заданный размер фипьтрующей цели; oi- - коэффициент температурного расширения материала проволоки. Необходимый размер фильтрующей щели получают после охлаждения проволоки до темпе- Q ратуры каркаса. 3 ил. (Л
аг.2
f.J
| Способ изготовления фильтрующего элемента | 1976 |
|
SU592428A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
