Изобретение относится к области машиностроения и инструментального производства и может быть использовано во всех случаях изготовления многозаходных червячных абразивных инструментов.
Известно, что червячные абразивные инструменты, как и червячные фрезы, профилируют на базе исходного основного червяка, у которого с возрастанием числа заходов увеличивается угол подъема винтовой линии и возрастают искажения профиля /см. книгу: Четвериков С.С. Металлорежущие инструменты. - М.: "Высшая школа", 1965, с. 375/.
Известно также, что профиль основного червяка в нормальном сечении приближенно принимают равным профилю плоской инструментальной рейки, сопряженной с профилем детали /см. книгу: Семенченко И.И., Матюшин В.М., Сахаров Г.Н. Проектирование металлорежущих инструментов. - М.: Машгиз, 1963, с. 806 - 817/. Недостатком таких червяков является значительная погрешность профиля, превышающая допуск на точность изготовления профиля при углах подъема винтовой линии основного червяка τω ≥6o. Указанный недостаток ограничивает возможность применения многозаходных червячных абразивных инструментов для обработки высокоточных зубчатых колес. Для зубчатых изделий с фасонным профилем вовсе отсутствуют достаточно надежные высокоточные и простые способы профилирования многозаходных червячных абразивных инструментов.
Для компенсации погрешностей, вызванных наклоном винтовой линии основного червяка, традиционно используют путь увеличения наружного диаметра, что повышает расход инструментальных материалов и требует использования оборудования больших типоразмеров и мощности, тем самым вызывая дополнительные затраты.
Целью настоящего изобретения является исключение указанных недостатков.
Для достижения этой цели профиль основного червяка выполнен по винтовой рейке, изогнутой по начальному цилиндру червяка.
Конструкция предлагаемого многозаходного червячного абразивного инструмента показана на чертеже.
Здесь O4X4Y4Z4 - система координат, связанная с червяком. Начало O4 системы расположено в торцовом сечении червяка, которое совмещено с плоскостью O4X4Y4 и плоскостью чертежа. Ось O4Z4 совпадает с продольной осью червяка и перпендикулярна плоскости чертежа.
Плоская инструментальная рейка 1 имеет начальную прямую Н.П., которая касается начального цилиндра червяка радиуса rω4 в точке P. Образующая A1B1 плоской инструментальной рейки перпендикулярна начальной прямой Н.П. Плоская инструментальная рейка представляет совокупность параллельных A1B1 образующих. Профиль плоской рейки достаточно точно увязан с начальным цилиндром червяка только в окрестностях точки P, что возможно при развороте рейки относительно продольной оси червяка на угол θ41 ≤ 3o. При увеличении θ41 возрастает несовпадение плоской инструментальной рейки и начального цилиндра червяка, что приводит к недопустимой величине искажений профиля зубьев высокоточных многозаходных абразивных инструментов.
Винтовая рейка 2 огибает начальный цилиндр основного червяка. Начальная линия рейки представляет кривую Н.Л., которая получена качением начальной прямой Н. П. плоской инструментальной рейки по поверхности начального цилиндра. Образующая AB винтовой рейки перпендикулярна начальной линии Н.Л. и совпадает с углом θ4 разворота радиуса r4 к текущей точке. Винтовая рейка представляет совокупность радиальных образующих с центром в точке O4. Профиль винтовой рейки увязан с начальным цилиндром червяка на всей его длине, что исключает искажения при любом угле подъема винтовой линии. При переходе через плоскость O4Y4Z4 ординаты профиля плоской и винтовой реек совпадают, i1, i - текущие точки плоской и винтовой реек.
Таким образом, выполнение винтовой рейки, у которой начальная линия получена пересечением начального цилиндра и плоскостью, совмещенной с плоской инструментальной рейкой, а образующая винтовой рейки совмещена с радиальной осью червяка, исключает несовпадение рейки с начальным цилиндром. Винтовая поверхность червяка, полученная при винтовом движении предложенной рейки, исключает погрешности профиля при любых углах подъема винтовой линии.
Переход от плоской инструментальной рейки к винтовой при формировании червяка является новым техническим решением. Совмещение начальной линии рейки на всей ее длине с начальным цилиндром червяка является существенным отличием предлагаемого технического решения по сравнению с известными. Полезным является повышение точности формирования профиля многозаходных абразивных инструментов при любых углах подъема винтовой линии.
Расчетами установлено, что для червячных абразивных инструментов модуля m = 4 мм с наружным диаметром Dа = 100 мм увеличение угла наклона винтовой линии до τω = 6o /т.е. при двух заходах/ приводит к погрешностям профиля Δf = 0,031 мм, что превышает отклонения, регламентированные для инструментов B класса точности. Выполнение червячного абразивного инструмента по профилю предлагаемой винтовой рейки исключает указанную погрешность.
Изготовление предлагаемых червячных абразивных инструментов отличается от известных только кривизной профиля, что не требует существенной переделки сложившихся технологических процессов. Реализация нового варианта возможна /и особенно эффективна/ для изделий с фасонными зубьями, например Новиковскими.
Повышение точности многозаходных абразивных инструментов позволяет шире применять их для обработки высокоточных зубчатых изделий.
Приведенные данные подтверждают целесообразность широкого применения предлагаемых абразивных червячных инструментов.
Экономический эффект при этом обеспечивается за счет повышения точности и производительности обработки и может быть оценен косвенными показателями в 0,5 - 0,3 трудоемкости базовых вариантов. При средней продолжительности зубошлифования 15 - 20 мин, стоимости 0,1 руб. 1 станкоминуты и ежегодном выпуске колес в 100 млн. шт., экономический эффект составит
Э = (0,5 - 0,7) • (15 - 20) • 0,1 • 100 млн. = 75 - 100 млн. руб.
Применение предлагаемых инструментов возможно для любых зубчатых изделий с эвольвентным и фасонным профилем.
Использование: область машиностроения и инструментального производства при изготовлении многозаходных червячных абразивных инструментов. Сущность изобретения: винтовая поверхность основного червяка многозаходного червячного абразивного инструмента для обработки зубчатых изделий, у которых профиль сопрягается с профилем плоской инструментальной рейки, выполнена по профилю винтовой рейки. Начальная линия винтовой рейки совмещена с начальным цилиндром основного червяка на всей его длине, за счет качения без скольжения начальной прямой исходной плоской рейки по винтовой линии начального цилиндра. Образующая рейки совмещена с радиальной осью. Такое выполнение позволяет конволютный червяк приблизить к эвольвентному при более простой установке производящих инструментов. 1 ил.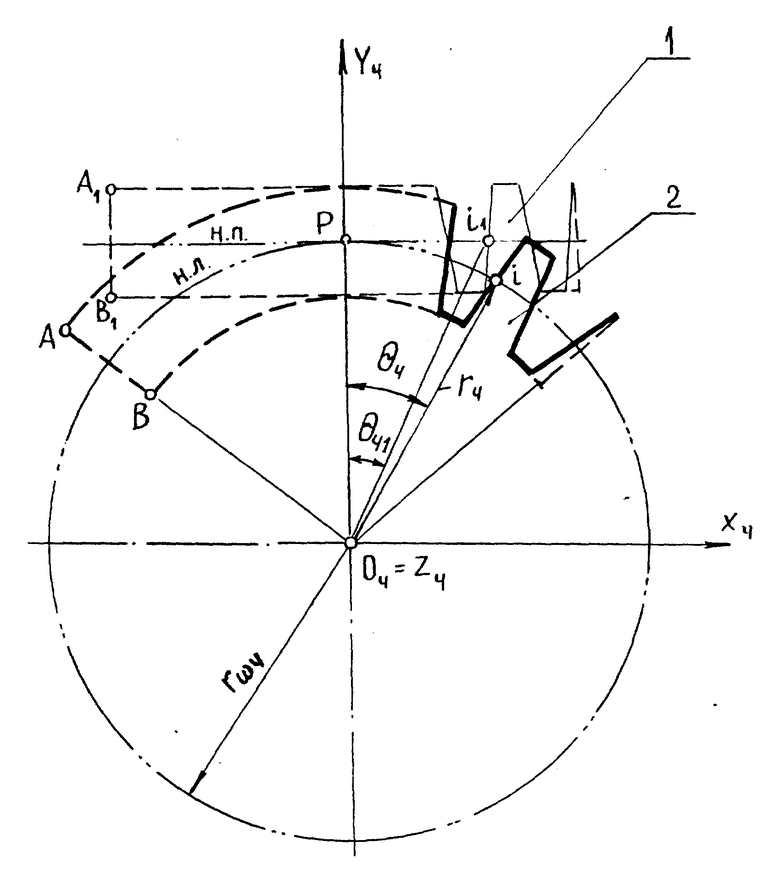
Многозаходный червячный абразивный инструмент для обработки зубчатых изделий, профиль которых сопряжен с профилем плоской инструментальной рейки, отличающийся тем, что, с целью повышения точности инструмента, винтовая поверхность основного червяка выполнена по профилю винтовой рейки, у которой начальная линия совмещена с начальным цилиндром червяка в результате качения без скольжения начальной прямой плоской инструментальной рейки по винтовой линии начального цилиндра, а образующая рейки совмещена с радиальной осью.
| Семенченко И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1963, с | |||
| Водоподъемный аппарат | 1923 |
|
SU806A1 |
