Изобретение относится к литейному производству, в частности к способам литья цепей для цементной промышленности.
Известен способ отливки связанных смычек якорной цепи из звеньев с перемычками с вертикальным и взаимно перпендикулярным расположением в стержневой форме плоскостей четных и нечетных звеньев, уложенных на ребро с большими осями эллипсов в горизонтальных плоскостях (см. а.с. N 104485).
Недостатками этого способа являются низкая производительность и большая трудоемкость по зачистке линии разъема, а также значительное количество стержней, изготовленных из формовочных материалов.
Известен также кокиль для отливки цепей в две пары верхних полуформ и двух нижних полуформ, имеющих вертикальные и горизонтальные разъемы, применяемый для осуществления способа отливки цепей путем заливки собранного кокиля жидким металлом, выдержки его до полной кристаллизации, снятия верхних полуформ и извлечения отлитого звена и последующего вкладывания этого звена в паз нижних полуформ, закрытия верхних полуформ для заливки второго звена. После получения отлитого звена цикл повторяется до получения цепей требуемой длины (см. а.с. N 1215854, B 22 D 15/00).
К недостаткам этого технического решения следует отнести низкую стойкость оснастки и большую трудоемкость его изготовления.
Известен способ отливки якорных цепей путем заливки свободных звеньев в парных опоках в песчаные формы, а соединительные звенья формируют и заливают в опоках с металлическими перемычками и с распорками, между которыми проложено свободное звено, образующие после заливки якорную цепь (см. а.с. N 84743, взятый в качестве прототипа). Недостатком прототипа следует считать низкую производительность, сложную геометрию опок, требующие доработки их по линии разъема.
В основу настоящего изобретения поставлена техническая задача - повышение производительности, качества и надежности отливки цепей любой длины.
Это достигается тем, что отливку цепей осуществляют в песчаных формах, включающий отливку одинарных звеньев в одной паре опок и отливку связки звеньев в другой паре опок, при этом отливку одинарных звеньев осуществляют в многоместной форме с использованием многоместных стержней, оформляющих внутреннюю поверхность звеньев, а отливку связки осуществляют из трех звеньев с использованием соединительных стержней, в которых выполняют гнезда для укладки звеньев, а затем осуществляют соединение одинарных и тройных звеньев с использованием соединительных стержней.
Изобретение поясняется чертежами.
На фиг. 1 показана песчаная форма для отливки отдельных звеньев с использованием многоместных стержней.
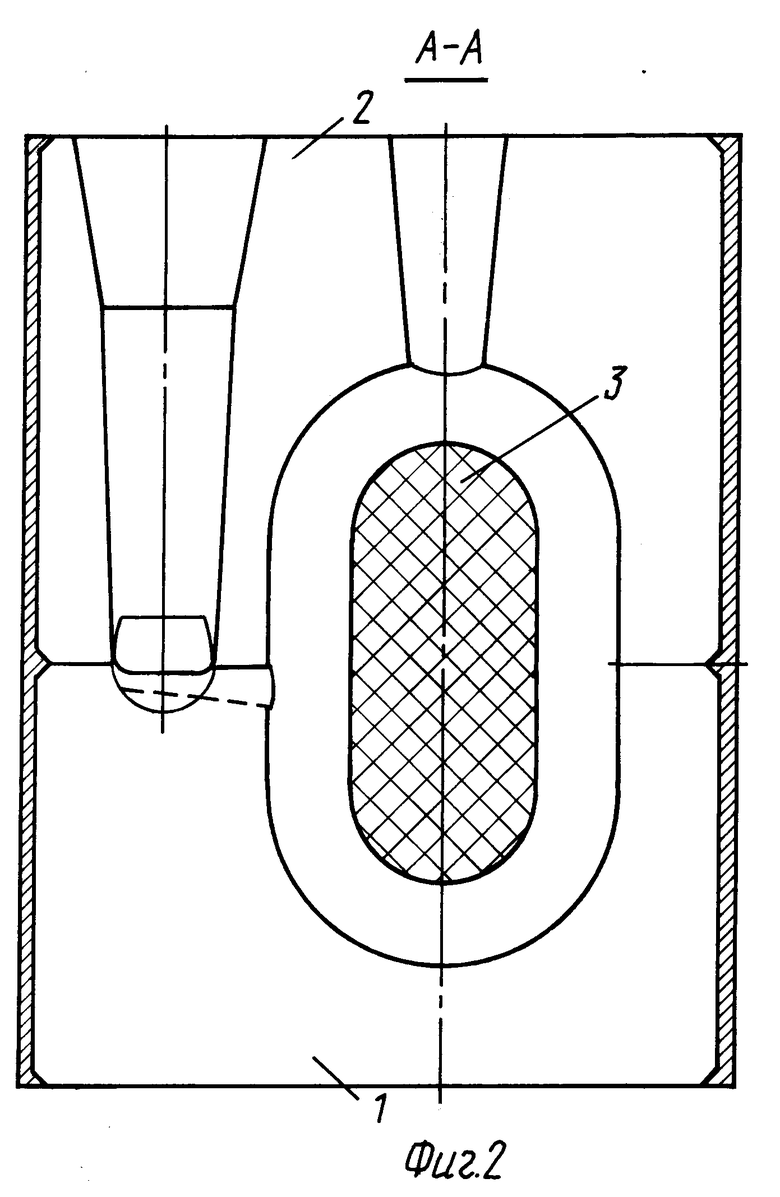
На фиг. 2 показан разрез формы по А-А фиг. 1.
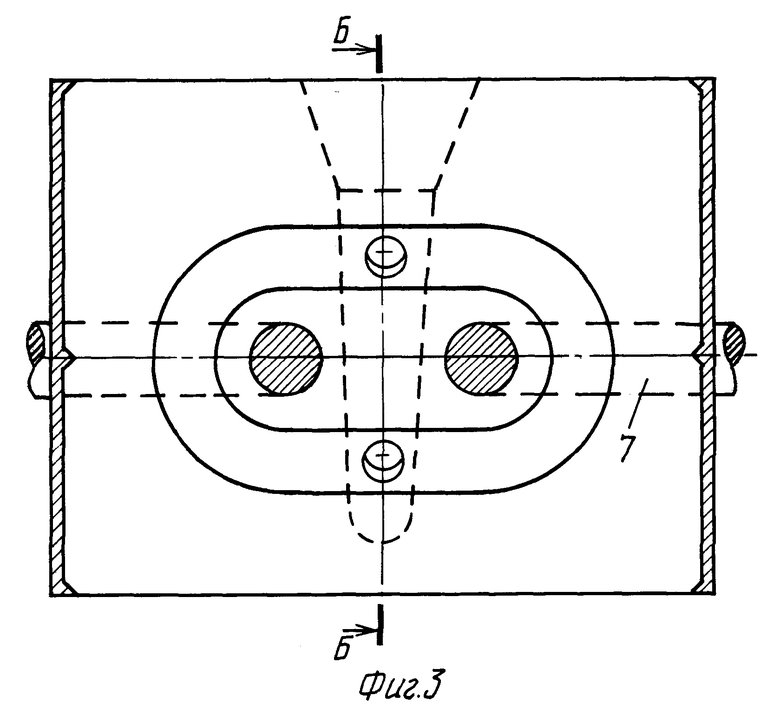
На фиг. 3 показана песчаная форма в разрезе для отливки требуемого количества связок тройных звеньев с использованием соединительных стержней.
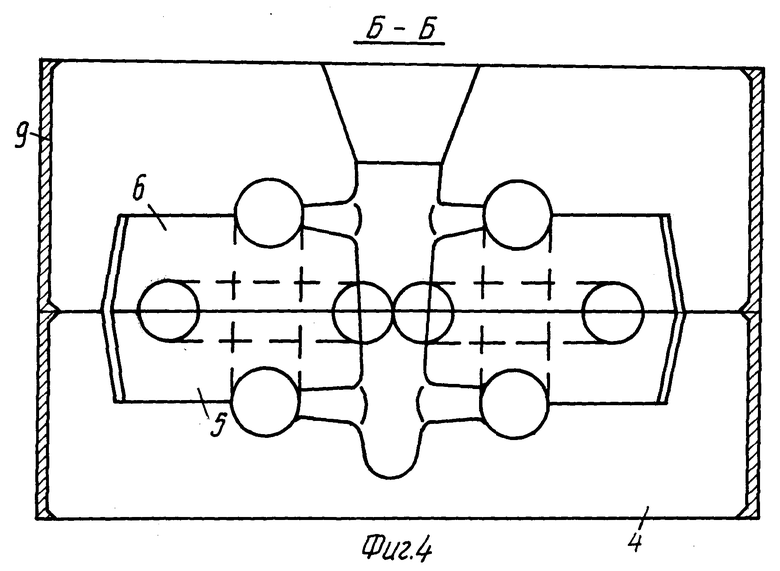
На фиг. 4 показан разрез по Б-Б фиг. 3.
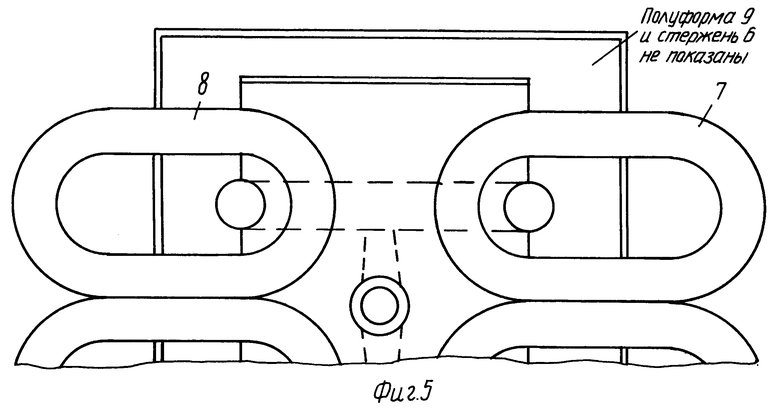
На фиг. 5 показан вид формы в плане фиг. 3.
Форма, показанная на фиг. 1 и 2, состоит из полуформ низа 1 и верха 2 и многоместного стержня 3.
Форма, показанная на фиг. 3, 4 и 5, состоит из полуформы низа 4, соединительных стержней 5 и 6, отлитого отдельного звена 7 и тройного звена 8 и верхней полуформы 9.
Способ осуществляется следующим образом:
Для отливки отдельных звеньев (фиг. 1) стержень 3 укладывается в нижнюю полуформу 1. Затем нижняя полуформа накрывается верхней полуформой 2. Готовая форма заливается жидким металлом, выдерживается до полной кристаллизации. После охлаждения верхняя полуформа 2 снимается и из нижней полуформы 1 извлекается блок отдельных звеньев и направляется на отделение их от литниково-питающей системы.
Для отливки требуемого количества связок тройных звеньев сборка формы производится в следующем порядке.
Соединительный стержень 5 укладывается в нижнюю полуформу 4. Затем устанавливают в нижнюю полуформу 4 отдельные звенья 7 для формирования тройных связок. После этого укладывают стержень 6 и нижнюю полуформу 4 накрывают верхней полуформой 9. Готовую форму заливают жидким металлом, выдерживают до полной кристаллизации. После охлаждения верхняя полуформа 9 снимается и из нижней полуформы 4 извлекают связки из трех звеньев. После удаления литниковой системы связки из трех звеньев направляются на участок сборки форм для формирования цепей необходимой длины к ранее установленной полуформе приставляется другая полуформа.
Технологический процесс способа отливки цепей осуществляют в следующей последовательности: отливают одинарные звенья в многоместной форме с использованием многоместных стержней, оформляющих внутреннюю поверхность звеньев, затем отливают связки из трех звеньев с использованием соединительных стержней, в которых выполняют гнезда для укладки звеньев, после чего осуществляют соединение одинарных и тройных звеньев с использованием соединительных стержней и полуформ. Этим достигается возможность отливки цепей любого калибра и конфигурации, а также любой длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОСТОЙКАЯ СТАЛЬ | 1998 |
|
RU2124067C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| Форма для литья цепей с распорками | 1988 |
|
SU1507514A1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
| Литейная форма для отливки железнодорожной крестовины | 1977 |
|
SU749541A1 |
| Способ изготовления кокилей | 1980 |
|
SU910342A1 |
| СТАЛЬ | 1999 |
|
RU2164261C1 |
| Кокиль для отливки цепей | 1979 |
|
SU859021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
Изобретение относится к литейному производству, в частности к способам литья цепей для цементной промышленности. В многоместной форме с использованием многоместных стержней отливают отдельные звенья цепи. Затем отливают связку из трех звеньев в другой паре опок с использованием соединительных стержней. Затем осуществляют соединение одинарных и тройных звеньев с использованием соединительных стержней и полуформ. Обеспечивается повышение производительности, качества отливки цепей. 5 ил.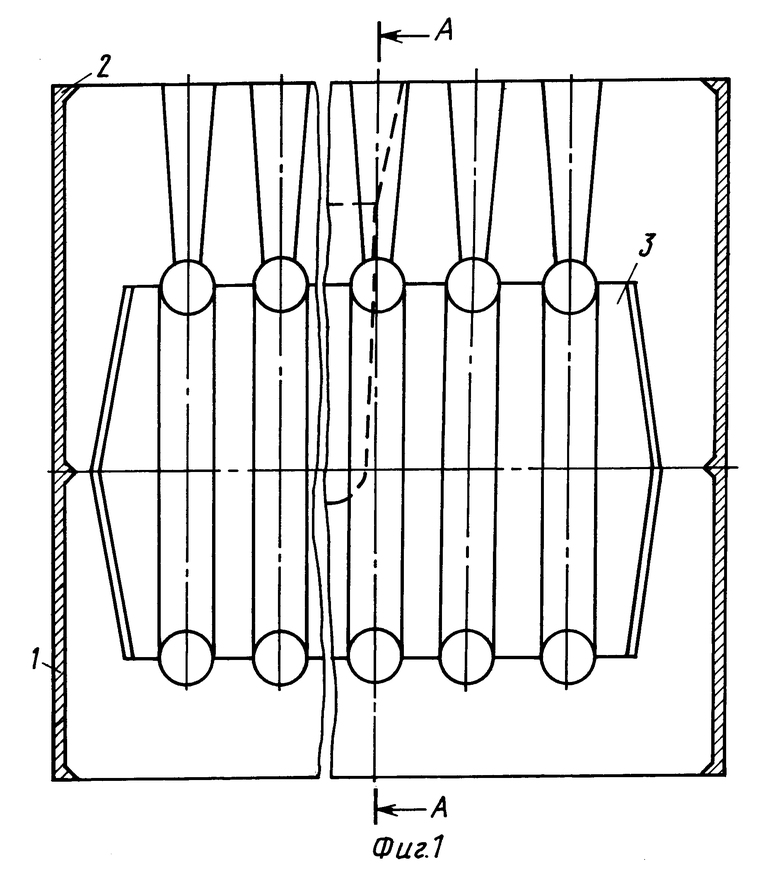
Способ отливки цепей в песчаных формах, включающий отливку одинарных звеньев в одной паре опок и отливку связки звеньев в другой паре опок, отличающийся тем, что отливку одинарных звеньев осуществляют в многоместной форме с использованием многоместных стержней, оформляющих внутреннюю поверхность звеньев, отливку связки осуществляют из трех звеньев с использованием соединительных стержней, в которых выполняют гнезда для укладки звеньев, а затем осуществляют соединение одинарных и тройных звеньев с использованием соединительных стержней.
| 0 |
|
SU84743A1 | |
| US 3690369 A, 12.09.72 | |||
| РАСТВОР ДЛЯ ЗАКАНЧИВАНИЯ И ГЛУШЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ ГАЗОВЫХ СКВАЖИН | 1997 |
|
RU2136717C1 |
| Способ отливки металлом одной плавки связанной смычки якорной цепи | 1954 |
|
SU104485A1 |
