Изобретение относится к области литейного производства, в частности, к способу получения отливок в формах.
Наиболее близким к предлагаемому по технической сущности является способ получения отливок путем заливки сплава в форму, в которую, с целью получения качественной внутренней поверхности заготовки, предварительно перед заливкой устанавливают средство в виде стержня с вентиляционными каналами, обеспечивающими удаление газов из области внутренних полостей. После получения отливки стержни извлекаются и заготовка вынимается из формы (см. авторское свидетельство СССР N 204512 кл. B 22 C 9/10).
Недостатком такого способа является то, что он не обеспечивает получение отливок со сплошными, без отверстий, стенками, что ведет к увеличению трудоемкости изготовления таких отливок, поскольку для заделки вышеуказанных отверстий требуются дополнительные операции. Кроме того, ухудшается качество заготовки в зоне заделки сквозных отверстий.
Технический результат, который может быть достигнут от использования данного технического решения, заключается в снижении трудоемкости изготовления отливок, а также повышении качества таких отливок путем обеспечения затягивания в процессе кристаллизации отверстий, образуемых от извлеченных средств для выхода газов, и обеспечения благоприятных условий для пропитки жидким сплавом.
Указанный технический результат достигается за счет того, что в способе получения отливки путем заливки сплава в форму, в которой предварительно перед заливкой сплава организуют с возможностью его извлечения средство, предназначенное для обеспечения выхода в атмосферу газов, образующихся в процессе литья, а извлечение средства для выхода газов осуществляют непосредственно во время кристаллизации сплава при температуре на 50-70oC выше линии солидуса.
Получение отливок со сплошными стенками при литье, например, в земляные формы осуществляется следующим образом:
В собранной земляной форме перед заливкой сплава устанавливается с возможностью извлечения его из формы средство для обеспечения выхода в атмосферу газов (например, трубка, в заборной части которой установлена пробка со сквозным отверстием). Установка осуществляется таким образом, чтобы заборная часть трубки касалась поверхности песчаного стержня в зоне интенсивного выделения газа при заливке формы жидким сплавом. При этом материал трубки и пробки выбирают таким, чтобы их температура плавления была выше температуры плавления заливаемого сплава.
В подготовленную таким образом форму заливают жидкий сплав при технологически необходимой температуре. По мере заполнения формы воздушные включения и образуемые при сгорании связующих стержня газы выходят в атмосферу по трубке через указанное выше отверстие в пробке. После заполнения формы сплавом и охлаждения до температуры на 50-70oC выше температуры солидуса трубку извлекают из отливки и формы. Образуемая при этом полость, в силу неполной кристаллизации сплава, заполняется последним и, таким образом, ликвидируется несплошность стенки отливки. Образование в этот период газов в стержне идет менее интенсивно, чем в начале заливки, и потому они уже не способны проникнуть в толщу кристаллизирующейся отливки и, как следствие, вызвать газовые дефекты в виде пузырей, пористости и т.д. Благодаря этому обеспечивается высокое качество отливки и в зоне организации средства для обеспечения выхода в атмосферу газов.
При температуре залитого сплава, превышающей линию солидуса менее чем на 50oC, средство для обеспечения выхода газов в атмосферу извлекается с трудом из-за вязкости сплава, и это может привести к образованию сквозного отверстия в стенке отливки в зоне извлечения указанного средства.
Извлечение средства для обеспечения выхода газов в атмосферу при температуре выше линии солидуса более чем на 70oC сопряжено с появлением газовых дефектов в зоне заполнения жидким сплавом освобожденной полости в стенке отливки, так как при такой температуре сплав имеет слабую вязкость и интенсивно образующийся при сгорании связующих материалов газ, особенно интенсивно в зоне установки указанного средства, под повышенным давлением внедряется в сплав, что и ведет к повышенной рыхлости отливки.
Пример конкретного выполнения.
На рисунке представлена форма со средством для отвода газов, предназначенная для отливки корпуса гидропривода предлагаемым способом.
Земляная форма 1 имеет песчаный стержень 2, массивная часть которого лежит на металлическом знаке 3. В форме 1 установлена трубка 4, в заборной части которой расположена пробка 5 с вентиляционным отверстием 6. Заборная часть трубки 4 установлена на песчаном стержне 2 в зоне наибольшего скопления газов, а верхняя часть сообщена с отсасывающим устройством (на рисунке не показано). Трубка 4 и пробка 5 выполнены из малоуглеродистой стали.
Полость формы была залита магниевым литейным сплавом МЛ10 при температуре 740oC. Воздушные включения и образовавшиеся газы в массивной части стержня 2 через отверстие 5 в пробке 4 удалялись через отсасывающее устройство в атмосферу.
При температуре 610oC трубка 4 была извлечена из отливки и формы 1. Образовавшаяся после извлечения трубки 4 полость заполнилась вязким магниевым сплавом и тем самым была обеспечена сплошность стенки отливки. Исследования отливки показали, что ее внутренние поверхности, в том числе в зоне удаленной трубки, не имеют дефектов литейного характера в виде газовых пузырей, раковин и т.д.
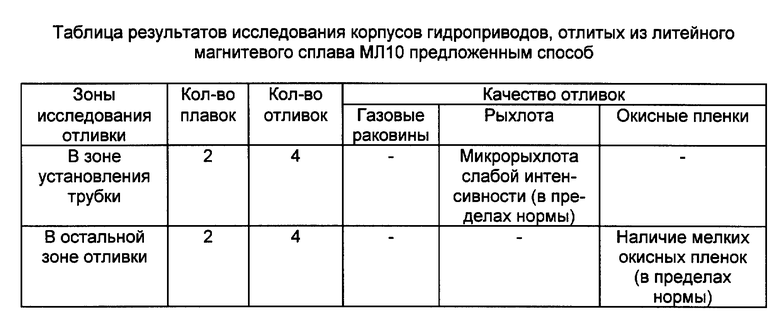
Полученные данные свидетельствуют (см. таблицу) о том, что заявленное техническое решение обеспечивает сплошность стенок отливки, при этом отливка имеет плотную структуру в зоне удаленной трубки и удовлетворят требованиям чертежа.
Анализ результатов исследования отливок из магниевого сплава МЛ10, отлитых предложенным способом, показал, что он обеспечивает сплошность отливки при сохранении качества по плотности во всех зонах, в том числе и в зоне удаленной трубки, исключает необходимость в дополнительных операциях и тем самым снижает трудоемкость получения заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 1997 |
|
RU2120834C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1997 |
|
RU2123908C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕРЖНЕЙ | 1992 |
|
RU2038892C1 |
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ РАБОТЫ ЭКЗОТЕРМИЧЕСКИХ И ИЗОТЕРМИЧЕСКИХ ВСТАВОК ДЛЯ ПРИБЫЛЕЙ | 2014 |
|
RU2577877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНЫХ КОЛОДОК С ОБЛИЦОВКОЙ РАБОЧИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2427445C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2002 |
|
RU2225278C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ | 2001 |
|
RU2201313C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2005 |
|
RU2319577C2 |
Способ относится к литейному производству. Перед заливной сплава в форму в ней размещают средство для обеспечения выхода в атмосферу газов, образующихся в процессе литья. Во время кристаллизации сплава при температуре на 50-70oС выше линии солидуса средство извлекают. В процессе кристаллизации отверстие, образующееся от извлеченного средства, затягивается. Обеспечиваются благоприятные условия для подпитки отливки жидким сплавом. 1 табл., 1 ил.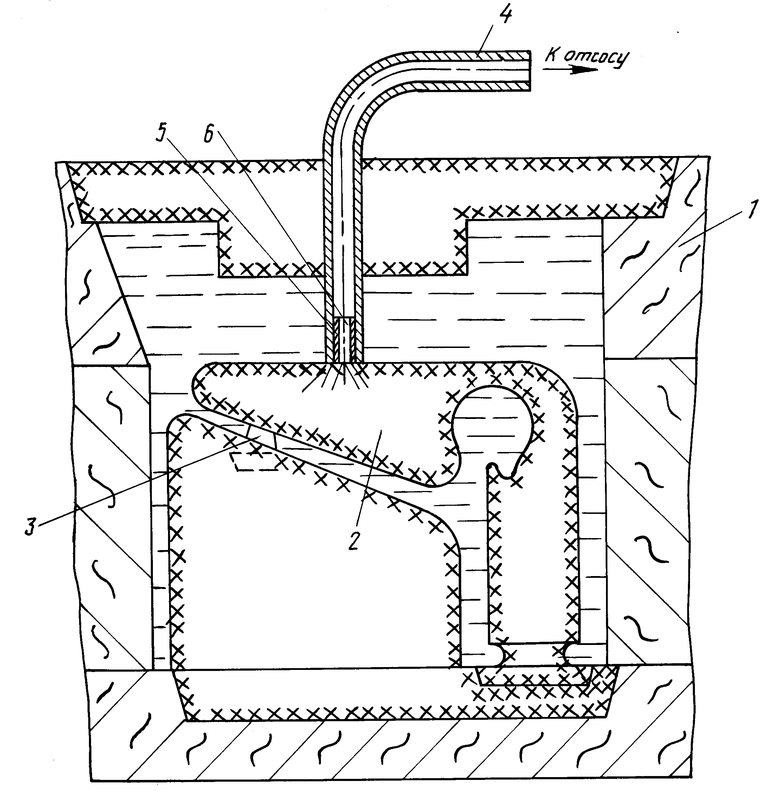
Способ получения отливки, включающий размещение в форме средства для обеспечения выхода в атмосферу газов, образующихся в процессе литья, и заливку сплава в форму, отличающийся тем, что во время кристаллизации сплава при температуре на 50 - 70oC выше температуры солидуса средство для выхода газов извлекают.
| СТЕРЖЕНЬ ДЛЯ ОФОРМЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИОТЛИВКИ | 0 |
|
SU204512A1 |
| Устройство для регулирования газового обмена в литейной форме | 1978 |
|
SU733857A1 |
| Способ управления литейными процессами,преимущественно,в газопроницаемой форме и устройство для осуществления способа | 1975 |
|
SU531656A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ГАЗООБМЕНУ В ЛИТЕЙНОЙ ФОРМЕ | 0 |
|
SU337197A1 |

