Изобретение относится к способу прямого восстановления содержащего оксиды материала, в котором газ синтеза, предпочтительно преобразованный природный газ, смешивают с колошниковым газом, образующимся при прямом восстановлении содержащего оксиды железа материала, и используют как восстановительный газ для прямого восстановления и нагревания этого материала до температуры восстановления, а также к установке для осуществления этого способа.
Способ такого типа известен из EP-A-0571358.
Металлические части установки, которые входят в контакт с CO-содержащим восстановительным газом, подвержены сильной коррозии, в результаты которой происходит разложение металла, которое в технической литературе называется "metal dusting". "Metal dusting" происходит более интенсивно при повышенных температурах, следовательно, части объекта, контактирующие с горячим восстановительным газом, подвержены особой опасности. В упомянутой выше установке такими частями являются прежде всего реакторы, в которых осуществляют прямое восстановление, и нагреватели для нагрева восстановительного газа до температуры восстановления.
Известно, что для исключения или уменьшения "metal dusting" в состав восстановительного газа вводят серу посредством вдувания через фурмы H2S в виде газа. Введение H2S в виде газа не только является технологически сложным, но и дорогим, а кроме того, вызывает процедурные трудности, так как регулирование заданного содержания H2S в восстановительном газе как функции химического состава восстановительного газа является сложной задачей.
Способ, в котором необходимо подводить газ H2S, известен, например, из US-A-4 376648. После очистки использованного восстановительного газа от CO согласно этому способу в восстановительный газ подводится сероводород, полученный вне системы или материал, образующий сероводород.
Изобретение направлено на исключение этих недостатков и трудностей и его целью является обеспечение способа, типа указанного выше, и установки для осуществления способа, которые позволят осуществить регулирование заданного содержания H2S с достаточной точностью при незначительных процедурных и структурных расходах и низкой стоимости.
В соответствии с изобретением эта задача решается тем, что по крайней мере часть серы, имеющейся в содержащем оксиды железа материале, вместе с колошниковым газом вводят в восстановительный газ в форме H2S, образующегося при нагреве и при прямом восстановлении соответственно.
Изобретение основано на идее использовать серу, которая обычно содержится в руде и которая еще не использовалась при дальнейшей обработке, при этом преимущества достигаются за счет того, что H2S образуется в процессе нагрева сульфидных руд. Согласно изобретению H2S вместе с восстановительным газом, который осуществляет нагрев и которым он поглощается, выделяется как колошниковый газ и вводится в восстановительный газ.
Таким образом, регулирование объемного содержания H2S в восстановительном газе в пределах от 20•10-6 до 40•10-6, предпочтительно около 25•10-6, регулируется посредством колошникового газа.
Согласно предпочтительному варианту реализации изобретения колошниковый газ подвергают очистке от CO2 до того, как его используют в качестве восстановительного газа, и регулирование содержания H2S в восстановительном газе осуществляют путем непосредственного примешивания к восстановительному газу по крайней мере части объема колошникового газа, не очищенного от CO2. Этот вариант наиболее прост для реализации, потому что единственно что для этого требуется - это обводной канал в обход скруббера CO2. Поскольку вымывание H2S в этой части объема колошникового газа исключено, постольку оставшаяся часть колошникового газа подвергается очистке от CO2, при которой также вымывается H2S. Желательное содержание H2S в восстановительном газе может быть отрегулировано простым способом путем изменения количества колошникового газа, пропускаемого через обводной канал.
Другой предпочтительный вариант реализации отличается тем, что в качестве газа синтеза используют преобразованный природный газ и что как преобразованный природный газ, так и колошниковый газ подвергают очистке от CO2 до использования в качестве восстановительного газа, в котором часть объема преобразованного природного газа вводят непосредственно в восстановительный газ без очистки от CO2. Вследствие этого любое желательное содержание CO2 может быть получено простым способом, а изменения содержания CO2 и соотношения CO/CO2 в восстановительном газе, вызываемые прямой добавкой части неочищенного от CO2 колошникового газа, могут быть сбалансированы при желательном содержании H2S.
Другой предпочтительный путь достижения желательного содержания H2S в восстановительном газе отличается тем, что регулирование содержания H2S в восстановительном газе осуществляют посредством изменения степени очистки от CO2 при сохранении в очищенном газе части CO2 и, следовательно, части H2S. Этот вариант реализации требует наименьших структурных расходов, т.к. не требуется даже обводной канал, однако все же следует иметь в виде, что весь газ должен пройти через скруббер CO2, который должен иметь соответствующие размеры.
В случае, если конкретный материал, содержащий оксиды железа, не имеет в своем составе серы, предпочтительно добавить к нему сернистый материал типа серного колчедана, что обеспечить таким образом образование H2S и его поглощение восстановительным газом в процессе нагрева содержащего оксиды железа материала до температуры восстановления.
Установка для осуществления способа содержит по крайней мере один реактор прямого восстановления для приема содержащего оксиды железа материала, нагрева и восстановления этого материала, канал подачи восстановленного газа, ведущий в упомянутый реактор прямого восстановления, и канал отвода колошникового газа для отвода колошникового газа из упомянутого реактора прямого восстановления, образующегося при прямом восстановлении, а также при нагреве до температуры восстановления, канал отвода колошникового газа введен в скруббер CO2, восстановительный газ, образованный газом синтеза и колошниковым газом, поступает в реактор прямого восстановления по каналу подачи восстановительного газа, и канал подачи восстановительного газа, ведущий из скруббера CO2 к реактору прямого восстановления, и отличается тем, что канал отвода колошникового газа соединен по потоку с каналом подачи восстановительного газа посредством обводного канала в обход скруббера CO2 .
Предпочтительный вариант конструкции для получения газа синтеза содержит реформер для преобразования природного газа и канал для преобразованного газа, который выходит их реформера и подключен к каналу отвода колошникового газа, причем как канал для преобразованного газа, так и канал отвода колошникового газа введены в скруббер CO2.
Предпочтительно канал для преобразованного газа связан по потоку с каналом подачи восстановительного газа обводным каналом в обход скруббера CO2.
Соответственно, обводной(ные) канал(ы) оборудован(ы) регулирующим клапаном, предпочтительно управляющим клапаном с возможностью управления от средств измерения концентрации H2S.
Далее изобретение будет объяснено более подробно с помощью чертежа, иллюстрирующего процесс согласно предпочтительному варианту.
Установка согласно изобретению включает четыре реактора вихревого слоя 1 - 4, последовательно соединенные в группу, где материал, содержащий оксиды железа, типа тонкоизмельченной руды, подают через канал загрузки руды 5 в первый вихревой реактор 1, в котором материал нагревают до температуры восстановления (или повторного восстановления), и затем передают от одного вихревого реактора к другому по конвейерному транспортеру 6. Полностью восстановленный материал (губчатое железо) подвергают горячему брикетированию в устройстве брикетирования 7.
При необходимости восстановленное железо защищают от переокисления в процессе брикетирования системой инертного газа, которая на чертеже не показана.
До подачи в первый реактор вихревого слоя 1 мелкоизмельченную руду подвергают предварительной обработке, такой как сушке и просеиванию, которая подробно не иллюстрируется.
Восстановительный газ пропускают в противотоке к рудному потоку от реактора вихревого слоя 4 к реакторам вихревого слоя 3 - 1 и выпускают из последнего по направлению движения газа реактора 1 как колошниковый газ через канал выпуска колошникового газа 8, охлаждают и подвергают мокрой очистке в скруббере 9.
Восстановительный газ получают в установке для реформинга 10 путем преобразования природного газа, который подают по каналу 11, и десульфируют в установке десульфурирования 12. Газ, выходящий из установки для реформинга, получен из природного газа и пара и, по существу, состоит из H2, CO, CH4, H2O и CO2. Этот преобразованный природный газ подают через канал для преобразованного газа 13 в несколько теплообменников 14, в которых он охлаждается и освобождается от воды, которая здесь конденсируется.
Канал для преобразованного газа 13 входит в канал выпуска колошникового газа 8 после того, как колошниковый газ сжимают посредством компрессора 15. Полученная таким образом смесь газов проходит через скруббер CO2 16, где она очищается от CO2 и также от H2S. После этого смесь пригодна для использования в качестве восстановительного газа. Этот восстановительный газ транспортируют по каналу подачи восстановительного газа 17, нагревают до температуры около 800oC в газонагревателе 18, установленном последовательно после скруббера CO2, и подают в первый по направлению газового потока реактор вихревого слоя 4, где он вступает в реакцию с мелкоизмельченной рудой с получением прямо восстановленного железа. Реакторы вихревого слоя 4 - 1 последовательно соединены в группу; восстановительный газ поступает из одного реактора вихревого слоя в другой через соединительные каналы 19.
Для того чтобы избежать переобогащения инертными газами типа N2, часть колошникового газа выводят из системы циркуляции газа 8, 17, 19. Отводимый колошниковый газ через ответвление 20 подают к нагревателю восстановительного газа 18, где он сгорает. Возможный недостаток энергии пополняют посредством подачи природного газа по трубопроводу 21.
Существенно высокое теплосодержание преобразованного природного газа, выходящего из реформера 10, а также дымовых газов реформера, используют в рекуператоре 22 для предварительного нагрева природного газа после прохождения им десульфурирующей установки 12, для получения пара, требующегося для реформинга, и для предварительного нагрева воздуха, подаваемого к газонагревателю 18 по каналу 23, а также, если требуется, восстановительного газа. Воздух, подаваемый в установку для реформинга по каналу 24, также предварительно нагревают.
Колошниковый газ, покидающий реактор вихревого слоя 1, имеет объемное содержание H2S от 40•10-6 до 140•10-6 в зависимости от содержания серы в руде. H2S образуется при нагреве мелкоизмельченной руды до температуры восстановления или при предварительном восстановлении мелкоизмельченной руды соответственно.
Согласно изобретению H2S не вымывается полностью из колошникового газа в скруббере CO2, но обеспечивается, чтобы из колошникового газа в восстановительный газ было внесено необходимое содержание H2S. С одной стороны, это может бы реализовано с помощью обводного канала 25, который в обход скруббера CO2 16 выходит из канала выпуска колошникового газа 8, проходит через регулятор или клапан 26 и входит в канал подачи восстановительного газа 17. Регулятор или регулирующий клапан 26 настроен таким образом, чтобы объемное содержание H2S в восстановительном газе составляло от 20•10-6 до 40•10-6, предпочтительно около 25•10-6. Предпочтительно регулятор или регулирующий клапан 26 управляется с помощью средства измерения концентрации H2S 27.
Желательное содержание H2S в восстановительном газе может быть также получено при пропускании всего колошникового газа через скруббер CO2 при регулировании степени очистки в последнем так, чтобы часть CO2 и, следовательно, также часть H2S оставалась в газе, выходящем из скруббера CO2 16. При этом обеспечивается преимущество, заключающееся в отсутствии вспомогательного средства в виде обводного канала 25 с регулирующим клапаном 26, однако требуется, чтобы весь суммарный объем газа, то есть весь колошниковый газ и весь преобразованный природный газ, проходили через скруббер CO2 16, который, таким образом, должен иметь соответствующие для такого объема размеры.
Для получения желательного содержания CO2 или желательного соотношения CO/CO2 соответственно, на которые влияет изменение в степени очистки в скруббере CO2 16 или прямая подача части колошникового газа через обводной канал 25, часть преобразованного природного газа может быть подведена в канал подачи восстановительного газа 17 через обводной канал 29, обходящий скруббер CO2 16, аналогично оборудованный регулирующим клапаном 28; этот обводной канал 29 выходит из канала для преобразованного газа 13. Указанные выше средства регулирования желательного содержания H2S в восстановительном газе могут быть реализованы раздельно или совместно.
Регулирование H2S до 25•10-6 будет объяснено посредством следующего примера.
100 т/ч высушенной мелкоизмельченной руды загружали в установку для прямого восстановления, выполненную в соответствии с чертежом и предназначенную для производства 70 т/ч губчатого железа. Мелкоизмельченная руда имела следующий состав:
Гематит - 94,2%
Порода - 2,2%
Сера - 0,02%
78000 м3/ч колошникового газа, образующегося при прямом восстановлении, смешивали с 48000 м3/ч преобразованного природного газа и пропускали через скруббер CO2 16, в котором смесь газов очищали от CO2 и основной части серы (объемы газов приведены при нормальных условий).
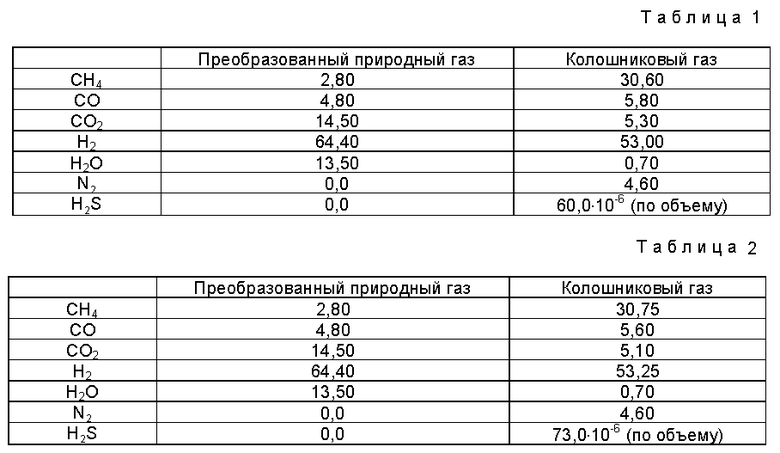
Преобразованный природный газ и колошниковый газ имели химические составы, указанные в табл. 1 ниже.
Газовая смесь, выходящая из скруббера CO2 16, образована из очищенного преобразованного природного газа и очищенного колошникового газа и имеет следующий состав:
CH4 - 22,80
CO - 6,15
CO2 - 0,80
H2 - 64,90
H2O - 2,10
N2 - 3,25
H2S - 2•10-6(по объему)
Эту газовую смесь смешивали с 78000 м3/ч колошникового газа, который не прошел через скруббер CO2 16. Полученная газовая смесь образует восстановительный газ, который подают к газонагревателю 18 и далее к реакторам вихревого слоя 1 - 4, и имеет следующий состав:
CH4 - 24,50
CO - 6,0
CO2 - 3,6
H2 - 60,90
H2O - 1,5
N2 - 3,5
H2S - 2•10-6(по объему)
Степень металлизации губчатого железа составили 92%.
В следующем примере содержание H2S составляло 35•10-6.
100 т/ч высушенной мелкоизмельченной руды загружали в установку для прямого восстановления, оборудованную в соответствии с чертежом и предназначенную для производства 70 т/ч губчатого железа. Мелкоизмельченная руда имела следующий состав:
Гематит - 94,2%
Порода - 2,2%
Сера - 0,02%
63000 м3/ч колошникового газа, образующегося при прямом восстановлении, смешивали с 54000 м3/ч преобразованного природного газа и пропускали через скруббер CO2 16, в котором смесь газов очищалась от CO2 и основной части серы (объемы газов приводятся для нормальных условий).
Преобразованный природный газ и колошниковый газ имели химические составы, указанные в табл. 2.
Газовая смесь, выходящая из скруббера CO2 16, образована из очищенного преобразованного природного газа и очищенного колошникового газа и имеет следующий состав:
CH4 - 20,60
CO - 6,00
CO2 - 0,80
H2 - 67,50
H2O - 2,20
N2 - 2,90
H2S - 2•10-6(по объему)
Эту газовую смесь смешивали с 94000 м3/ч колошникового газа, который не прошел через скруббер CO2 16. Полученная газовая смесь образует восстановительный газ, который подают к газонагревателю 18 и далее к реакторам вихревого слоя 1 - 4 и который имеет следующий состав:
CH4 - 20,60
CO - 6,00
CO2 - 0,80
H2 - 67,50
H2O - 2,20
N2 - 2,90
H2S - 2•10-6(по объему)
Степень металлизации губчатого железа составила 92%.
Изобретение не ограничено описанными выше примерами и применимо также к другим процессам прямого восстановления, например, к таким, в которых реакторы вихревого слоя 1 - 4 заменены шахтными печами для крупнокусковой руды. Преобразованный природный газ также может быть заменен другими восстановительными газами, прежде всего содержащими CO и H2, типа:
LD отходящий газ
EAF отходящий газ
Доменный газ от доменных печей
Колошниковой газ от Корекс (Corex) установок
Каменноугольный газ
Корекс газ от Корекс (Corex) газификаторов
Химические газы.
Сущность изобретения: газ синтеза смешивают с колошниковым газом, полученным при прямом восстановлении содержащего оксиды железа материала, и используют в качестве восстановительного газа для прямого восстановления и нагрева содержащего оксиды железа материала до температуры восстановления. Для того, чтобы поддерживать заданное содержание H2S относительно простыми приемами и с помощью относительно простого оборудования по крайней мере часть серы, имеющейся в содержащем оксиды железа материале, вместе с колошниковым газом добавляют в восстановительный газ в виде H2S, образующегося при нагреве и прямом восстановлении. В качестве газа синтеза могут использоваться один или несколько следующих газов: отходящий газ кислородных конвертеров, отходящий от электродуговых печей колошниковый газ от доменных печей, колошниковый газ от установок Корекс, каменноугольный газ, газ от плавильных газификаторов установки Корекс, химические газы, Технический результат заключается в уменьшении или исключении коррозии металла (metal dusting) путем регулирования H2S c достаточной точностью и при незначительных процедурных и структурных расходах и низкой стоимости. 2 с. и 10 з.п. ф-лы, 1 ил., 2 табл.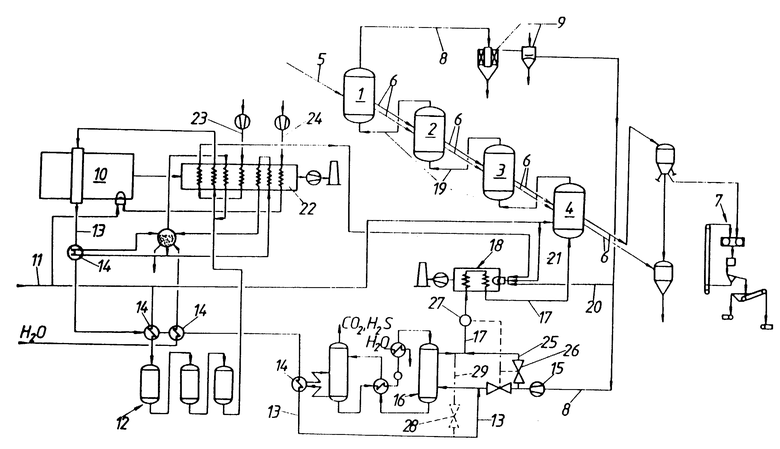
| US 4376648 A, 1980 | |||
| Способ восстановления железорудного сырья | 1987 |
|
SU1535896A1 |
| DE 2907022 A, 1980 | |||
| US 4333761 A, 1982 | |||
| GB 799551 A, 1958. | |||
