(54) УСТРОЙСТВО ДЛЯ НАГРЕВА ДЕТАЛЕЙ В ЭЛЕКТРОЛИТЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАГРЕВА ДЕТАЛЕЙ В ЭЛЕКТРОЛИТЕ | 1971 |
|
SU427065A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| Устройство для местного поверхностного нагрева изделий под закалку | 1940 |
|
SU64508A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| ПЛАЗМОТРОН С ЖИДКИМ ЭЛЕКТРОЛИТНЫМ КАТОДОМ | 2005 |
|
RU2286033C1 |
| МЕХАНИЗМ БЕЗОКИСЛИТЕЛЬНОГО ЭЛЕКТРОЛИТНОГО НАГРЕВА ЗАГОТОВОК | 1973 |
|
SU373312A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
1
Изобретение относится к электротехнике применительно к электронагреву металлов в электролите, а именно устройствам для нагрева деталей в электролите, и может применяться при термообработке и обработке металлов давлением на предприятиях машиностроения.
Известно устройство для нагрева деталей в электролите, содержащее ванну, анод, экранирующую втулку и упор. Изменение длины нагреваемой части детали осуществляется путем изменения положения упора, при этом анод неподвижен, а уровень электролита в ванне постоянен 1.
Недостатком указанного устройства является малый интервал нагреваемого участка детали.
Наиболее близким к предлагаемому по технической сущности является устройство для нагрева деталей в электролите, содержащее ванну с крышкой и внутренней перегородкой со сливными отверстиями, анод, экранирующую втулку, катод и упор, имеющий возможность перемещения 2.
Недостатком известного устройства является то, что изменение длины нагреваемой части детали производится изменением положения упора. Однако независимо от положения упора наибольшая возможная длина нагреваемого участка ограничивается уровнем электролнта, который, постоянен. При нагреве участка длиной меньше, чем высота перегородки, он находится под слоем электролита, при этом затрудняется образование устойчивой парогазовой оболочки и удаление газовиз ванны вследстие чего качество нагрева снижается, к тому же имеются дополнительные потери электри10ческой энергии в электролите.
Цель изобретения - обеспечение универсальности устройства.
Эта цель достигается тем, что в устройстве, содержащем ванну с крышкой и внут15ренней перегородкой со сливными отверстиями, анод, экранирующую втулку, катод и упор, имеющий возможность перемещения, втулка имеет возможность вертикального перемещения, а анод выполнен телескопичес20ким, при этом наружное кольцо анода соединено со втулкой, а внутреннее укреплено на перегородке ванны.
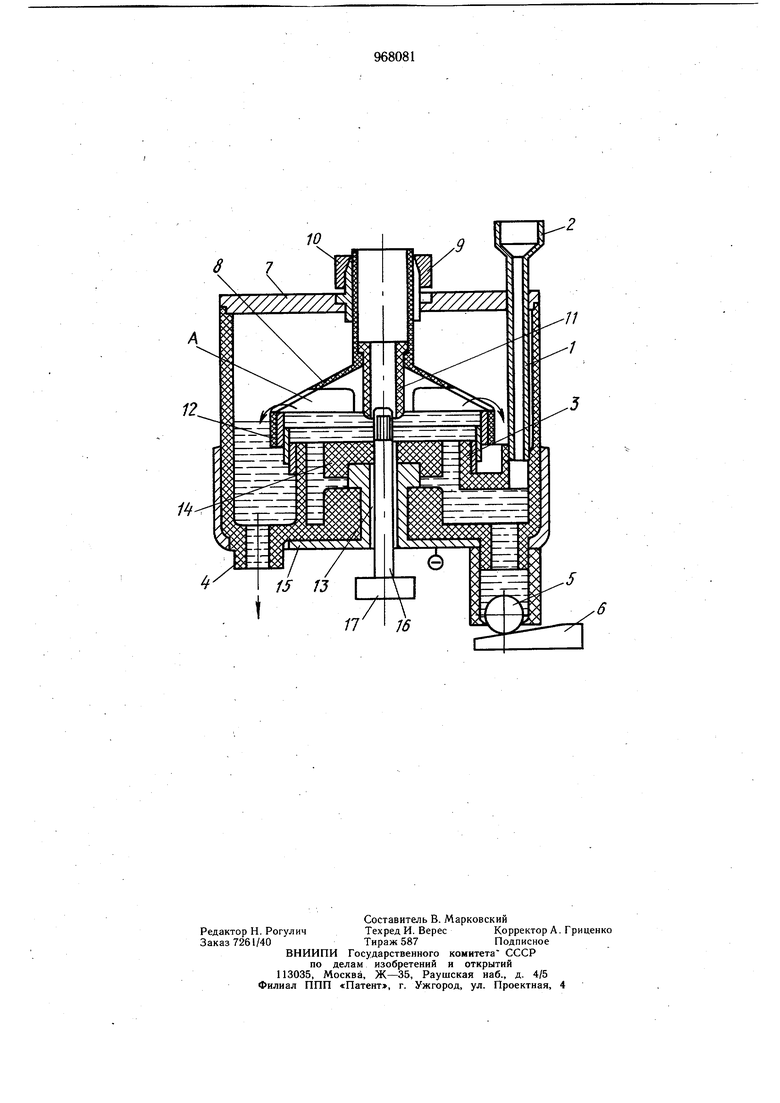
На чертеже изображено предлагаемое устройство.
Устройство состоит из ванны 1 для электролита, штуцера 2 для подвода электролита, внутренней перегородки 3, патрубка 4 для слива циркулирующего электролита и шарикового клапана 5, предназначенного для полного слива электролита из ванны. Клапан открывает подвижный копир 6. В крышке ванны 7 смонтирован стакан 8 при помош,и цангового зажима 9 с- гайкой 10. Стакан имеет сливные отверстия А для движения циркулируюш,его электролита. В верхней части стакана установлена сменная фторопластовая втулка И, служаш.ая направлением при загрузке детали в ванну и экранируюш.ая конец детали от перегрева. Между стаканом и перегородкой смонтирован анод 12. Анод выполнен телескопическим из нескольких колец. Его наружное кольцо закреплено при помощи стакана на втулке, а внутреннее - на перегородке. В дно ванны соосно с втулкой 11 вставлен кольцевой катод 13, экранированный капроновой щайбой 14. Отрицательный полюс тока подводится к катоду через стол 15, на котором монтируется одна из несколько ванн. Под ванной по ее оси установлен перемещающийся упор 16.
Устройство работает следующим образом.
Деталь 17 подают в ванну через втулку 11 и катод 13 и фиксируют упором 16. В этот момент клапан 5 открыт, что обеспечивает слив электролита, поступающего в ванну из циркуляционной системы. Затем перемещением копира 6 клапан закрывают и включают ток для нагрева. По окончании цикла нагрева клапан открывают, сливают из ванны электролит и перемещают упор 16, вследствие чего деталь выпадает из ванны. Необходимую длину нагреваемого участка детали устанавливают изменением положения стакана, поскольку тем самым изменяют уровень электролита и высоту активной поверхности анода в соответствии с длиной нагреваемой части детали. Положение детали, а именно ее нагреваемой части, относительно анода устанавливают упором 16. Изменением положения экранирующей втулки 11 можно изменять длину кольца детали, предохраняемого от перегрева. При переходе от одного диаметра изделий на другой производят 3aiyieHy катода 13 и втулки 11 на другие с соответствующими размерами отверстий.
Изменение длины нагреваемого участка детали производится изменением уровня электролита и одновременно с этим высоты анода путем вертикального перемещения стакана. Изменение высоты анода, а следовательно, и активной его поверхности, обращено к детали, возможно благодаря тому, что анод выполнен телескопическим. Закрепление наружного кольца анода на уровне отверстия обеспечивает минимальные потери электроэнергии в электролите. Закрепление внутреннего кольца анода на перегородке ванны позволяет изменять длину нагреваемой части детали практически с нуля.
Предлагаемое устройство обеспечивает качественный нагрев деталей в широком интервале длин нагреваемого участка за счет изменения уровня электролита и активной поверхности анода, что значительно расширяет область его применения для нагрева подковку и термическую обработку, в частности позволяет его использовать в мелкосерийном и ремонтном производстве.
Формула изобретения
Устройство для нагрева деталей в электролите, содержащее ванну с крышкой и внутренней перегородкой со сливными отверстиями, анод, экранирующую втулку, катод и упор, имеющий возможность перемещения, отличающееся тем, что, с целью обеспечения универсальности, втулка имеет возможность вертикального перемещения, а анод выполнен телескопнческим, при этом наружное кольцо анода соединено со втулкой, а внутреннее укреплено на перегородке ванны.
Источники информации, принятые во внимание при экспертизе
10
