Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении конструкционных длинномерных изделий из измельченных древесных и/или растительных частиц.
Известно устройство для изготовления длинномерных изделий из отходов древесины (патент РФ N 2025275, B 27 N 3/24, 1994). Известное устройство включает участок предварительного уплотнения массы, выполненный в виде экструзионной камеры, и участок прессования, содержащий подвижные горизонтальные и вертикальные стенки, выполненные в виде бесконечных лент. Масса вначале предварительно уплотняется в экструзионной камере, откуда она выдавливается и попадает на участок прессования, при этом измельченные частицы переориентируются вертикально (т.е. располагаются в плоскостях поперечного сечения изделия). Далее уплотненная масса проходит между параллельными горизонтальными и вертикальными бесконечными лентами. При этом под давлением формируются грани длинномерного изделия.
Недостатками известного устройства являются:
низкая прочность на изгиб полученных изделий, что происходит из-за переориентации частиц (т.е. их расположения в плоскости поперечного сечения изделия) под действием продольного усилия прессования в процессе предварительного уплотнения массы. Это не позволяет использовать их в качестве несущих строительных деталей, работающих на изгиб;
мала прочность соединения подаваемых в прессовый канал порций друг с другом;
мала надежность устройства в виду использования в качестве стенок участка прессования подвижных бесконечных лент, не имеющих жесткой опоры, что приводит к разнотолщинности получаемых изделий;
сложность и энергоемкость устройства;
некачественное формирование кромок длинномерных изделий поскольку масса в экструзионной камере слишком сильно уплотняется и выходит оттуда круглого сечения, которое довольно сложно превратить в прямоугольное;
очень высокий расход древесных отходов, т.к. изделие получается с очень высокой плотностью;
невозможность получения длинномерных изделий с применением связующих, требующих для отверждения высоких температур во время прессования, что не предусмотрено в устройстве и не может, например, осуществляться через подвижные бесконечные ленты.
Известно устройство для непрерывного изготовления древесных плит (авт. св. СССР N 1634502, кл. B 27 N 3/16, 1991 - прототип). Известное устройство включает станину, участок прессования, содержащий верхнюю и нижнюю подвижные стенки в виде бесконечных лент, участок предварительного уплотнения массы, содержащий боковые стенки и подвижные верхнюю и нижнюю бесконечные ленты, зазор между которыми уменьшается в сторону участка прессования, а также источники подачи и отсоса газообразного агента.
Недостатком известного устройства является узкая технологическая возможность, т. е. на нем можно изготавливать длинномерные изделия только в виде плит. Для изготовления длинномерных конструкционных изделий, имеющих большое поперечное сечение, другую форму, например, конструкционного строительного бруса необходима другая конструкция участков прессования и предварительного уплотнения, а также другая система прогрева массы для обеспечения достаточной прочности и низкой токсичности таких изделий.
Цель изобретения - получение длинномерных прессованных изделий из древесных и/или растительных частиц, обладающих высокой прочностью на изгиб, пониженной токсичностью и обеспечивающих экологическую безопасность.
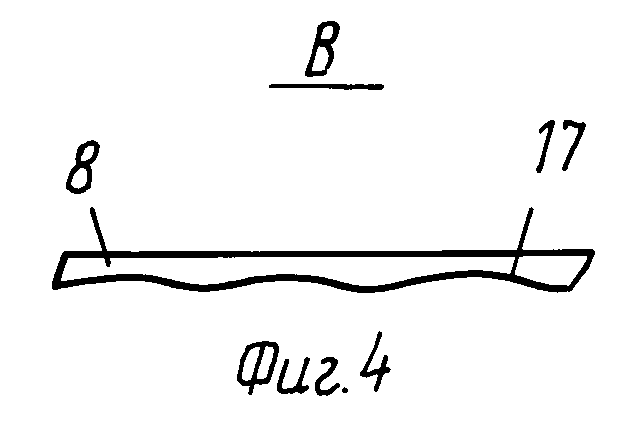
На фиг. 1 изображена схема устройства для изготовления конструкционного длинномерного изделия; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид по стрелке Б на фиг. 1; на фиг. 4 - узел B на фиг. 1.
Устройство для изготовления конструкционного длинномерного изделия из измельченных древесных и/или растительных частиц включает станину 1, участок прессования 2, содержащий верхнюю 3 и нижнюю 4 подвижные стенки в виде бесконечных лент, опирающихся на обогреваемые плиты 5, участок 6 предварительного уплотнения массы, содержащий боковые стенки 7 и смонтированные на неподвижных траверсах 8 и 9 подвижные верхнюю 10 и нижнюю 11 бесконечные ленты, зазор между которыми уменьшается в сторону участка прессования 2, а также источники 12 и 13 соответственно подачи и отсоса газообразного агента. Участок прессования 2 снабжен неподвижными перфорированными боковыми стенками 14 с перфорациями 15, которые сообщаются с источником 13 отсоса газообразного агента, а боковые стенки 7 участка 6 предварительного уплотнения массы выполнены неподвижными и перфорированными с перфорациями 16 и сообщаются с источником 12 подачи газообразного агента. Рабочая поверхность траверсы 8 для верхней бесконечной ленты 10 участка 6 предварительного уплотнения выполнена волнистой, при этом высота волны 17 убывает в направлении к участку прессования 2. В конце устройства расположен приемный стол 18 с подающими роликами 19. На столе 18 смонтирована с возможностью перемещения вдоль него пила 20. В начале устройства расположен бункер 21 выдачи осмоленных древесных и/или растительных частиц. В зоне бункера 21 расположен участок 22 армирования конструкционного длинномерного изделия, который в случае необходимости позволяет изготовить длинномерные изделия, армированные, например, проволокой 23, расположенной на бобине 24. Следует отметить, что все бесконечные ленты работают синхронно от одного привода (на фиг. не показана) и перемещаются, например, по фторопластовой основе для уменьшения коэффициента трения. Внутренние поверхности всех неподвижных боковых стенок с этой же целью облицованы, например, фторопластом.
Неподвижные перфорированные боковые стенки 7 участка 6 предварительного уплотнения сообщаются дополнительно с установленным в начале последнего источником 25 отсоса газообразного агента через перфорации 26.
Устройство работает следующим образом.
Включают привод устройства (на фиг. не показан). Осмоленные древесные и/или растительные частицы из бункера 21 в необходимом объеме выдаются на бесконечную ленту нижней подвижной стенки 11 участка 6 предварительного уплотнения массы и перемещаются по каналу, образованному верхней 10, нижней 11 подвижными стенками и боковыми неподвижными стенками 7, в направлении к участку 2 прессования. За счет сужения зазора между верхней 10 и нижней 11 подвижными стенками масса предварительно уплотняется. Открывают вентиль источника 12 и подают в зону предварительного уплотнения массы пар под давлением, т. е. осуществляют продувку паром массы, которая в этот момент имеет еще небольшую плотность. Кроме того, волнистость верхней траверсы 8 позволяет в процессе предварительного уплотнения пресс-массы изменять давление, а следовательно, и плотность пресс-массы, в пульсирующем режиме, что способствует большей эффективности внутреннего прогрева пресс-массы. Прогрев массы внутри ускоряет отверждение связующего. Еще больший эффект достигается при предварительном вакуумировании пресс-массы через перфорации 26 посредством источника 25 отсоса газообразного агента. Прогретая пресс-масса поступает на участок 2 прессования, где выдерживается под давлением, причем дополнительно прогреваются внешние слои прессуемого изделия от нагревательных плит 5, при этом открывают вентиль источника 13 и посредством вакуумирования вытягивают из внутренней полости прессуемого длинномерного изделия образовавшуюся там влагу. Из участка 2 прессования выходит по мере изготовления заготовка неопределенной длины, которая поступая на приемный стол 18, пилой 20 разрезается на изделия требуемой длины. Во время распиливания заготовки на изделия пила 20 перемещается вместе с заготовкой. Ход пилы определяется конечным выключателем (на фиг. не показано) в зависимости от требуемой длины изделия. В случае необходимости получения армированного длинномерного изделия на участке армирования 22 устанавливают бухту 24 проволоки 23. Конец проволоки 23 предварительно перед циклом изготовления протаскивают через участки 6 и 2 предварительного уплотнения массы и прессования соответственно и прицепляют к механизму 27 перемещения пилы 20. При выдаче осмоленной массы из бункера 21 проволока 23 располагается внутри брикета, в процессе предварительного уплотнения и прессования спрессовывается с массой длинномерной заготовки и при распиливании остается в изделии.
Изобретение позволяет получить длинномерные прессованные изделия из древесных и/или растительных частиц, в том числе, имеющие различные поперечные сечения, обладающие высокой прочностью на изгиб, поскольку устройство позволяет осуществить глубокий внутренний прогрев массы. За счет использования в устройстве продувки паром массы и последующего ее вакуумирования обеспечивается получение конструкционных длинномерных изделий с пониженной токсичностью, а также - экологическая безопасность, поскольку продувка паром позволяет закончить полимеризацию смолы во внутренних слоях изделия, а при вакуумировании вместе с влагой удаляется и свободный формальдегид. Продувка насыщенным паром пресс-массы на стадии предварительного уплотнения позволяет очень быстро (несколько секунд) прогреть внутренние слои до температуры 140-160oC, что позволяет провести процесс изготовления длинномерного изделия с высокой производительностью и получить равноплотные и равнопрочные изделия по всему сечению.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1996 |
|
RU2124435C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113988C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 1996 |
|
RU2113985C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЗАГРЯЗНЕННОГО БАЛЛАСТА И ЕГО СОРТИРОВКИ | 2000 |
|
RU2187592C2 |
| ЭЛЕКТРОТЕРМИЧЕСКИЙ ПРИВОД ДЛЯ РАЗДВИЖНЫХ ДВЕРЕЙ НАЗЕМНОГО ТРАНСПОРТА | 1997 |
|
RU2114268C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ РЕЛЬСОВЫХ ПОДКЛАДОК "ПОДОШВОЙ ВНИЗ" | 1999 |
|
RU2176002C2 |


Использование: изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении конструкционных длинномерных изделий из измельченных древесных и/или растительных частиц. Сущность изобретения: устройство включает станину 1, участок прессования 2, снабженный неподвижными боковыми перфорированными стенками 14, и участок 6 предварительного уплотнения массы, которой выполнен в виде смонтированных на неподвижных траверсах 3 и 9 подвижных верхней 10 и нижней 11 бесконечных лент и неподвижных перфорированных боковых стенок 7. Рабочая поверхность траверсы 8 выполнена волнистой. 1 з.п. ф-лы, 4 ил.
| RU, патент, 2025275, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| SU, авторское свидетельство, 1634502, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
