Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении конструкционных длинномерных изделий из измельченных древесных и/или растительных частиц.
Известно устройство для изготовления длинномерных изделий из отходов древесины (Патент РФ N 2025275, B 27 N 3/24, 1994). Известное устройство включает участок предварительного уплотнения массы, выполненный в виде экструзионной камеры, и участок прессования, содержащий подвижные горизонтальные и вертикальные стенки, выполненные в виде бесконечных лент. Масса вначале предварительно уплотняется в экструзионной камере, откуда она выдавливается, и попадает на участок прессования, при этом измельченные частицы переориентируются вертикально (т.е. располагаются в плоскостях поперечного сечения изделия). Далее уплотненная масса проходит между параллельными горизонтальными и вертикальными бесконечными лентами. При этом под давлением формируются грани длинномерного изделия.
Недостатками известного устройства являются:
- низкая прочность на изгиб полученных изделий, что происходит из-за переориентации частиц (т.е. их расположения в плоскости поперечного сечения изделия) под действием продольного усилия прессования в процессе предварительного уплотнения массы. Это не позволяет использовать их в качестве несущих строительных деталей, работающих на изгиб;
- мала прочность соединения подаваемых в прессовый канал порций друг с другом;
- мала надежность устройства в виду использования в качестве стенок участка прессования подвижных бесконечных лент, не имеющих жесткой опоры, что приводит к разнотолщинности получаемых изделий;
- сложность и энергоемкость устройства;
- некачественное формирование кромок длинномерных изделий, поскольку масса в экструзионной камере слишком сильно уплотняется и выходит оттуда круглого сечения, которое довольно сложно превратить в прямоугольное;
- очень высокий расход древесных отходов, т.к. изделие получается с очень высокой плотностью;
- невозможность получения длинномерных изделий с применением связующих, требующих для отверждения высоких температур во время прессования, что не предусмотрено в устройстве и не может, например, осуществляться через подвижные бесконечные ленты.
Известно устройство для непрерывного изготовления древесных плит (Авт. св. СССР N 1634502, Кл. B 27 N 3/16, 1991 прототип). Известное устройство включает станину, участок прессования, содержащий верхнюю и нижнюю подвижные стенки в виде бесконечных лент, участок предварительного уплотнения массы, содержащий боковые стенки и подвижные верхнюю и нижнюю бесконечные ленты, зазор между которыми уменьшается в сторону участка прессования, а также источники подачи и отсоса газообразного агента.
Недостатком известного устройства является узкая технологическая возможность, т. к. на нем можно изготавливать длинномерные изделия только в виде плит. Для изготовления длинномерных конструкционных изделий, имеющих большое поперечное сечение, другую форму, например, конструкционного строительного бруса, необходима другая конструкция участков прессования и предварительного уплотнения, а также другая система прогрева массы для обеспечения достаточной прочности и низкой токсичности таких изделий.
Цель изобретения - получение длинномерных прессованных изделий из древесины и/или растительных частиц, обладающих высокой прочностью на изгиб, пониженной токсичностью и обеспечивающих экологическую безопасность.
На фиг. 1 изображена схема устройства для изготовления конструкционного длинномерного изделия;
На фиг. 2 - то же, вид по стрелке А на фиг. 1;
На фиг. 3 - то же, вид по стрелке Б на фиг. 1.
Устройство для изготовления конструкционного длинномерного изделия из измельченных древесных и/или растительных частиц включает станину 1, участок прессования 2, содержащий верхнюю 3 и нижнюю 4 подвижные стенки в виде бесконечных лент, участок 5 предварительного уплотнения массы, содержащий боковые стенки 6 и подвижные верхнюю 7 и нижнюю 8 бесконечные ленты, зазор между которыми уменьшается в сторону участка прессования 2, а также источники 9 и 10 соответственно подачи и отсоса газообразного агента. Участок прессования 2 снабжен неподвижными перфорированными боковыми стенками 11 и перфорациями 12, которые сообщаются с источником 10 отсоса газообразного агента, а боковые стенки 6 участка 5 предварительного уплотнения массы выполнены неподвижными с перфорациями 13 и сообщаются с источником подачи 9 газообразного агента. В конце устройства расположен приемный стол 14 с подающими роликами 15. На столе 14 смонтирована с возможностью перемещения вдоль него пила 16. В начале устройства расположен бункер 17 выдачи осмоленных древесных и/или растительных частиц. В зоне бункера 17 расположен участок 18 армирования конструкционного длинномерного изделия, который в случае необходимости позволяет изготовить длинномерные изделия, армированные, например, проволокой 19, расположенной на бобине 20. Следует отметить, что все бесконечные ленты работают синхронно от одного привода (не показано) и перемещаются, например, по фторопластовой основе для уменьшения коэффициента трения. Внутренние поверхности всех неподвижных боковых стенок с этой же целью облицованы, например, фторопластом.
Устройство работает следующим образом.
Включают привод устройства (на фиг. не показан). Осмоленные древесные и/или растительные частицы из бункера 17 в необходимом объеме выдаются на бесконечную ленту нижней подвижной стенки 8 участка 5 предварительного уплотнения массы и перемещаются по каналу, образованному верхней 7, нижней 8 подвижными стенками и боковыми неподвижными стенками 6, в направлении к участку 2 прессования. За счет сужения зазора между верхней 7 и нижней 8 подвижными стенками масса предварительно уплотняется. Открывают вентиль источника 9 и подают а зону предварительного уплотнения массы пар под давлением, т. е. осуществляют продувку паром массы, которая в этот момент имеет еще небольшую плотность. Это позволяет прогреть массу внутри, тем самым ускорить отверждение связующего. Прогретая прессмасса поступает на участок 2 прессования, где выдерживается под давлением, при этом открывают вентиль источника 10 и посредством вакуумирования вытягивают из внутренней полости прессуемого длинномерного изделия образовавшуюся там влагу. Из участка прессования 2 выходит по мере изготовления заготовка неопределенной длины, которая поступает на приемный стол 14, пилой 16 разрезается на изделия требуемой длины. Во время распиливания заготовки на изделия пила 16 перемещается вместе с заготовкой. Ход пилы определяется конечным выключателем (не показано) в зависимости от требуемой длины изделия. В случае необходимости получения армированного длинномерного изделия на участке армирования 18 устанавливается бухта 20 проволоки 19. Конец проволоки 19 предварительно перед циклом изготовления протаскивается через участки 5 и 2 предварительного уплотнения массы и прессования соответственно и прицепляется к механизму перемещения пилы 21. При выдаче осмоленной массы из бункера 17 проволока располагается внутри брикета, в процессе предварительного уплотнения и прессования спрессовывается с массой длинномерной заготовки и при распиливании остается в изделии.
Изобретение позволяет получить длинномерные прессованные изделия из древесных и/или растительных частиц, в том числе имеющие различные поперечные сечения, обладающие высокой прочностью на изгиб, поскольку устройство позволяет осуществить глубокий внутренний прогрев массы. За счет использования в устройстве продувки паром массы и последующего ее вакуумирования обеспечивается получение конструкционных длинномерных изделий с пониженной токсичностью, а также экологическая безопасность, поскольку продувка паром позволяет закончить полимеризацию смолы во внутренних слоях изделия, а при вакуумировании вместе с влагой удаляется и свободный формальдегид.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1996 |
|
RU2124985C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113988C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 1996 |
|
RU2113985C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЗАГРЯЗНЕННОГО БАЛЛАСТА И ЕГО СОРТИРОВКИ | 2000 |
|
RU2187592C2 |
| ЭЛЕКТРОТЕРМИЧЕСКИЙ ПРИВОД ДЛЯ РАЗДВИЖНЫХ ДВЕРЕЙ НАЗЕМНОГО ТРАНСПОРТА | 1997 |
|
RU2114268C1 |
| ОППОЗИТНЫЙ КРИВОШИПНО-ПОЛЗУННЫЙ МЕХАНИЗМ | 1998 |
|
RU2148744C1 |
Использование: изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении конструкционных длинномерных изделий из мельченных древесных и/или растительных частиц. Сущность изобретения: устройство включает станину 1, участок прессования 2 которой снабжен неподвижными боковыми перфорированными стенками 11, участок 5 предварительного уплотнения массы. Участок 5 предварительного уплотнения массы выполнен в виде подвижных верхней 7 и нижней 8 стенок из бесконечных лент и неподвижных перфорированных боковых стенок 6. 3 ил.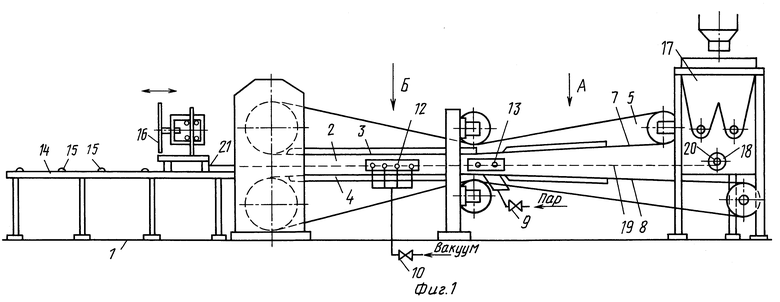
Устройство для изготовления конструкционного длинномерного изделия из измельченных древесных и/или растительных частиц, включающее станину, участок прессования, содержащий верхнюю и нижнюю подвижные стенки в виде бесконечных лент, участок предварительного уплотнения массы, содержащий боковые стенки и подвижные верхнюю и нижнюю бесконечные ленты, зазор между которыми уменьшается в сторону участка прессования, а также источники подачи и отсоса газообразного агента, отличающееся тем, что участок прессования снабжен неподвижными перфорированными боковыми стенками, которые сообщаются с источником отсоса газообразного агента, а боковые стенки участка предварительного уплотнения массы выполнены неподвижными и перфорированными и сообщаются с источником подачи газообразного агента.
| RU, патент, 2025275, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| SU, авторское свидетельство 1634502, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
