Изобретение относится к литейному производству и предназначено для получения отливок из различных металлов и сплавов, в том числе и высокоактивных, типа титана, ниобия - тантала, никеля - хрома, кобальта, и может быть использовано для производства зубных протезов, а также ювелирных изделий и в области машиностроения.
Известен способ получения отливок из металлов и сплавов в разогретой заранее заливочной форме путем индукционной плавки металла в керамическом тигле с последующей заливкой и уплотнением расплава за счет избыточного давления инертного газа.
Литейная установка DUKATRON SERIE 3 фирма Ugin Dentaire, Франция
Internet: www.Stomatorg.ru
E-mail: mail@Stomatorg.ru
К недостаткам известного способа относится:
- осаждение части расплава на стенках керамического тигля, что не позволяет производить плавку драгоценных металлов в малых объемах;
- ресурс керамического тигля ограничен, выдерживает от 1 до 5 плавок;
- заливка и уплотнение расплава за счет избыточного давления требуют жесткой синхронизации по времени, что, в свою очередь, приводит к усложнению управлением процесса и соответственно к удорожанию выпускаемых изделий;
- время заливки ограничено. Задержки по времени при заливке и уплотнении металла в форме, особенно, ощутимы на малогабаритных и тонкостенных изделиях. Увеличение времени заливки и погрешность в синхронизации по управлению процессом приводят к непроливу, образованию раковин, пор и трещин, возникающих при кристаллизации;
- производят предварительный подогрев форм, для которого необходимо дополнительное оборудование, и не обеспечивают температуру расплава в форме выше температуры кристаллизации;
- при плавке высокоактивных металлов происходит их взаимодействие с материалом тигля;
- ограничена область применения, т.к. предусматривает плавку металлов и сплавов малых объемов - до 40 г с образованием гарнисажа.
Известен способ индукционной плавки и рафинирования высокоактивных металлов с формированием слитка в охлаждаемом секционном кристаллизаторе и установки для его осуществления (Интернет сайт Шейко И.В. Новые технологии и оборудование для индукционной плавки металлов и сплавов http://paton, riev.ua.ru, s/News/news040603.html).
Известный способ вакуумной индукционной плавки металлов и сплавов, в т.ч. высокореакционных, заключается в том, что при помощи индуктора небольшой высоты в секционном охлажденном кристаллизаторе производят плавку с последующей кристаллизацией металла, который подают порциями. Для последующего формирования слитка плавильную зону перемещают вдоль кристаллизатора, либо оставляют неподвижной, слиток вытягивают из кристаллизатора.
Индуктор и секционный кристаллизатор с охлаждаемой стенкой в своей совокупности и взаимосвязи образуют зоны загрузки, плавки, кристаллизации и формования слитка и выполняют соответственно функции тигля, формы и индуктора.
К причинам, препятствующим достижению указанного ниже технического результата, относится то, что известный способ предопределяет:
- искажение электромагнитного поля в плавильной зоне и увеличение потерь электроэнергии на плавку, обусловленных разогревом стенок охлаждаемого секционного кристаллизатора;
- неравномерная плотность и неоднородность в структуре отливки, образование микротрещин в переходных зонах между расплавом в кристаллизаторе и остывшей наращиваемой заготовкой (изделием) вследствие больших перепадов температур;
- невозможность обеспечения температуры всей массы отливки до температуры выше температуры кристаллизации;
- получение отливок простейшей формы (круг, квадрат и т.п.);
- не достигается эффект получения тонкостенных изделий сложных форм и конфигураций и изделий малой массы;
- ограничены технологические возможности.
Наиболее близким по технической сущности и достигаемому результату к заявленному изобретению является способ, включающий загрузку заготовки, вакуумирование, индукционную плавку заготовки, заполнение формы с последующей кристаллизацией расплава, выполняемые в одном техническом средстве, при этом плавку осуществляют над формой с одновременным уплотнением расплава в форме - патент US 4580617 А, В22D 18/00 - (1).
К причинам, препятствующим достижению указанного ниже технического результата, относится то, что для известного способа характерны:
- процессы плавления заготовки и заполнение литейной формы осуществляются последовательно - сначала расплавление, на завершающей стадии плавления из углубления вставки с инертным газом подается импульс высокого давления для инжекционного движения расплавленного металла через литники в полость литейной формы;
- разогрев литейной формы;
- операцию уплотнения осуществляют после полного расплавления заготовки - данный способ уплотнения возможен только с подогревом литейной формы. Разогрев литейной формы не допустим при расплавлении высокоактивных металлов и сплавов, таких как титан, ниобий, кобальт и т.п., так как материал формы вступает в химическую реакцию с расплавляемым металлом, т.е. известная установка и способ имеют ограниченные технологические возможности - предназначены для расплавления драгметаллов, хромоникелевых сплавов, а также для легких металлов, которые с трудом поддаются литью и модифицируются в слитки в центрифуге, а также металлов, которые плохо поддаются нагреву индукцией. Кроме того, для осуществления данного способа требуется оснащение плавильно-заливочной установки (ПЗУ) блоком контроля и управления параметрами процесса плавки и заливки в литейную форму. Необходимость в блоке обусловлена технологией - контроль температуры расплава, контроль давления, исполнительные функции - время нагрева, время подачи инертного газа для заполнения формы, управление клапанами, вакуумным насосом и т.п.
Задачей предлагаемого технического решения является создание способа получения отливок из металлов и сплавов, позволяющий с минимальными технико-экономическими затратами производить качественную плавку любых марок металлов и сплавов, включая высокореакционные, с использованием плавильно-заливочной установки (ПЗУ) упрощенной конструкции.
Достигаемый технический результат - возможность проведения одновременно операций плавки заготовки, заливки расплава в литейную форму и уплотнения, исключения взаимодействия расплава с материалом литейной формы, что позволило расширить технологические возможности способа, получить качественные отливки из любых марок металлов и сплавов, в том числе высокореакционных, осуществить способ на плавильно-заливочной установке (ПЗУ) упрощенной конструкции.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе получения отливок, включающем загрузку заготовки, вакуумирование, индукционную плавку заполнение формы и уплотнение с последующей кристаллизацией, выполняемые в одном техническом средстве, операции - плавку заготовки, заполнение формы и уплотнение осуществляют одновременно.
Следует отметить, что в уровне техники широко известны операции плавки, заливки, уплотнения, выполняемые по отдельности, последовательно. Однако при поиске не было выявлено аналогов на способы, которые предусматривали бы одновременный процесс проведения операций плавки заготовки над неподогреваемой формой заполнения расплавом литейной формы и уплотнения расплава.
Заявляемый способ получения отливок из металлов и сплавов в новой совокупности и взаимосвязи существенных признаков позволяет получить новый технический результат, не присущий известным аналогичным техническим решениям на способы, а также заявляемым отличительным от прототипа признакам, известным порознь.
На чертеже представлена схема установки для получения отливок из металлов и сплавов со средствами осуществления операций способа.
Установка включает в себя вакуумную камеру 1 с установленным в ней индуктором 2. В индукторе 2 размещена форма 3, например, из керамики, формовочной смеси, связанная с виброустройством 4 для уплотнения расплава. В верхней части индуктора 2 над формой 3 образована загрузочная зона 5 для плавки заготовки 6. Заготовка 6 может располагаться над литниковым каналом непосредственно на верхней части формы, может вывешиваться в магнитном поле или автоматически подаваться в загрузочную зону 5 по мере плавки.
Способ осуществляется следующим образом. Заготовку 6 помещают в зону загрузки 5 в индукторе 2 над формой 3. Вакуумируют камеру 1 и в зависимости от объема и марки материала заготовки 6 устанавливают время плавки и производят включение установки. При этом одновременно включают индуктор 2 и устройство уплотнения 4 расплава в форме 3. Требуемое время плавки подбирают опытным путем, оно определяет момент окончания плавки в зависимости от объема и марки материала при полном заполнении и уплотнении расплава в форме 3. После подачи напряжения на индуктор 2 начинается разогрев заготовки 6 с последующей плавкой. По мере плавления заготовки 6 металл стекает в неподогреваемую форму 3 с одновременным уплотнением виброустройством 4 для обеспечения гарантированного заполнения расплавом всех полостей формы 4. Часть тепла от расплава передается стенкам формы и его температура начинает снижаться. Для устранения возможности преждевременной кристаллизации расплава форма установлена в индукторе 2. За счет прохождения магнитных полей индуктора 2 через расплав в форме 3 температура расплава обеспечивается на уровне выше, чем температура кристаллизации. При полном заполнении и уплотнении расплава в форме по заданному времени установка отключается автоматически. Производят разгерметизацию камеры 1. Охлаждение отливки производят на воздухе вместе с формой 3.
Предлагаемый способ с использованием описанной установки дают возможность получать качественные отливки из любых металлов и сплавов, в том числе, высокореакционных, а также тонкостенных изделий любой формы, конфигурации и объема.
Заявляемый способ по сравнению с прототипом при достижении равных качественных характеристик позволяет производить плавку из любых металлов и сплавов, в том числе, высокореакционных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ДЕТАЛЕЙ С ГРАНУЛЯРНОЙ СТРУКТУРОЙ | 2007 |
|
RU2375147C2 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК ИЗ ВЫСОКОАКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319578C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| Способ получения отливки | 1988 |
|
SU1585058A1 |
Изобретение относится к литейному производству и может быть использовано для производства зубных протезов, ювелирных изделий и для получения отливок из различных металлов и сплавов, в том числе высокоактивных. Заготовку помещают в зону загрузки в индукторе над литейной формой. Осуществляют вакуумирование и индукционную плавку заготовки. По мере плавления заготовки расплав стекает в литейную форму. Одновременно с заполнением формы осуществляют уплотнение расплава в ней. Температуру расплава в форме до полного заполнения ее поддерживают выше температуры кристаллизации расплава. Охлаждение отливки производят на воздухе вместе с формой. Достигается снижение энергозатрат и повышение качества отливок. 1 ил.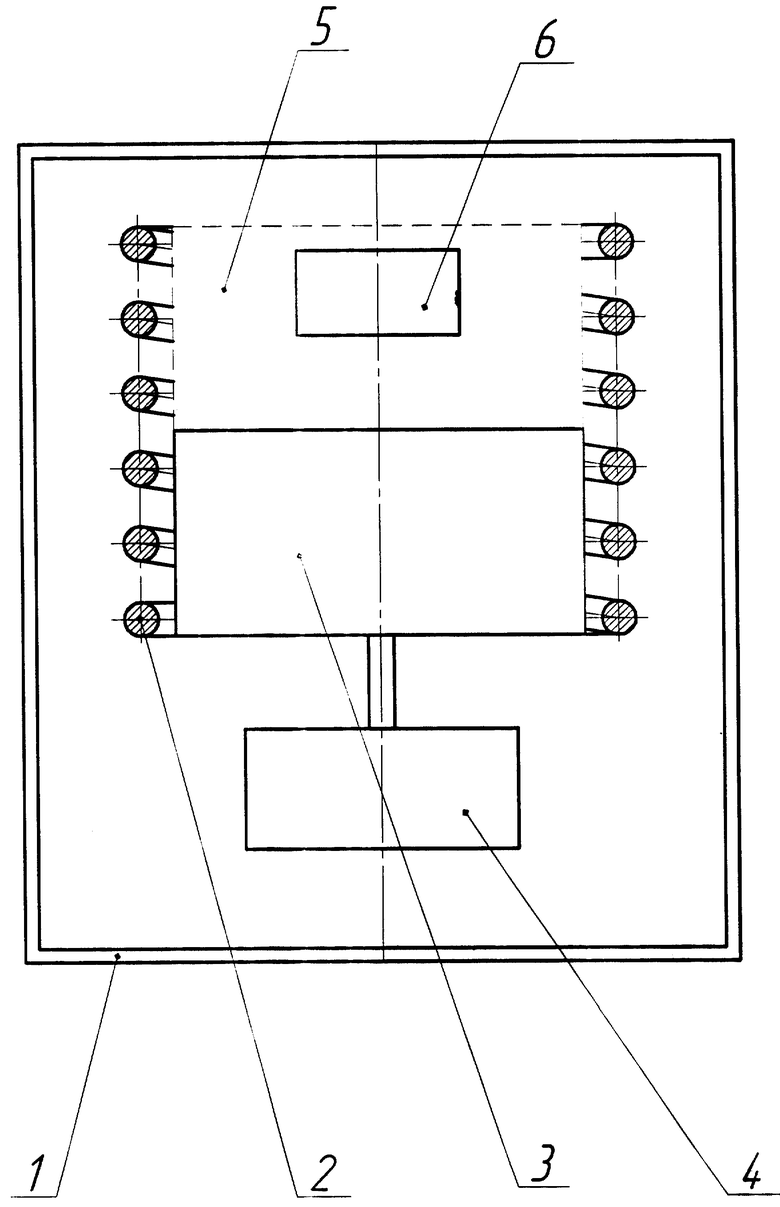
Способ получения отливок из металлов и сплавов, включающий размещение заготовки в зоне загрузки индуктора над литейной формой, вакуумирование, индукционную плавку заготовки, заполнение литейной формы расплавом, кристаллизацию расплава, отличающийся тем, что заполнение литейной формы расплавом осуществляют по мере плавления заготовки и отекания расплава в форму с одновременным уплотнением в ней расплава, при этом температуру расплава в форме до полного заполнения формы поддерживают выше температуры кристаллизации расплава.
| US 4580617 A, 08.04.1986 | |||
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| US 4254817 A, 10.03.1981 | |||
| Устройство для литья под давлением | 1989 |
|
SU1752502A1 |
| СПОСОБ ШТАМПОВКИ И ИМПУЛЬСНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА - "ИМПУЛЬСНОЙ ОБЪЕМНОЙ ШТАМПОВКИ" | 2000 |
|
RU2194595C2 |

