Изобретение относится к прокатному производству и может быть использовано при эксплуатации стальных рабочих и опорных валков листопрокатных клетей.
Известен способ эксплуатации валков листопрокатных клетей, включающий работу валков в клети, вывалку из клети с перепадом температуры по длине их бочки, контроль температуры валка, перешлифовку с одновременной подачей СОЖ и завалку валков в клеть. При этом перешлифовку валков осуществляют в нагретом от прокатки состоянии, в процессе шлифования дополнительно контролируют температуру СОЖ и поддерживают ее равной температуре соответствующего участка бочки валка.
Недостатком данного способа являются низкие стойкость валков и производительность процесса их перешлифовки.
Известен также способ эксплуатации листопрокатного валка, включающий его работу в клети, вывалку и перешлифовку. Перешлифовку осуществляют чашеобразным шлифовальным кругом с наклоном его оси в сторону его движения вдоль валка. В момент, когда шлифовальный круг достигает середины валка, производится изменение наклона его оси в обратную сторону на тот же угол.
Известный способ характеризуется низкой стойкостью валка и, как следствие, низким качеством прокатываемых листов.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ эксплуатации листопрокатного валка, включающий чередование его работы в клети с перешлифовками вращающимся шлифовальным кругом с цилиндрической рабочей поверхностью. При этом скорость вращения шлифовального круга составляет 23-50 м/с, круг перемещают вдоль оси валка со скоростью 1,6-1,7 м/мин при глубине шлифования до 0,07 мм. В процессе работы перешлифованного валка в клети погонную нагрузку на него не регламентируют.
Известному способу присущи следующие недостатки. При шлифовании валка в зоне резания достигаются высокие локальные температуры, приводящие к структурным изменениям в поверхностных слоях, образованию структурной неоднородности с появлением структур отпуска или вторичной закалки. В результате этого твердость валка после перешлифовки снижается на 3-6 ед. по Шору, а неравномерность распределения твердости по длине бочки достигает 5 ед. по Шору. Кроме того, шлифование сопровождается образованием прижогов и поверхностных трещин. Это снижает стойкость валка, ухудшает качество прокатанных листов.
Цель изобретения состоит в повышении стойкости валка и качества прокатанных листов.
Поставленная цель достигается тем, что в известном способе эксплуатации листопрокатного валка, включающем чередование его работы в клети с перешлифовками вращающимся шлифовальным кругом с цилиндрической рабочей поверхностью, перемещаемым с постоянной скоростью вдоль оси валка, согласно предложению, перешлифовку ведут шлифовальным кругом, цилиндрическая рабочая поверхность которого по меньшей мере на одной из его сторон сопряжена с коническим участком с углом наклона к оси шлифовального круга 6-58' (угловых минут), при этом перемещение шлифовального круга осуществляют со скоростью 0,05-0,35 м/мин в направлении расположения его конического участка, с глубиной шлифования 0,1-0,4 мм, а при работе в клети погонную нагрузку на валок поддерживают в пределах 0,5-0,9 т/мм.
Одновременно с указанной целью изобретения достигается побочный эффект - повышение производительности перешлифовки валка.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами эксплуатации листопрокатного валка. Оба включают чередование работы валка в клети с перешлифовками вращающимся шлифовальным кругом с цилиндрической рабочей поверхностью. Также в обоих случаях шлифовальный круг перемещают с постоянной скоростью вдоль оси валка.
Отличия предложенного способа состоят в том, что перешлифовку ведут шлифовальным кругом, цилиндрическая рабочая поверхность которого по меньшей мере на одной из его сторон сопряжена с коническим участком с углом наклона к оси шлифовального круга 6-58', тогда как в известном вся рабочая поверхность имеет цилиндрическую форму, а конический участок отсутствует. В предложенном способе перемещение шлифовального круга осуществляют со скоростью 0,05-0,35 м/мин в направлении расположения его конического участка, а в известном шлифовальный круг перемещают со скоростью 1,6-1,7 м/мин при произвольном направлении перемещения. В предложенном способе глубина шлифования равна 0,1-0,4 мм, а в известном - до 0,07 мм. И, наконец, в предложенном способе при работе в клети погонную нагрузку на валок поддерживают в пределах 0,5-0,9 т/мм, в известном же значение погонной нагрузки не регламентировано.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков, и заключающиеся в повышении стойкости валков и качества прокатанных листов с одновременным увеличением производительности шлифовки. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
На фиг.1 приведена схема перешлифовки валка по известному способу, а на фиг.2 - по предлагаемому.
Сущность изобретения состоит в следующем. В известном способе эксплуатации прокатного валка его перешлифовку производят шлифовальным кругом с рабочей поверхностью цилиндрической формы шириной B (фиг. 1). При перемещении шлифовального круга вдоль его оси на расстояние S за один оборот валка с него будет снято количество металла, определяемое площадью S x t, где t - глубина шлифования. Основная работа по удалению этого металла производится передним торцем шлифовального круга, а рабочая цилиндрическая поверхность на ширине B только формирует шероховатость поверхности валка. Концентрация нагрузки на торце шлифовального круга вызывает резкий рост температуры в контакте с валком, что приводит к структурным изменениям в поверхностных слоях валка, снижает их твердость и ухудшает равномерность распределения твердости по длине бочки. На поверхности валка образуются прижоги и трещины, а сам шлифовальный круг интенсивно изнашивается на локальном участке его периферии. Для уменьшения вероятности образования прижогов приходится уменьшать величины S и t, из-за чего снижается производительность перешлифовки.
При последующей работе валка в прокатной клети его поверхность с пониженной и неравномерной твердостью, пораженная трещинами, быстро разрушается. Стойкость валка и качество прокатанных листов низкие.
В предлагаемом способе цилиндрическая рабочая поверхность шлифовального круга сопряжена с конической (фиг. 2). Теперь при тех же значениях S и t, что и на фиг. 1, глубина шлифования в каждом поперечном сечении Δt значительно меньше t. Вся нагрузка на шлифовальный круг будет равномерно распределена по конической поверхности с углом наклона к оси круга α = 6-58'. Это приводит к снижению температуры на контакте с валком, предотвращает появление структурных изменений в металле, снижение твердости, образование прижогов и трещин. Цилиндрическая рабочая поверхность шириной C обеспечивает получение заданной шероховатости после перешлифовки. Поскольку локальный перегрев поверхности валка отсутствует, производительность перешлифовки может быть увеличена без опасности образования прижогов. Последующая работа валка в клети с погонной нагрузкой 0,5-0,9 т/мм приводит к равномерному упрочнению его поверхности вследствие наклепа, "выводит" с поверхности микроцарапины - следы от резания поверхности валка абразивными зернами шлифовального круга. Этим обеспечивается повышение сопротивления образованию усталостных разрушений поверхности валка, сформированной в процессе перешлифовки, что, в свою очередь, повышает стойкость валков и качество прокатанных листов.
Экспериментально установлено, что если угол наклона конического участка к оси шлифовального круга будет менее 5', то это приведет к снижению стойкости валков, увеличению расхода шлифовального круга. При углах более 58' уменьшается площадь контакта валка с шлифовальным кругом, повышается температура на контакте, снижается стойкость валка и качество листов.
Снижение скорости перемещения шлифовального круга менее 0,05 м/мин не повышает стойкость валка, а лишь удлиняет процесс перешлифовки. Увеличение скорости перемещения более 0,35 м/мин может привести к перегреву зоны контакта шлифовального круга с валком, что недопустимо.
При глубине шлифования менее 0,1 мм снижается производительность перешлифовки. Увеличение глубины шлифования более 0,4 мм приводит к повышению температуры валка и образованию прижогов.
Если в процессе прокатки погонная нагрузка превысит 0,9 т/мм, то это приведет к ускоренному наклепу и преждевременной усталости поверхностного слоя, снижению стойкости валка и качества листов. Уменьшение погонной нагрузки менее 0,5 т/мм удлинит срок прирабатываемости поверхности валка, потребует снижения величины обжатия металла в клети, что ограничит сортамент прокатываемых листов и увеличит необходимое число проходов.
Примеры реализации способа
Рабочий валок стана 1700 холодной прокатки с диаметром бочки 590 мм после завершения кампании прокатки вываливают из клети и устанавливают в люнетах вальцешлифовального станка типа XIII 5-20. Шлифовальный круг прямоугольного профиля марки 54С16СМ2К шириной B=100 мм с внешним диаметром 800 мм с помощью алмазного карандаша заправляют с одной из его сторон (например, как на фиг.2, с левой) на конус с углом наклона α = 31' к оси шлифовального круга. При этом конический участок рабочей поверхности занимает часть ширины круга. Другая часть C его ширины остается цилиндрической. Рабочий валок приводят во вращение с окружной скоростью 80 м/мин, а шлифовальный круг - со скоростью 50 м/с. К валку и шлифовальному кругу подают охлаждающую жидкость. Затем шлифовальный круг подводят к правой стороне валка, поперечным перемещением круга устанавливают глубину шлифования t=0,25 мм и включают продольную подачу шлифовального круга в направлении его конического участка, т. е. справа налево со скоростью V=0,20 м/мин, и осуществляют перешлифовку валка. При наличии на валке дефекта глубокого залегания (типа "навар") цикл перешлифовки повторяют.
Перешлифованный валок заваливают в клеть и осуществляют холодную прокатку листовой стали на толщину 0,5 мм с погонной нагрузкой на валок q=0,7 т/мм, что соответствует усилию прокатки P=1190 т. По завершении кампании после прокатки 3700 т листовой стали валок вываливают из клети и вновь перешлифовывают.
Варианты реализации способа и показатели их эффективности представлены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается повышение стойкости валка и качества прокатанных листов. При запредельных значениях заявленных параметров (варианты 1 и 5) стойкость валка и качество листов снижаются. Также более низкие стойкость валка и качество листов имеют место в случае реализации способа-прототипа (вариант 6).
Технико-экономические преимущества предложенного способа состоят в том, что перешлифовка валка шлифовальным кругом, цилиндрическая поверхность которого по меньшей мере на одной из его сторон сопряжена с коническим участком с углом наклона к оси шлифовального круга 6-58', при перемещении шлифовального круга со скоростью 0,05-0,35 м/мин в направлении расположения его конического участка, с глубиной шлифования 0,1-0,4 мм, и последующая работа валка в клети с погонной нагрузкой 0,5-0,9 т/мм позволяют за счет уменьшения контактных давлений и температур при перешлифовке исключить разупрочнение поверхности валка, образование трещин и прижогов, сохранить равномерную твердость по длине бочки, и при прокатке упрочнить поверхностный слой. За счет этого достигается повышение стойкости валка и качества прокатанных листов. Кроме того, в предложенном способе глубина шлифования за проход в несколько раз больше, чем в известных. Это позволяет увеличить производительность перешлифовки.
За базовый объект принят способ-прототип. Использование предложенного способа обеспечивает повышение рентабельности листопрокатного производства на 8-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2187393C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2188087C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНЫХ ВАЛКОВ | 2002 |
|
RU2240187C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННЫХ РАБОЧИХ ВАЛКОВ | 2013 |
|
RU2533471C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |


Изобретение относится к прокатному производству и может быть использовано при эксплуатации стальных рабочих и опорных валков листопрокатных клетей. Способ включает чередование работы валка в клети с перешлифовками вращающимся шлифовальным кругом с цилиндрической рабочей поверхностью, перемещаемым с постоянной скоростью вдоль оси валка. С целью повышения стойкости валка и качества прокатных листов, перешлифовку ведут шлифовальным кругом, цилиндрическая рабочая поверхность которого по меньшей мере на одной из его сторон сопряжена с коническим участком с углом наклона к оси шлифовального круга 6-58, при этом перемещение шлифовального круга осуществляют со скоростью 0,05 - 0,35 м/мин в направлении расположения его конического участка, с глубиной шлифования 0,1 - 0,4 мм, а при работе в клети погонную нагрузку на валок поддерживают в пределах 0,5 - 0,9 т/мм. Изобретение обеспечивает повышение стойкости валка и качества проката. 2 ил. 1 табл.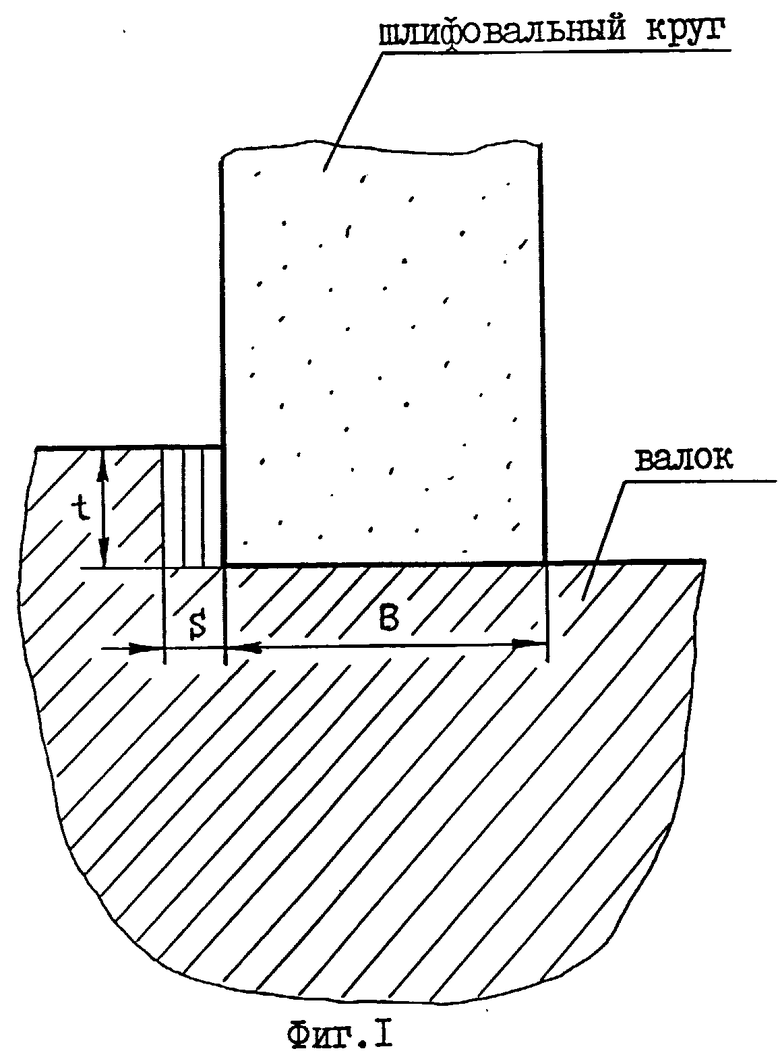
Способ эксплуатации листопрокатного валка, включающий чередование его работы в клети с перешлифовками вращающимся шлифовальным кругом с цилиндрической рабочей поверхностью, перемещаемым с постоянной скоростью вдоль оси валка, отличающийся тем, что перешлифовку ведут шлифовальным кругом, цилиндрическая рабочая поверхность которого по меньшей мере на одной из его сторон сопряжена с коническим участком с углом наклона к оси шлифовального круга 6 - 58', при этом перемещение шлифовального круга осуществляют со скоростью 0,05 - 0,35 м/мин в направлении расположения его конического участка, с глубиной шлифования 0,1 - 0,4 мм, а при работе в клети погонную нагрузку на валок поддерживают в пределах 0,5 - 0,9 т/мм.
| Способ подготовки прокатных валков | 1988 |
|
SU1694268A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Боровик Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов | |||
| - М.: Металлургия, 1984, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Шпиндельное устройство вертикальной прокатной клети | 1975 |
|
SU558728A1 |
| Способ подготовки прокатных валков к работе в течение эксплуатационной кампании | 1986 |
|
SU1342549A1 |
| JP, 55-4003, 15.10.80. | |||

