Изобретение относится к металлургии, в частности для получения заготовок из двух распыляемых металлов.
Известно устройство для непрерывного литья заготовок (патент РФ N 2084310, B 22 D 11/04. Способ непрерывного литья заготовок и устройство для его осуществления. Опубл. 20.07.97 г. Бюл. N 20), содержащее разливочную емкость и стакан с распылителем, установленным в рабочей полости кристаллизатора, пара вертикальных граней кристаллизатора выполнена с возможностью возвратно-поступательного перемещения, а противоположная пара граней кристаллизатора выполнена с возможностью вращательного движения и имеет в верхней части расширенный участок с углом наклона α к вертикали, распылитель выполнен в виде конуса, на поверхности которого равномерно расположены отверстия для распыливания металла, а его образующая - параллельно граням кристаллизатора на расширенном участке.
Недостатки известного устройства заключаются в невозможности получения заготовок из расплавов различных металлов.
Заявляемое устройство направлено на создание высокопроизводительного и ресурсосберегающего процесса производства заготовок из распыливаемых металлов.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в:
1. повышении производительности процесса получения заготовок;
2. получении сплошных заготовок произвольной формы с расположением пластичного металла заданной толщины по периметру или в центре заготовки;
3. повышении надежности работы устройства.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость; кристаллизатор; пара вертикальных граней кристаллизатора выполнена с возможностью возвратно-поступательного перемещения; противоположная пара граней кристаллизатора выполнена с возможностью вращательного движения и имеет в верхней части расширенный участок с углом наклона α к вертикали.
Отличительные признаки: обогреваемая разливочная емкость имеет две камеры; в днище емкости равномерно расположены отверстия для распыливания расплава; в первой камере диаметр отверстий в емкости для распыливания струй по периметру ванны кристаллизатора d=3-5 мм; во второй камере емкости диаметр отверстий для распыливания более легкоплавкого пластичного металла в центр кристаллизатора d=1-2 мм; решетка поворачивающаяся с отверстиями для подачи расплава из разливочной емкости; в центре разливочной емкости расположена цилиндрическая камера с поршнем и приводом для выдавливания расплава.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом достигается в следующем.
Выполнение обогреваемой разливочной емкости с двумя камерами позволяет одновременно и в строго заданные области ванны кристаллизатора производить подачу распыливаемых расплавов. Кроме этого, исключается необходимость наличия двух разливочных емкостей. Разогрев двух металлов осуществляется одновременно.
Выполнение в днище разливочной емкости равномерно отверстий обеспечивает равномерное распыливание расплава по сечению кристаллизатора.
Выполнение отверстий в разливочной емкости для распыливания струй по периметру ванны кристаллизатора диаметром менее d< 3 мм затрудняет истечение расплава из емкости при уменьшении уровня в ней, а также приводит к затягиванию отверстий кристаллизующимся металлом при нарушении обогрева разливочной емкости.
Увеличение диаметра отверстий в разливочной емкости для распыливания струй по периметру ванны кристаллизатора диаметром более d>5 мм, приводит к вероятности проплавления корочки на верхнем расширенном участке граней, а также к неравномерности роста корочки по периметру кристаллизатора, что нарушает формирование заготовки.
Выполнение в разливочной емкости отверстий диаметром менее d<5 мм для распыливания легкоплавкого металла в центр кристаллизатора приводит к недостаточному расходу расплава и необходимости увеличения количества отверстий, что затрудняет технологию изготовления разливочной емкости и усложняет процесс разливки.
Выполнение в разливочной емкости отверстий диаметром более d>2,5 мм для распыливания легкоплавного металла в центр кристаллизатора приводит в формируемой заготовке к неравномерному распределению металлов и нарушению четкой границы между ними, что ухудшает эксплуатационные свойства изделий.
Наличие в нижней части разливочной емкости поворачивающейся решетки с отверстиями обеспечивает подачу расплава в кристаллизатор в нужный момент времени, а также в случае необходимости прекращение процесса разливки.
Выполнение в центре разливочной емкости цилиндрической камеры с поршнем и приводом обеспечивает равномерное и непрерывное выдавливание расплава через отверстия диаметром d=1-2 мм при уменьшении уровня.
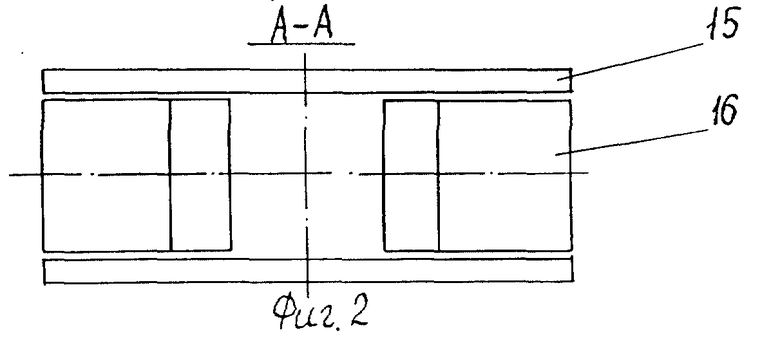
На фиг. 1 приведен внешний вид заявляемого устройства, а на фиг. 2 - сечение А-А фиг. 1.
Заявляемое устройство на фиг. 1 и 2 состоит из обогреваемой разливочной емкости 1 с наружной 2 и внутренней цилиндрической 3 камерами, в днище которых равномерно расположены отверстия 4 и 5 для распыливания расплава, рабочего поршня 6 с приводом 7, поворачивающейся решетки 13 для выпуска расплава с отверстиями, кристаллизатора 14 с парой вертикальных граней 15 с возможностью возвратно-поступательного перемещения и противоположной парой граней 16 с возможностью вращательного движения. Привод 7 состоит из газовой камеры 8, в которой расположен на общем штоке 9 газовый поршень 10, патрубков 11 и 12 для подачи и отвода сжатого воздуха.
В наружную 2 и внутреннюю камеру 3 обогреваемой разливочной емкости 1 жидкие металлы заливают с определенными перегревами, исключающими вероятность забивания закристаллизовавшимся металлом отверстий 4 и 5. Перед заливкой металла в прогретую емкость 1 решетка 13 устанавливается в положение, обеспечивающее перекрытие отверстий 4 и 5. В цилиндрическую камеру 3 привод 7 устанавливается после заливки расплава перед или во время разливки. В кристаллизатор 14 устанавливается специальное устройство-затравка, исключающая выливания из него расплава в начале процесса формирования заготовки.
Работа заявляемого устройства осуществляется следующим образом.
Из наружной 2 и внутренней цилиндрической 3 камер разливочной емкости 1 жидкие металлы через отверстия 4 и 5 после поворота решетки 13 с отверстиями поступают в виде струек на рабочие поверхности граней 15 и 16 кристаллизатора 14, где происходит их затвердевание и формирование заготовки. После заполнения расплавами определенного уровня кристаллизатор 14 включается в работу. При этом вертикальные грани 15 совершают возвратно-поступательное перемещение, а противоположная пара граней 16 - сложное вращательное движение с обжатием распыляемых металлов и выталкиванием образующейся заготовки из кристаллизатора.
При уменьшении уровня расплава в цилиндрической камере 3 включают в работу привод 7. Воздух под давлением поступает по патрубку 1 в газовую камеру 8 и оказывает давление на газовый поршень 10, обеспечивая одновременное перемещение со штоком 9 рабочего поршня 6. При этом расплав выдавливается из отверстий 5 под давлением поршня 6. В конце процесса сжатый воздух подают по патрубку 12 в камеру 8. Газовый поршень 10 со штоком 9 и поршнем 6 перемещаются в крайнее верхнее положение, освобождая камеру 3.
Устройство для получения непрерывно литых деформированных заготовок состоит из разливочной емкости и кристаллизатора с парой вертикальных граней, выполненных с возможностью возвратно-поступательного перемещения и противоположной парой граней с расширенным верхним участком и возможностью вращательного движения. Дополнительно разливочная емкость выполнена обогреваемой и имеет две камеры. В днище емкости равномерно расположены отверстия для распыливания расплава. Первая и вторая камеры разливочной емкости имеют отверстия различного диаметра для распыливания струй металлов. Кроме этого, в нижней части разливочной емкости расположена поворачивающаяся решетка с отверстиями, а вторая камера выполнена цилиндрической с установленными внутри нее поршнем и приводом перемещения. Технический результат заключается в повышении производительности процесса получения заготовок, возможности получения сплошных заготовок произвольной формы с расположением более легкоплавкого пластичного металла заданной толщины по периметру или в центре заготовки и повышении надежности работы устройства. 1 з.п.ф-лы, 2 ил.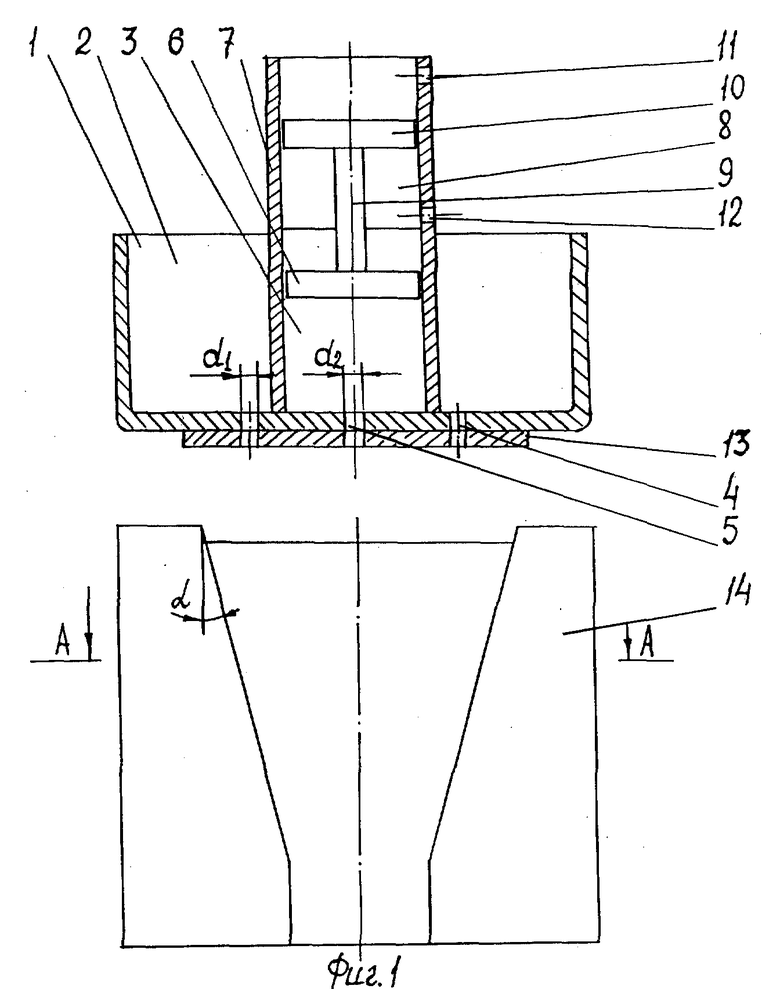
| RU, 2084310, C1, 1997 | |||
| SU, 511995, A, 1976 | |||
| FR, 2519891, A, 1983 | |||
| JP, 53-11269, A, 1978 | |||
| DE, 2548939, A, 1983 | |||
| DE, 2950406, A, 1985. |
