Настоящее изобретение относится к объединенному способу получения трет-амил-алкилэфиров.
Более конкретно, настоящее изобретение относится к объединенному способу получения трет-амилметилового эфира (ТАМЕ) или трет-амилэтилового эфира (ТАЕЕ).
Еще более конкретно, настоящее изобретение относится к оптимизации использования пентеновой фракции в цельном цикле получения ТАМЕ или ТАЕЕ.
В науке известны способы получения трет-амил-алкилэфиров, заключающиеся во взаимодействии 2-метил-1-бутена или 2-метил-2-бутена (реакционноспособные изоамилены), содержащегося в потоках C5-углеводородов различного происхождения, в частности, в потоках, идущих из установок крекинга или каталитического крекинга, со спиртом, предпочтительно выбранным из метанола и этанола. Патент США 3979461, например, описывает способ получения ТАМЕ, в котором изоамилены, содержащиеся в C5-потоках, взаимодействуют с метанолом в присутствии ионообменной смолы с кислотными свойствами.
Известные способы обеспечивают высокую степень превращения реакционноспособных изоамиленов и оставляют другие компоненты, в частности, пентен-1 и пентен-2, цис- и транс-, и 3-метил-1-бутен, который должен извлекаться для оценки, практически без изменения.
Известен также способ, который включает стадию синтеза трет-амил-алкилового эфира, извлечение из полученной реакционной массы изопентана и эфира, скелетную изомеризацию оставшегося углеводородного потока, содержащего линейные пентены и пентаны, если они входили в состав исходной C5 - фракции, и рециркуляцию изомеризованного потока на стадию синтеза (US патент N 5136108).
В настоящее время наиболее широко применяемая форма наилучшего использования этих потоков состоит во введении их в цикл получения газолина после гидрирования ненасыщенных углеводородов.
Заявители теперь нашли дополнительную форму наилучшего использования этих потоков на основе извлечения пентенов, их структурной изомеризации и рециклирования в установку этерификации.
В частности, заявители нашли способ получения трет-амил-алкилэфиров в сочетании с циклом наилучшего использования остаточных компонентов, еще присутствующих в C5 -потоке, покидающем реактор этерификации. Согласно этому способу, C5-поток, после синтеза и отделения от трет-амил-эфира, подается в установку для превращения пентена-1, пентена-2, цис- и транс- и 3-метил-1-бутена в реакционноспособные изоамилены, и рециклируется в секцию синтеза трет-амил-алкилэфиров. Поскольку имеет место нежелательное накопление инертных продуктов, в основном состоящих из насыщенных углеводородов, таких, как н-пентан и изопентан, в объединенной системе этого вида, секция сепарации молекулярными ситами вводится между секциями этерификации и изомеризации для отделения пентанов от пентенов и извлечения пентенов. Более конкретно, отделение получается с помощью селективной абсорбции олефинов на цеолитах.
Абсорбированные таким образом олефины могут быть извлечены десорбцией и рециклированы в секцию изомеризации. Этот результат, однако, может быть получен, если сепарация на молекулярных ситах выполняется с потоком в паровой фазе, так как при работе в жидкой фазе получаются неудовлетворительные результаты.
Настоящее изобретение, следовательно, относится к объединенному способу получения трет-амил-алкилэфиров, который включает в себя следующие стадии:
a) подачу потока C5-углеводородов, в основном состоящего из 2-метил-1-бутена и/или 2-метил-2-бутена (реационноспособные изоамилены), линейных пентенов, 3-метил-1-бутена и пентанов, в секцию синтеза трет-амил-алкилэфиров вместе с потоком, состоящим из алифатического спирта;
b) выделение полученного эфира и, возможно, непрореагировавшего спирта из углеводородного потока;
c) направление оставшегося углеводородного потока, в паровой фазе, или его фракции, в секцию сепарации с молекулярными ситами для отделения пентанов от пентенов и извлечения пентенов;
d) направление углеводородного потока, содержащего извлеченные пентены, вместе с, возможно, неподанной фракцией на стадии c) в секцию структурной изомеризации для превращения линейных пентенов в реакционноспособные изоамилены;
e) рециклирование изомеризованного потока в реактор синтеза трет-амил-алкилэфира после смешивания с загруженным потоком C5-углеводородов.
Альтернативно, загруженный поток C5-углеводородов может иметь низкое содержание реакционноспособных изоамиленов, если он идет, например, с установки синтеза ранее существующих трет-амил-алкилэфиров. В этом случае C5-поток может быть подан непосредственно в секцию изомеризации, а затем - в секцию этерификации. После отделения полученного эфира выходящий поток направляется на сепарацию насыщенных углеводородов, рециклирование высвободившейся пентеновой фракции в секцию изомеризации.
Объединенный способ получения трет-амил-алкилэфиров может дополнительно содержать:
a) подачу потока C5-углеводородов, в основном, состоящего из 2-метил-1-бутена и/или 2-метил-2-бутена (реакционноспособные изоамилены), линейных пентенов, 3-метил-1-бутена и пентанов, в секцию синтеза трет-амил-алкилэфиров вместе с потоком, содержащим алифатический спирт;
b) отделение полученного эфира и, возможно, непрореагировавшего спирта от потока углеводородов;
c) направление оставшегося потока углеводородов в секцию структурной изомеризации линейных пентенов для превращения линейных пентенов в реакционноспособные изоамилены;
d) направление потока изомеризованных углеводородов со стадии c), в паровой фазе, или его части, в секцию сепарации с молекулярным ситом для отделения пентанов от пентенов и извлечения пентенов;
e) рециклирование изомеризованного потока, содержащего извлеченные пентены, вместе с возможной частью, не поступившей на стадию d), в реактор синтеза трет-амилалкилэфира после смешения с загружаемым потоком C5-углеводородов.
Также в этом дополнительном варианте способа настоящего изобретения загружаемый поток C5-углеводородов может иметь низкое содержание реакционноспособных изоамиленов, так как он идет с установки синтеза ранее существующих трет-амил-алкилэфиров. В этом случае C5- поток может быть подан непосредственно в секцию изомеризации, а затем в секцию сепарации с молекулярным ситом.
Поток C5-углеводородов, который используется в способе настоящего изобретения, в основном, состоит из изопентана, изоамиленов, н-пентана, пентена-1, пентена-2, транс- или цис- и, возможно, C4- или C6-углеводородов и практически не содержит изопрен и циклопентадиен, так как он идет с установки их гидрирования.
В частности, C5-поток в дополнение к количеству C4- и C6-, например, в интервале от 0 до 20% по весу, может содержать примерно 1-70% по весу изопентана, 0.5-30% по весу н-пентана, 0.1-30% по весу циклопентана, 0.5-20% по весу линейных пентенов, взятых отдельно, 0.1-30% по весу циклопентена, 0.1-10% по весу 3-метил-1-бутена, 0.5-30% по весу 2-метил-1-бутена, 0.5-50% по весу 2-метил-2-бутена, 0-2% по весу каждого диолефина, взятого отдельно.
В способе настоящего изобретения может быть использован любой алифатический спирт, несмотря на то, что метиловый и этиловый спирт являются предпочтительными для получения трет-амил-алкилэфиров: трет-амилметилового эфира (ТАМЕ) и трет-амилэтилового эфира (ТАЕЕ) соответственно.
Реакция этерификации проводится, предпочтительно, в жидкой фазе в присутствии кислотного катализатора в обычных рабочих условиях. В качестве альтернативы традиционным технологиям эфир может быть синтезирован с помощью реактора колонного типа в соответствии с принципом каталитической дистилляции, описанным, например, в Патенте США 4475005 или в Заявке на Европейский патент 470655.
Поток углеводородов, идущий с установки этерификации, направляется в секцию сепарации для извлечения полученного эфира и, возможно, непрореагировавшего спирта. Отделение остаточной C5-фракции от эфира осуществляется на обычной дистилляционной колонне, с низа которой отделяется кубовый продукт, состоящий из эфира и, возможно, С6 + - углеводородов. С верха колонны извлекаются C5-углеводороды с непрореагировавшим спиртом. Спирт затем удаляется известными способами, например, экстракцией водой.
Остаточная фракция C5, без эфира и спирта, или фракция более 5% по весу общего потока, направляется в секцию сепарации на молекулярных ситах для отделения инертных продуктов, состоящих из алифатических углеводородов, в основном, н-пентана и изопентана.
В способе настоящего изобретения может быть использовано любое молекулярное сито цеолитного типа, способное иметь селективность по отношению к двойной олефиновой связи. Например, могут быть использованы соединения, соответствующие соединениям, имеющим общую формулу (1):
(Cat2/nO)xMe2O3(SiO2)y (1),
в которой:
- Cat - представляет катион валентности "n", взаимозаменимый с Ca, такой, как Na, Li, K, Mg и т.д.,
- x - число от 0.7 до 1.5,
- Me представляет бор или алюминий, и
- y - число от 0.8 до 200, предпочтительно, от 1.3 до 4.
Предпочтительными являются цеолиты X- и Y-типа с размером частиц от 0.1 до 3 мм. Эти цеолиты позволяют получить коэффициенты селективности олефины/парафины от 3 до 12, причем селективность определяется, как:
где
Го и Гр - адсорбированные мольные количества олефинов (о) и парафинов (р) в равновесии с соответствующими парциальными давлениями Ро и Рр в паре.
Отделение (адсорбция) алифатических углеводородов осуществляется в паровой фазе при температуре от 20 до 180oC, предпочтительно, от 50 до 140oC, и давлении от 100 до 1000 кПа (от 1 до 10 абсолютных бар), предпочтительно, от 100 до 500 кПа (от 1 до 5 абсолютных бар). Для обеспечения непрерывности способа настоящего изобретения предпочтительно использовать систему по крайней мере из двух секций, расположенных параллельно друг другу, так, что, когда одна секция находится в фазе адсорбции, другая находится в фазе десорбции. Последняя осуществляется путем элюирования (извлечения) олефинов, адсорбированных на молекулярных ситах с помощью десорбирующего агента, имеющего точку кипения выше температуры, при которой обрабатываются углеводороды, например, алифатических углеводородов, таких, как гексан, гептан, октан и т. д. , в паровой фазе и последующей ректификации смеси, полученной для извлечения олефинов.
Способ настоящего изобретения дает возможность получения потока алифатических углеводородов, который практически не содержит олефины, или с содержанием олефинов до 5% по весу.
Поток олефинов, который выходит из секции сепарации на молекулярных ситах, в основном, состоящий из фракции остаточных пентанов, пентена-1 и пентена-2, цис- и транс- и 3-метил-1-бутена, направляется в секцию изомеризации для превращения пентена-1 и пентена-2, цис- и транс- и 3-метил-1-бутена в реакционноспособные изоамилены.
Реакция изомеризации осуществляется, например, способом, описанным в Патенте США 4038337, с использованием в качестве катализатора продукта на основе силицидированной окиси алюминия, описанной в Патентах США 4013589, 4013590, или с использованием цеолитных катализаторов, таких, как, например, описанные в Заявках на Европейские патенты 523838 и 501577.
На выходе из секции изомеризации получается поток, обогащенный реакционноспособными изоамиленами, который может быть рециклирован для синтеза трет-амил-алкилэфира.
Объединенный способ получения трет-амил-алкилэфиров настоящего изобретения может быть лучше проиллюстрирован с помощью технологических схем на фиг. 1 и 2, которые представляют два служащих примером, но не ограничивающих вида варианта осуществления изобретения, и фиг. 3, который представляет иллюстрированный вид единичной секции сепарации на молекулярных ситах.
На фиг. 1 A, B и C представляют, соответственно, секцию синтеза трет-амил-алкилэфира, секцию сепарации на молекулярных ситах алифатических углеводородов и секцию структурной изомеризации. Питающий поток, состоящий из суммы фракций C5-углеводородов (1) и рециклированной фракции (11), идущей из установки изомеризации C, направляется в секцию синтеза A вместе с алифатическим спиртом (2). Когда полученный эфир (12) извлекается с помощью традиционных систем, не показанных на чертеже, остаточная фракция (3) направляется, или полностью, или частично, в секцию сепарации B. Если имеет место частичная сепарация, часть указанной выше остаточной фракции обходит по обводной линии секцию сепарации B (5).
Поток (7), идущий из секции сепарации B, в основном, состоящий из пентена-1 и пентена-2, цис- и транс-, 3-метил-1-бутена и остаточных пентанов, воссоединяется с потоком (5) с образованием потока (8), который поступает в секцию изомеризации C. Отсюда поток (11), обогащенный изоамиленом, экстрагируется и рециклируется в секцию A. Любые возможные C
На фиг. 2 секция сепарации B располагается после секции изомеризации C.
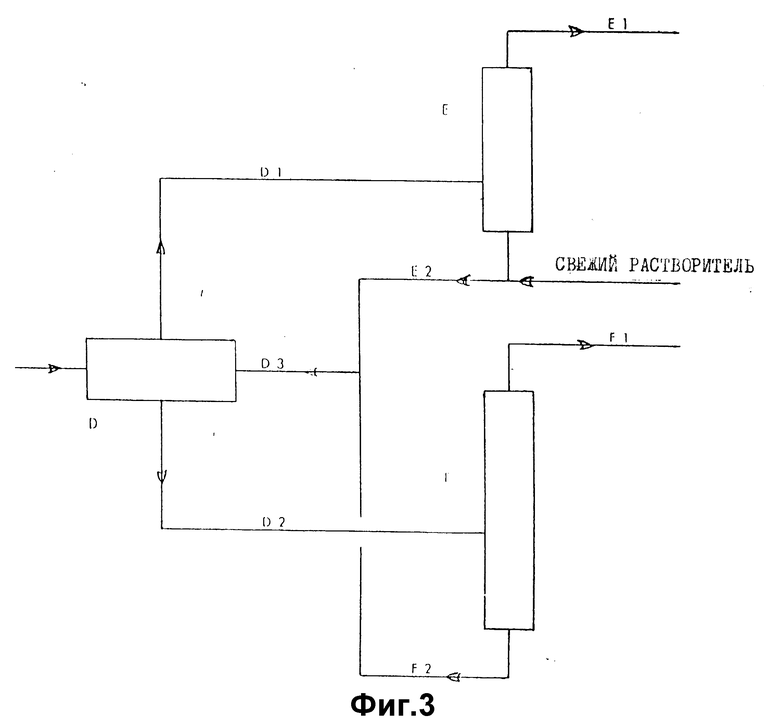
Секция сепарации B включает установку адсорбции/десорбции D и две дистиллляционные колонки E и F (фиг. 3).
Для непрерывной работы могут использоваться две установки D, работающие поочередно, одна в фазе адсорбции, а другая - в фазе десорбции.
Из установки D извлекаются два потока D1 и D2.
Поток D1, практически без олефинов, извлекается из фазы адсорбции и направляется в дистилляционную колонну E для регенерации рециклируемого десорбента E2 из выгруженной пентановой фракции E1.
Олефиновая фракция D2 извлекается в фазе десорбции и направляется в дистилляционную колонну F для извлечения пентеновой фракции F1, которая должна быть повторно подведена в цикл, из десорбента F2, который рециклируется в D.
Способ настоящего изобретения на фиг. 1 и 2 обеспечивает выгрузку в объединенном способе получения трет-амил-алкилэфиров парафинового потока практически без олефинов и, следовательно, позволяет почти полностью использовать имеющиеся олефины, оптимизируя, таким образом, получение трет-амил-алкилэфира. От также обеспечивает снижение концентрации парафинов в цикле и, следовательно, снижение затрат и энергопотребления.
Следующие примеры, которые являются иллюстративными, но не ограничивающими, обеспечивают лучшее понимание настоящего изобретения.
Пример 1.
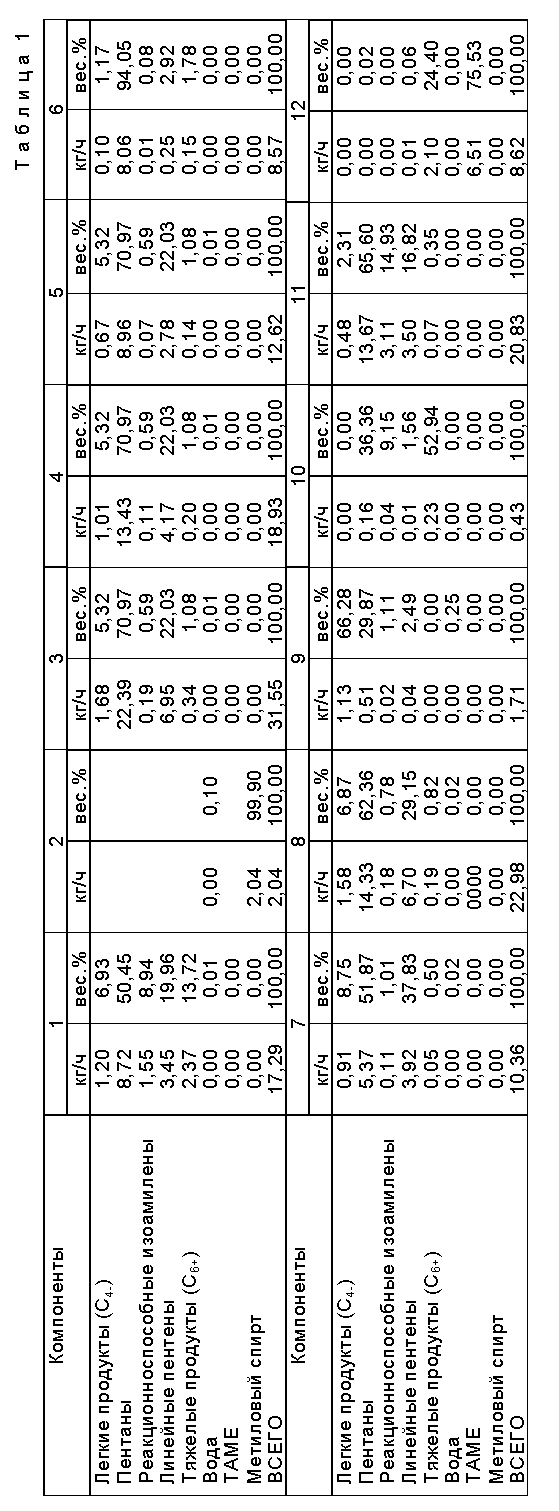
Что касается схемы, представленной на фиг. 1, и табл. 1 с количественными данными для мощности 8,62 кг/ч ТАМЕ, поток очищенных C5-углеводородов (1), имеющий скорость течения 17,29 кг/ч, соединенный с рециклируемым потоком (11), имеющим скорость течения 20,83 кг/ч, подается в реактор получения ТАМЕ.
Кроме того, в тот же реактор подается 2,04 кг/ч метанола (линия 2).
Получается 8,51 кг/ч ТАМЕ (12), что эквивалентно степени превращения реакционноспособных изоамиленов 96%.
31,5 кг/ч остаточной C5-фракции, содержащей около 71% по весу алифатических углеводородов, выгружается из реактора синтеза через (3). Около 40% этой фракции отводится по обводной линии (5), тогда как оставшаяся часть (4) подается в секцию сепарации на молекулярных ситах, работающую при 130oC и давлении 400 кПа (4 бар). В качестве адсорбента используется около 30 л цеолита X в виде экструдированных гранул размером 1,6 мм (1/16 дюйма), тогда как в качестве десорбента адсорбированных олефинов используется н-гексан в паровой фазе (около 4 кг/ч). После отделения десорбента дистилляцией выгружается поток (6), состоящий, в основном, из 8,57 кг/ч алифатических углеводородов с содержанием парафинов около 95%. Содержание парафиновых углеводородов в потоке (7) снижается до примерно 52% по весу после отделения дистилляцией десорбента, а в потоке (8), который соединяет (7) и (5), содержание составляет 62,4%.
Поток (8) подается в секцию изомеризации C, в которой имеет место превращение н-пентенов в изоамилены и другие побочные продукты, обычно принадлежащие категориям C4- и C6+. Эти побочные продукты выводятся (потоки 9 и 10), и получаемая фракция (8) рециклируется в секцию синтеза ТАМЕ.
Пример 2.
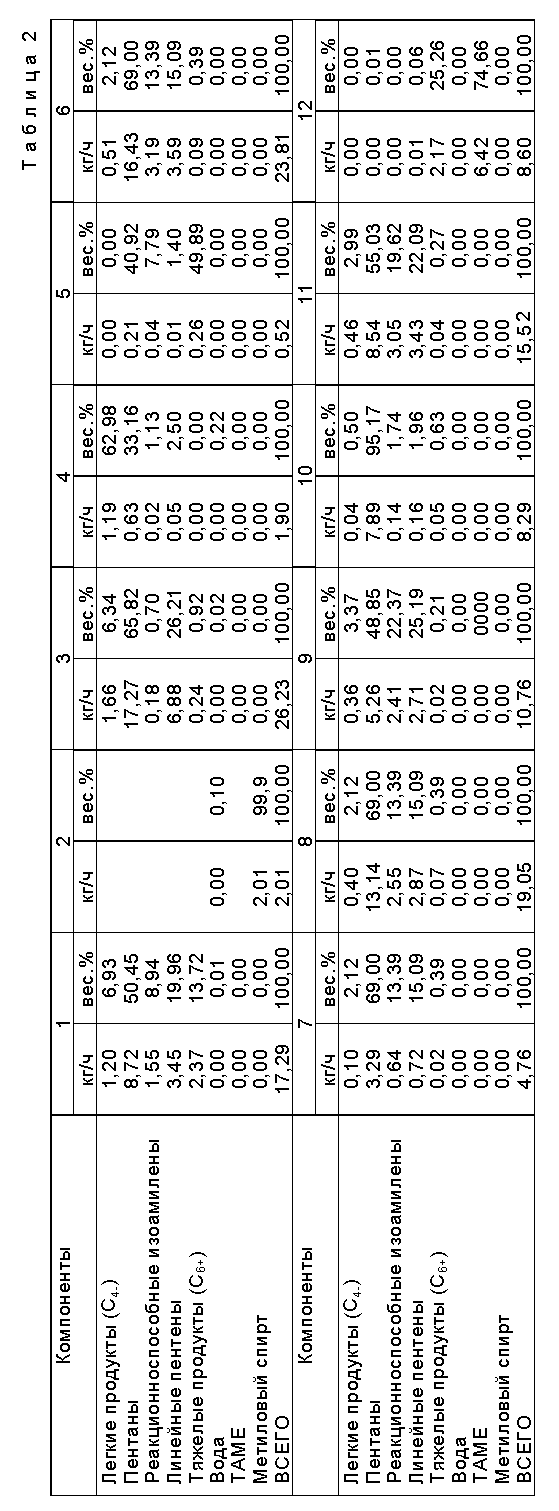
Что касается фиг. 2 и табл. 2 с количественными данными для мощности 8.6 кг/ч ТАМЕ, поток очищенных C5-углеводородов (1), имеющий скорость течения 17.29 кг/ч, комбинируемый с рециклируемым потоком (11), имеющим скорость течения около 15.52 кг/ч, подается в реактор получения ТАМЕ.
В тот же реактор, кроме того, подается 2.02 кг/ч метилового спирта (линия 2).
Получается 8.6 кг/ч ТАМЕ (12) со степенью превращения реакциионноспособных изоамиленов 96%.
26.23 кг/ч остаточной C5-фракции, содержащей около 66% по весу парафиновых углеводородов, выгружается через (3) из реактора синтеза A.
Поток (3) подается на установку изомеризации C, в которой имеет место превращение н-пентенов в изоамилены и другие побочные продукты, в основном, принадлежащие C4 - и С6 + -категориям. Эти побочные продукты выводятся потоками (4) и (5). Около 20% отводится по отводной линии (7) из выходящего потока (6), содержащего 69% парафиновых углеводородов, в то время как оставшаяся часть (8) направляется в секцию адсорбции, работающей при 130oC и давлении 400 кПа (4 бара). В качестве адсорбента используется 30 л цеолита X в виде экструдированных гранул размером 1,6 мм (1/16 дюйма), тогда как в качестве десорбента адсорбированных олефинов используется около 4 кг/ч н-гексена в паровой фазе.
После отделения десорбента дистилляцией выводится поток 2(10), в основном, состоящий из 8.29 кг/ч алифатических углеводородов с содержанием парафинов около 95%. В потоке (9) после отделения десорбента дистилляцией содержание парафиновых углеводородов снижается до 48.9% по весу, а в потоке (11), который соединяет (7) и (9), содержание составляет 55%.
Пример 3.
Образцы цеолита Y-типа в виде гранул размером 1.6 мм (1/16 дюйма) нагреваются в муфельной печи при 400oC в течение 5 часов в токе азота.
4 г нагретого таким образом цеолита загружается в AISI316-стальную колонну около 25 см длиной, которая помещается в печь, температура в которой доводится до 90oC.
После достижения указанной температуры поток паров н-гексана пропускается через трубку в течение, примерно, 1000 секунд для насыщения активных участков цеолита. Затем со скоростью потока 0.27 см3/мин пропускается C5-поток в паровой фазе.
Состав C5-потока является следующим: - вес.%
- изопентан - 26.52
- н-пентан - 33.42
3-метил-1-бутен - 7.10
2-метил-1-бутен - 12.91
- 1-пентен - 20.05
C5-поток подается в колонну в течение периода времени около 1100 секунд. Подача потока затем прекращается, и поток н-гексана в паровой фазе подается затем со скоростью потока около 0.36 г/мин в течение примерно 1800 секунд.
Эффлюент, выходящий из системы, конденсируется в стеклянном теплообменнике.
Извлекаемая смесь состоит из суммы адсорбированных количеств C5-потока и количеств, содержащихся в объеме системы, не занятом цеолитом.
Состав C5-смеси, извлекаемой на выходе из колонки, следующий: - вес.%
- изопентан - 8.56
- н-пентан - 13.52
3-метил-1-бутен - 7.02
2-метил-2-бутен - 26.36
1-пентен - 44.74
Экспериментальные данные и газохроматографический анализ конденсированной жидкости показывают следующую селективность системы:
- i-пентан/н-пентан - =0.809
- 3-метил-1-бутен/н-пентан - =2.486
- 2-метил-2-бутен/н-пентан - =5.13
- 1-пентен/н-пентан - 5.60
Селективность Si-системы соответствует соотношению
в которой
- A и R соответственно мольные фракции в паровой фазе подаваемого и регенерированного продукта,
- i и o соответственно общий компонент и компонент сравнения (н-пентан).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛТРЕТ-БУТИЛОВЫХ ЭФИРОВ И СПОСОБ ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ТАКИХ ЭФИРОВ И 1-БУТЕНА | 1995 |
|
RU2101274C1 |
| КОМПЛЕКСНЫЙ СПОСОБ ПОЛУЧЕНИЯ БУТЕНА-1 | 1996 |
|
RU2119475C1 |
| СПОСОБ ОЧИСТКИ ФРАКЦИИ C - ОЛЕФИНОВ | 1992 |
|
RU2021241C1 |
| СПОСОБ ИЗОМЕРИЗАЦИИ УГЛЕРОДНОГО СКЕЛЕТА ОЛЕФИНОВ (ВАРИАНТЫ) | 1998 |
|
RU2186756C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕТ-ПЕНТЕНА(ОВ) И АЛКИЛ C-C-ТРЕТ-ПЕНТИЛОВОГО ЭФИРА | 2010 |
|
RU2434835C1 |
| СПОСОБ СКЕЛЕТНОЙ ИЗОМЕРИЗАЦИИ НОРМАЛЬНЫХ ОЛЕФИНОВ | 1995 |
|
RU2133638C1 |
| МНОГОЦЕЛЕВАЯ КАТАЛИТИЧЕСКАЯ ДИСТИЛЛЯЦИОННАЯ КОЛОННА И СПОСОБ ЭТЕРИФИКАЦИИ С ИСПОЛЬЗОВАНИЕМ ЭТОЙ КОЛОННЫ | 1994 |
|
RU2151624C1 |
| Способ получения изоолефинов с @ -с @ | 1975 |
|
SU906360A3 |
| СПОСОБ СЕЛЕКТИВНОГО ГИДРИРОВАНИЯ ДИОЛЕФИНОВ (ВАРИАНТЫ) | 1993 |
|
RU2120931C1 |
| СПОСОБ ПОЛУЧЕНИЯ С-С-АЛКИЛ-ТРЕТ-С-С-АЛКИЛОВОГО ПРОСТОГО ЭФИРА | 1994 |
|
RU2096402C1 |

Объединенные способы получения трет-амил-алкилэфиров, которые включают подачу потока C5-углеводородов к реактору этерификации и рециклирование оставшегося потока в тот же реактор после обработки в секции изомеризации для превращения линейных пентенов в реакционноспособные изоамилены. Секция адсорбции на молекулярных ситах помещается между реактором этерификации и секцией изомеризации для выведения инертных углеводородов, в основном изопентана и н-пентана. Способ настоящего изобретения обеспечивает выгрузку в объединенном способе получения трет-амил-алкилэфиров парафинового потока практически без олефинов и, следовательно, позволяет почти полностью использовать имеющиеся олефины, оптимизируя таким образом получение трет-амил-алкилэфира. Способ обеспечивает снижение концентрации парафинов в цикле и, следовательно, снижение затрат и энергопотребления. 2 с. и 6 з.п.ф-лы, 3 ил. , 2 табл.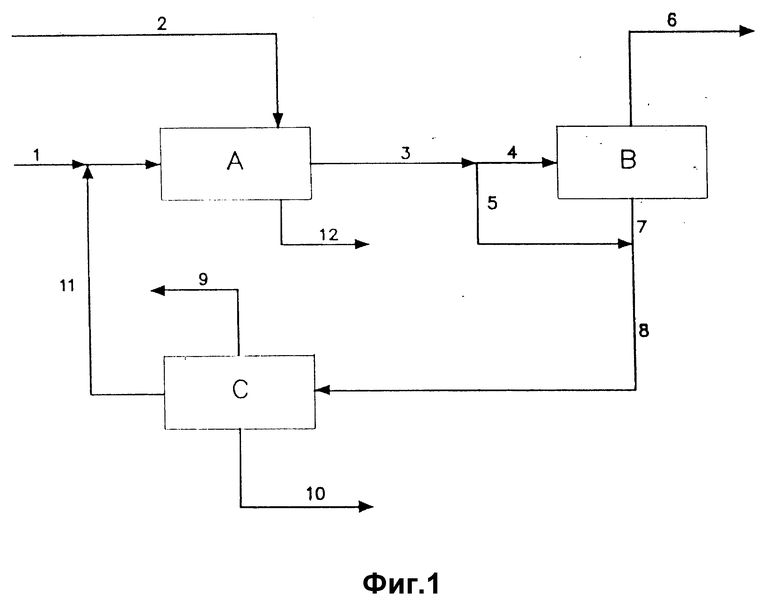
(Cat2/nO)x Me2O3(SiO2)y,
где Cat - катион валентности n, взаимо-заменяемый с кальцием (Ca), такой, как натрий, литий, калий, магний;
x - число от 0,7 до 1,5,
Me - бор или алюминий,
y - число от 0,8 до 200, предпочтительно от 1,3 до 4.
| US 5136108 A, 04.08.92, C 07 C 41/06 | |||
| RU 94012425 A1, 20.12.95, C 07 C 41/06 | |||
| Способ уравновешивания нулевых измерительных схем | 1974 |
|
SU504980A1 |
| US 5166455 A, 24.11.92, C 07 C 41/06. | |||
