Изобретение относится к металлургии, в частности к обработке металлов давлением, а именно к холодной прокатке металла на многоклетьевых станах.
Из предшествующего уровня техники известен способ холодной прокатки металла, включающий предварительное промасливание полос перед прокаткой, деформацию между валками и охлаждение валков водой (авт. св. СССР 304022, кл. В 21 В 45/02, 1969).
Однако этот способ прокатки характеризуется низкой производительностью и низким качеством поверхности проката (не обеспечивается необходимая чистота поверхности проката).
За прототип предложенного изобретения выбран способ холодной прокатки металла, включающий нанесение на подкат промасливателя, содержащего минеральное масло, антифрикционную присадку и эмульгатор, деформацию металла между валками с подачей на валки водомасляной эмульсии, масляная составляющая которой содержит минеральное масло, антифрикционную присадку и эмульгатор (справочник Грудева А.П. и др., Трение и смазка при обработке металлов давлением. - М.: Металлургия, 1982, с. 143, 168-171).
Однако способ по прототипу характеризуется сравнительно низкой производительностью процесса прокатки и не позволяет снизить загрязненность поверхности проката.
Задачей изобретения является снижение загрязненности поверхности проката и увеличение производительности процесса прокатки.
Сущность изобретения заключается в том, что в качестве антифрикционной присадки промасливателя используют синтетические жирные кислоты (СЖК) фракции не ниже С17 в количестве не менее 0,5 мас.%, а в качестве антифрикционной присадки масляной составляющей эмульсии используют СЖК фракции С10 - С16 в количестве не менее 1 мас.%. Кроме того, в составе промасливателя используют минеральное масло с вязкостью, не менее чем в 1,2 раза превышающей вязкость минерального масла, входящего в состав масляной составляющей эмульсии, а концентрацию эмульгатора в промасливателе поддерживают на уровне в 1,3-15 раз ниже концентрации эмульгатора в масляной составляющей эмульсии.
Применение в промасливателе в качестве антифрикционной присадки СЖК фракции С17 и выше обеспечивает высокие смазочные свойства промасливателя в процессе деформации металла между валками. В результате уменьшается количество продуктов износа и разложения промасливателя, выносимых на поверхности металла из очага деформации.
Применение в масляной составляющей эмульсии в качестве антифрикционной присадки СЖК фракции С10 - С16 обеспечивает достаточно высокие смазочные свойства.
Наличие СЖК фракции ниже С10 снижает смазочные свойства эмульсии, что проявляется в увеличении выхода продуктов износа из очага деформации и загрязненности поверхности проката. Наличие СЖК фракции выше С16 приводит к снижению стабильности эмульсии и выделению масляной составляющей из эмульсии на поверхности проката в виде масляных пятен.
Повышенная вязкость минерального масла в промасливателе способствует его лучшей адгезии и равномерному распределению на поверхности подката. В результате увеличивается толщина смазочной пленки, что приводит к снижению энергозатрат на деформацию металла и соответствующему увеличению произвольности процесса прокатки. Загрязнения на поверхности готового проката также распределяются равномерно, что улучшает его внешний вид и снижает количество дефектов "пятна от эмульсии". Необходимое количество эмульгатора в эмульсии должно обеспечивать ее стабильность. Снижение концентрации эмульгатора в промасливателе необходимо для прекращения его смыва с поверхности металла эмульсией по мере прохождения между валками. Промасливатель должен оставаться на поверхности металла до последнего прохода между валками и обеспечивать эффективную смазку в очаге деформации, чем обеспечивается снижение энергозатрат на прокатку металла. Необходимое количество эмульгатора должно обеспечивать смыв продуктов износа и разложения промасливателя с поверхности проката.
Предложенный способ осуществляли следующим образом.
На подкат толщиной 3-6 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oC 46-63 мм2/с (ГОСТ 20799-75). СЖК фракций С10 - С16, C17 - C20(ГОСТ 23239-89) количестве 0,45-7 мас.%, эмульгатор - стеарокс-6 (ГОСТ 8980-75) в количестве 0,33-4,25 мас.%. Расход промасливателя составил 70 г/тн проката.
Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 1-2 мм. На валки подавали 0,3 - 2,5%-ную эмульсию в количестве 900 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 40-42 мм2/с (ГОСТ 20799-75), СЖК фракций С9 - C10, C10 - С16, СТ 20 (ГОСТ 23239-89) в количестве 0,9-10 мас.%, эмульгатор - стеарокс-6 (ГОСТ 8980-75) в количестве 5,0-5,3 мас.%. Изучали влияние состава промасливателя и масляной составляющей эмульсии, качество поверхности проката и производительность процесса прокатки. Качество поверхности оценивали по загрязненности и количеству проката, отсортированного из первой группы отделки поверхности проката во вторую группу по дефекту "пятна от эмульсии". Увеличение производительности процесса прокатки оценивали по увеличению скорости прокатки в последней клети.
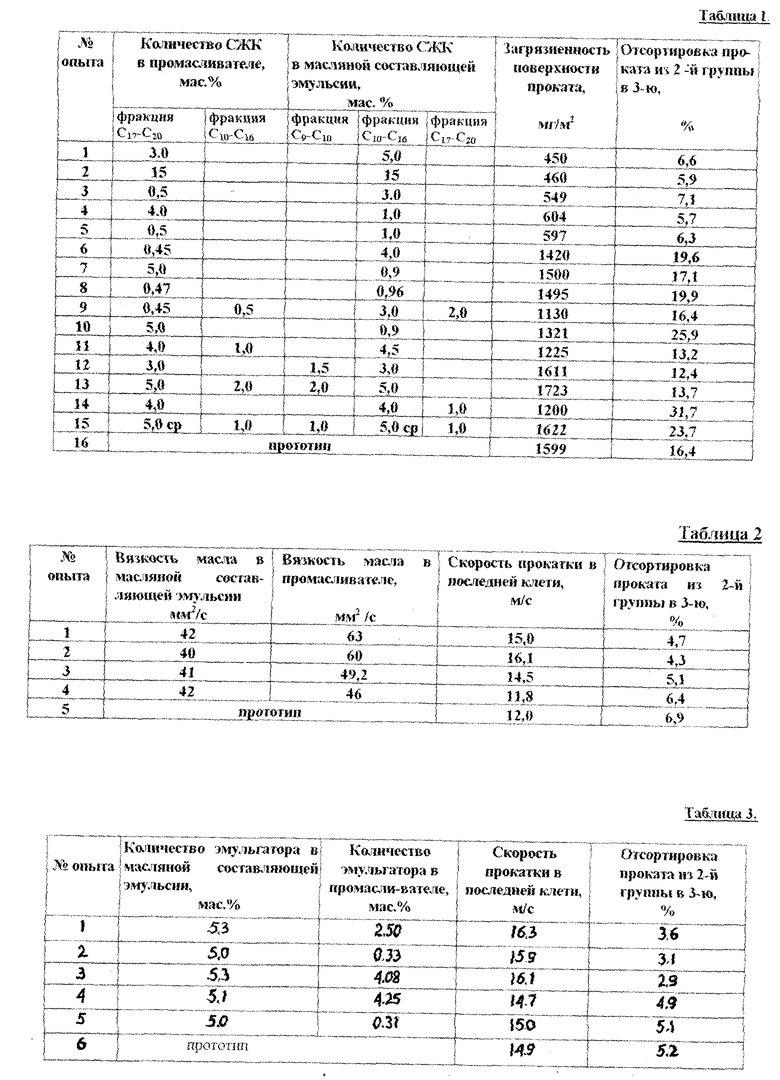
В табл. 1 приведены результаты промышленных испытаний описываемого способа холодной прокатки металла при разных количествах и разных фракциях СЖК в составе промасливателя и масляной составляющей эмульсии. При количестве СЖК фракции С17 - С20 в промасливателе и фракции С10 - С16 в масляной составляющей эмульсии выше заданных нижних пределов (опыты 1, 2) загрязненность поверхности проката составила 450, 460 мг/м2, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" - 6,6, 5,9%. У прототипа эти параметры составили соответственно 1599 мг/м2 и 16,4% (см. опыт 16). Положительный эффект достигался. При любых больших количествах СЖК в данных составах положительный эффект также достигался. Увеличение количества СЖК в промасливателе и масляной составляющей эмульсии выше 15 мас.% нецелесообразно из экономических соображений.
Также достигался положительный эффект при поддерживании количества СЖК на нижних допустимых пределах (см. опыты 3, 4, 5). Когда количество СЖК заданных фракций находилось на уровне нижних запредельных значений, положительный эффект не достигался (см. опыты 6, 7, 8). Положительный эффект не достигался при наличии в составах промасливателя и масляной составляющей эмульсии других фракций СЖК, отличающихся от заданных (см. опыты 9-15).
В табл. 2 приведены результаты промышленных испытаний описываемого способа холодной прокатки металла при разной вязкости минеральных масел в составе промасливателя и масляной составляющей эмульсии. Количество СЖК фракции С17 - С20 в промасливателе и фракции С10 - С16 в масляной составляющей эмульсии составляло соответственно 3 и 5 мас.%. Вязкость минерального масла в масляной составляющей эмульсии составляла 40-42 мм2/с.
При вязкости минерального масла в промасливателе выше заданного нижнего предела (см. опыты 1, 2) скорость прокатки составила 15 м/с и 16,1 м/с, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 4,7 и 4,3%. У прототипа эти параметры составили соответственно 12 м/с и 6,9% (см. опыт 5). Положительный эффект достигался. Также достигался положительный эффект при поддерживании вязкости минерального масла в промасливателе на нижнем допустимом пределе (см. опыт 3). Когда вязкость минерального масла в промасливателе находилась на уровне нижнего запредельного значения, положительный эффект не достигался (см. опыт 4).
В табл. 3 приведены результаты промышленных испытаний описываемого способа холодной прокатки металла при разном количестве эмульгатора в составе промасливателя и масляной составляющей эмульсии. Количество СЖК фракции С17 - С20 в промасливателе и фракции С10 - С16 в масляной составляющей эмульсии составляло соответственно 3 и 5 мас.%. Вязкость минерального масла в масляной составляющей эмульсии и промасливателе составляла соответственно 40 и 60 мм2/с. Количество эмульгатора в масляной составляющей эмульсии составляло 5,0-5,3 мас.% (оптимальное количество, необходимое для получения стабильной эмульсии при минимальных затратах). При количестве эмульгатора в промасливателе в заданных пределах (опыт 1) скорость прокатки составила 16,3 м/с, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 3,6. У прототипа эти параметры составили соответственно 14,9 м/с и 5,2% (опыт 6). Положительный эффект достигался. Также достигался положительный эффект при поддерживании количества эмульгатора в промасливателе на нижнем и верхнем допустимых пределах (см. опыты 2, 3). Когда количество эмульгатора в промасливателе находилось на уровне нижнего и верхнего запредельных значений, положительный эффект не достигался (опыты 4, 5).
Пример 1 (опыт 1, табл. 1). На подкат толщиной 3 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oС 40 мм2/с, СЖК фракций С17 - С20 в количестве 3,0 мас. %, эмульгатор - стеарокс-6 в количестве 5 мас.%. Расход промасливателя составил 720 г/тн проката. Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 1 мм. На валки подавали 1%-ную эмульсию в количестве 900 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 40 мм2/с, СЖК фракций С10 - С16 в количестве 5 мас.%, эмульгатор - стеарокс-6 в количестве 5 мас.%. Загрязненность поверхности проката составила 450 мг/м2, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 6,6%. У прототипа эти параметры составили соответственно 1599 мг/м2 и 16,4% (см. опыт 16, табл. 1). Положительный эффект достигался.
Пример 2 (опыт 5, табл. 1). На подкат толщиной 3 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oС 45 мм2/с, СЖК фракций С17 - С20 в количестве 0,5 мас. %, эмульгатор - стеарокс-6 в количестве 5 мас.%. Расход промасливателя составил 610 г/тн проката. Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 1 мм. На валки подавали 0,3%-ную эмульсию в количестве 910 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 45 мм2/с, СЖК фракций С10 - С16 в количестве 1 мас.%, эмульгатор - стеарокс-6 в количестве 5 мас.%. Загрязненность поверхности проката составила 597 мг/м2, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 6,3%. Положительный эффект достигался.
Пример 3 (опыт 8, табл. 1). На подкат толщиной 3 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oС 45 мм2/с, СЖК фракций С17 - С20 в количестве 0,47 мас. %, эмульгатор - стеарокс-6 в количестве 5 мас.%. Расход промасливателя составил 700 г/тн проката. Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 1 мм. На валки подавали 1%-ную эмульсию в количестве 900 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 45 мм2/с, СЖК фракций С10 - С16 в количестве 0,96 мас.%, эмульгатор - стеарокс-6 в количестве 5 мас.%. Загрязненность поверхности проката составила 1495 мг/м2, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 19,9%. Положительный эффект не достигался (количество СЖК заданных фракций находилось на уровне нижних запредельных значений).
Пример 4 (опыт 3, табл. 2). На подкат толщиной 6 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oС 60 мм2/с, СЖК фракций С17 - С20 в количестве 3 мас. %, эмульгатор - стеарокс-6 в количестве 5 мас.%. Расход промасливателя составил 720 г/тн проката. Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 2 мм. На валки подавали 2%-ную эмульсию в количестве 940 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 40 мм2/с, СЖК фракций С10 - С16 в количестве 5 мас.%, эмульгатор - стеарокс-6 в количестве 5 мас.%. Скорость прокатки в последней клети составила 14,5 м/с, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 5,1%. У прототипа эти параметры составили соответственно 12 м/с и 6,9% (опыт 5, табл. 2). Положительный эффект достигался.
Пример 5 (опыт 2, табл. 3). На подкат толщиной 3 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oС 49,2 мм2/с, СЖК фракций С17 - С20 в количестве 3 мас. %, эмульгатор - стеарокс-6 в количестве 0,33 мас.%. Расход промасливателя составил 700 г/тн проката. Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 1 мм. На валки подавали 0,5%-ную эмульсию в количестве 920 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 41 мм2/с, СЖК фракций С10 - С16 в количестве 5 мас.%, эмульгатор - стеарокс-6 в количестве 5,0 мас.%. Скорость прокатки в последней клети составила 15,9 м/с, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" 3,1%. У прототипа эти параметры составили соответственно 14,9 м/с и 5,2% (см. опыт 6, табл. 3). Положительный эффект достигался.
Пример 6 (опыт 3, табл. 3). На подкат толщиной 6 мм из стали 08 КП через форсунки наносили промасливатель, содержащий индустриальное масло с кинематической вязкостью при 50oС 60 мм2/с, СЖК фракций С17 - С20 в количестве 3 мас. %, эмульгатор - стеарокс-6 в количестве 0,33 мас.%. Расход промасливателя составил 700 г/тн проката. Полосу прокатывали на четырехклетьевом непрерывном стане 2500 до толщины 1 мм. На валки подавали 0,5%-ную эмульсию в количестве 920 м3/ч с масляной составляющей, содержащей индустриальное масло с кинематической вязкостью при 50oС 40 мм2/с, СЖК фракций С10 - С16 в количестве 5 мас.%, эмульгатор - стеарокс-6 в количестве 5,0 мас.%. Скорость прокатки в последней клети составила 15,9 м/с, а отсортировка проката из первой группы отделки поверхности во вторую группу по дефекту "пятна от эмульсии" - 3,1%. У прототипа эти параметры составили соответственно 14,9 м/с и 5,2% (см. опыт 6, табл. 3). Положительный эффект достигался.
Таким образом, применение предложенного способа позволяет, по сравнению с известными, существенно уменьшить загрязненность поверхности проката и увеличить производительность процесса прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭМУЛЬСОЛ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2169174C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 2000 |
|
RU2161081C1 |
| КОНЦЕНТРАТ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2016 |
|
RU2637315C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2000 |
|
RU2161080C1 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1990 |
|
SU1807725A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ ПРИ ПРОИЗВОДСТВЕ ПРОКАТА | 1992 |
|
RU2030937C1 |
| СВЕТИЛЬНАЯ МАСЛЯНАЯ ДОБАВКА | 2015 |
|
RU2602073C2 |
| Способ обезвреживания отходов производства | 1989 |
|
SU1698579A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2080359C1 |
Изобретение относится к обработке металлов давлением, в частности к холодной прокатке на многоклетевых станах. Способ холодной прокатки металла включает нанесение на подкат промасливателя, содержащего минеральное масло, антифриционную присадку и эмульгатор, деформацию металла между валками с подачей на валки водомасляной эмульсии, масляная составляющая которой содержит минеральное масло, антифрикционную присадку и эмульгатор. В качестве антифрикционной присадки промасливателя используют синтетические жирные кислоты фракции не ниже C17 в количестве не менее 0,5 мас.%, а в качестве антифрикционной присадки масляной составляющей эмульсии используют синтетические жирные кислоты фракции C10-C16 в количестве не менее 1 мас.%. Кроме того, в составе промасливателя может быть использовано минеральное масло с вязкостью не менее чем в 1,2 раза превышающей вязкость минерального масла, входящего в состав масляной составляющей эмульсии, при этом количество эмульгатора в промасливателе поддерживают на уровне в 1,3-15 раз ниже количества эмульгатора в масляной составляющей эмульсии. Способ обеспечивает снижение загрязненности проката и увеличивает производительность процесса прокатки. 2 з.п. ф-лы, 3 табл.
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ | 0 |
|
SU304022A1 |
| Грудев А.П | |||
| и др | |||
| Трение и смазка при обработке металлов давлением | |||
| - М.: Металлургия, 1982, с.143, 168 - 171 | |||
| Способ нанесения технологической смазкипРи ОбРАбОТКЕ МЕТАллОВ дАВлЕНиЕМ | 1978 |
|
SU835550A1 |
| Способ смазки и охлаждения при холодной прокатке | 1986 |
|
SU1369844A1 |
| Способ смазки полосы при прокатке | 1990 |
|
SU1699670A1 |
| DE 3835460 A1, 19.04.90 | |||
| US 4152915 A1, 08.05.79 | |||
| US 4228217 A1, 14.10.80. | |||

