Изобретение относится к области черной металлургии, в частности к производству холоднокатаной полосо вой стали, преимущественно толщиной 0,35-1,0 мм..
Цель изобретения - повышение ства поверхности полос путем сниже- ния количества дефектов пятна загря знения.
Способ осуществляют следующим об- разомо
На стане холодную прокатку полос толщиной 0,35-1,0 мм производят с .использованием СОЖ. При выходе перед- него конца полосы из последней клети стана и заправки его на моталку в межвитковое пространство рулона . начинают подавать ингибитор сварива- ния с расходом, равным (0,1-0,15)к ,,, Ингибитор сваривания на поверх-
ЛпО КС
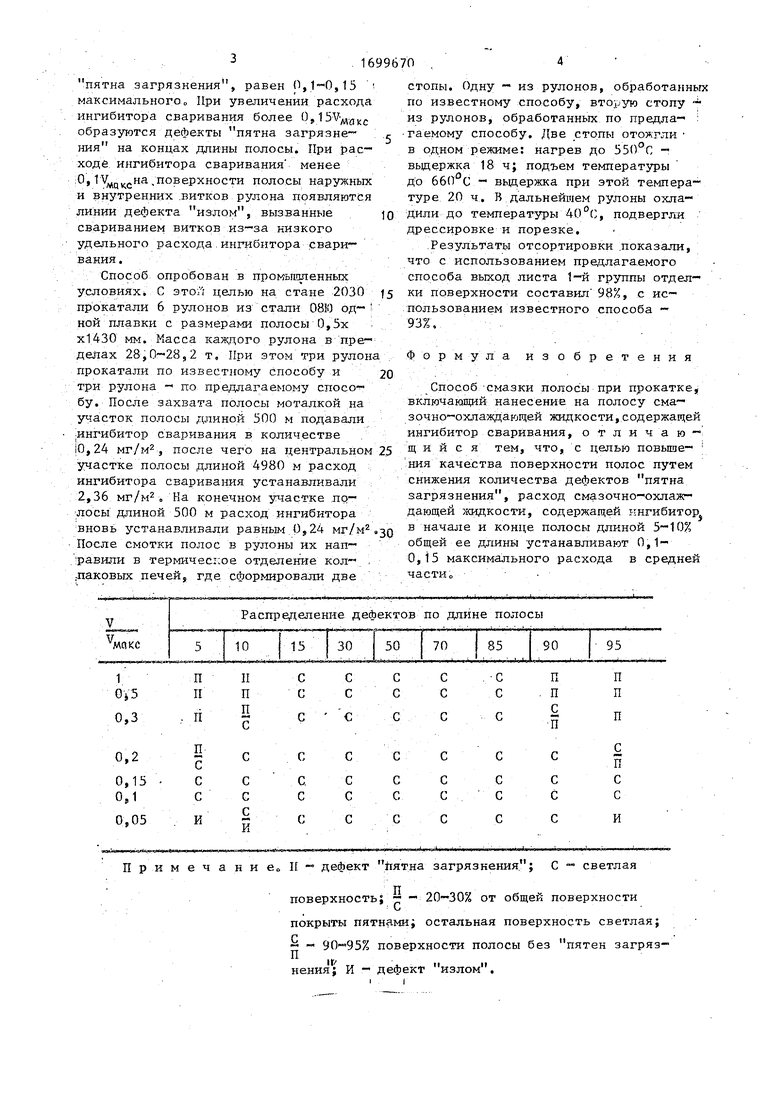
ность полосы наносят, например, с помощью устройства в виде трубы, рас положенной по ширине полосы, с отверстиями., равномерно распределенными по ее длине„ После смотки на моталку 5-10% полосы от общей ее длины устанавливают максимальный расход ингибитора сваривания с При смотке последних 5-10% полосы вновь устанавливают рас-- ход равным 0S1-(1,15 от его максимума. Смотанные рулоны подают в термическое отделение колпаковых печей на отжиг. В процессе нагрева рулонов до 400- 500 С происходит полная возгонка эмульсии с поверхности полосы по всей ее длине без образования дефекта пятна загрязнения. Удельный расход ингибитора сваривания и оптимальную длину переднего и заднего конца полосы определяют экспериментальными исследованиями, результаты которых приведены в таблице.
Из анализа таблицы следует, что оптимальный расход ингибитора сваривания на переднем и заднем концах длины полосы, исключающий дефект
пятна загрязнения, равен 0,1-0,15 максимального„ При увеличении расхода ингибитора сваривания более 0,15V-MaKC образуются дефекты пятна загрязнения на концах длины полосы. При расходе ингибитора сваривания менее 0,1УМцксна, поверхности полосы наружных и внутренних витков рулона появляются линии дефекта излом, вызванные
свариванием витков из-за низкого удельного расхода ингибитора сваривания .
Способ опробован в промышленных условиях. С это/i целью на стане 2030 прокатали 6 рулонов из стали 08Ю од ной плавки с размерами полосы 0,5х х1430 мм. Масса каждого рулона в пределах 28,0-2892 т. При этом три рулон прокатали по известному способу и три рулона - по предлагаемому способу. После захвата полосы моталкой на участок полосы длиной 500 м подавали ингибитор сваривания в количестве iO,24 мг/м2, после чего на центральном участке полосы длиной 4980 м расход ингибитора сваривания устанавливали 2,36 мг/м2, На конечном участке полосы длиной 500 м расход ингибитора вновь устанавливали равным 0,24 мг/м2 После смотки полос в рулоны их направили в термическое отделение кол- раковых печей, где сформировали две
0
5 0 5 0
стопы. Одну - из рулонов, обработанных по известному способу, вторую стопу - из рулонов, обработанных по предлагаемому способу. Две стопы отожгли в одном режиме: нагрев до 550°С - выдержка 18 ч; подъем температуры до 660 С - выдержка при этой температуре 20 ч. В дальнейшем рулоны охладили до температуры 40°С, подвергли дрессировке и порезке.
Результаты отсортировки показали, что с использованием предлагаемого способа выход листа 1-й группы отделки поверхности составил 98%, с использованием известного способа - 93%,
Формула изобретения
Способ смазки полосы при прокатке включающий нанесение на полосу сма- зочно-охлаждающей жидкости,содержащей ингибитор сваривания, отличающийся тем, что, с целью повышения качества поверхности полос путем снижения количества дефектов пятна загрязнения, расход смазочно-охлаждающей жидкости, содержащей ингибитор в начале и конце полосы длиной 5-10% общей ее длины устанавливают 0,1- 0,15 максимального расхода в средней частио
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки полосы при холодной прокатке | 1990 |
|
SU1764731A1 |
| Способ нанесения экранирующего покрытия на поверхность холоднокатаных полос | 1990 |
|
SU1766549A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493924C1 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2242311C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
Изобретение относится к черной металлургии, в частности к производству холоднокатаной тонколистовой стали. Цель изобретения - повышение качества поверхности полосы путем уменьшения дефекта пятна загрязнений. Это достигается тем, что расход ингибитора сваривания соответственно в начале и в конце полосы по 5-10% от общей ее длины устанавливают равным (П,1-0,15) удельного максимального расхода ингибитора сваривания о 1 табл.
| Способ смазки полосы при прокатке | 1977 |
|
SU633630A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
