Изобретение относится к металлургии, в частности к установке для непрерывной разливки металлов.
Известна установка для непрерывного литья заготовок (патент РФ N 2086347. Установка для непрерывного литья заготовок /B.B. Стулов, В.И.Одиноков. Опубл.10.08.97, бюл. N 22), содержащая разливочную емкость, кристаллизатор, барабаны для ввода двух лент, устройство для обогрева граней кристаллизатора, средство для прижатия лент к поверхности граней с наклонным верхним участком, причем кристаллизатор выполнен с парными вертикальными гранями, имеющими возможность возвратно-поступательного движения, и парными гранями с наклонным верхним участком с возможностью вращательного движения.
Недостатком установки является необходимость использования приспособления-затравки в начале процесса разливки, а также возможность коробления вводимых лент при подаче расплава в кристаллизатор через стакан.
Заявляемая установка направлена на создание высокоэффективного процесса получения непрерывнолитых заготовок.
Техническая задача заключается в увеличении выхода годного металла, повышении производительности процесса получения непрерывнолитых деформированных заготовок, повышении надежности работы кристаллизатора.
Сущность установки заключается в том, что она содержит разливочную емкость, кристаллизатор, выполненный с парными вертикальными гранями, имеющими возможность возвратно-поступательного движения, и двумя парными гранями, имеющими наклонный верхний участок и возможность вращательного движения, барабаны для ввода двух лент, средство для прижатия лент к поверхности граней с наклонным верхним участком, устройство для обогрева граней кристаллизатора, при этом установка снабжена устройством для замыкания лент, а разливочная емкость выполнена обогреваемой с отверстиями, расположенными по периметру, для распыления расплава, диаметром d=2-4 мм; разливочная емкость снабжена поворачивающейся решеткой с отверстиями. На поверхности вертикальных граней устанавливаются листы из жаропрочного материала с необходимым профилем поверхности в средней части.
Выполнение разливочной емкости обогреваемой с отверстиями, расположенными по периметру, обеспечивает распыливание расплава в кристаллизаторе, что выравнивает поле температур в сечении деформированной корочки и исключает коробление вводимых лент. Выравнивание поля температур в сечении заготовки и формирование корочки ровной толщины по периметру кристаллизатора исключает растрескивание металла при различной степени его обжатия.
Уменьшение диаметра отверстий в разливочной емкости d < 2 мм приводит к уменьшению расхода поступаемого в кристаллизатор расплава при уменьшении его уровня в емкости, а также к затягиванию отверстий закристаллизовавшимся металлом при его охлаждении.
Увеличение диаметра отверстий в разливочной емкости d > 4 мм приводит к возможности проплавления корочки заготовки, формируемой вдоль граней с наклонным верхним участком.
Наличие в разливочной емкости поворачивающейся решетки с отверстиями обеспечивает поступление расплава в кристаллизатор в нужный момент времени.
Наличие устройства для замыкания лент обеспечивает возможность заливки расплава в кристаллизатор в пространство между металлами. В результате исключается необходимость наличия затравки, перекрывающей рабочую полость, и устройства для обогрева граней. После формирования заготовки ленты могут обрезаться.
Расположение на поверхности вертикальных граней листов из жаропрочного материала обеспечивает своевременную их замену в случае износа и задиров. При этом исключается необходимость механической обработки поверхности граней и простои установки.
Выполнение в средней части листов по их длине поверхности с необходимым профилем обеспечивает получение деформированных профильных заготовок.
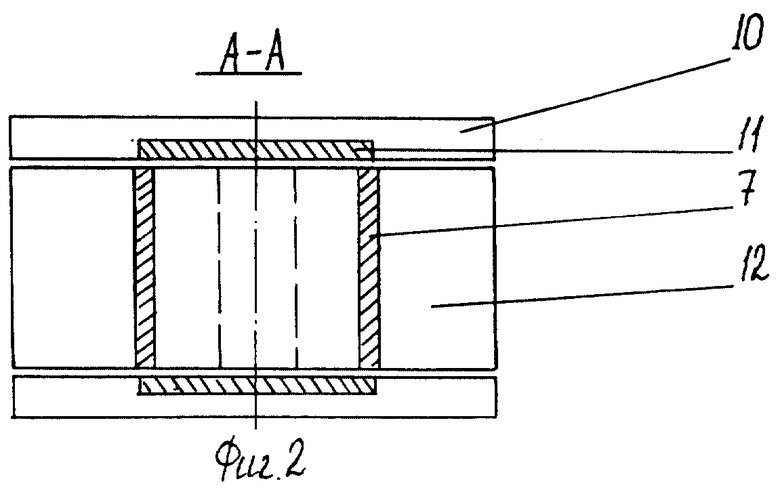
На фиг. 1 и 2 приведен внешний вид заявляемой установки для получения непрерывнолитых деформированных заготовок.
Заявляемая установка на фиг. 1 и 2 состоит из обогреваемой разливочной емкости 1 с отверстиями 2 и поворачивающейся решетки 3 с отверстиями 4, барабанов 5, средства 6 для прижатия лент 7 к поверхности грани, устройства 8 для замыкания лент, кристаллизатора 9 с вертикальными гранями 10, листа из жаропрочного материала 11 и граней 12 с наклонным верхним участком.
Работа установки заключается в следующем.
Предварительно с барабанов 5 в кристаллизатор 9 заводятся ленты 7, которые прижимаются средством 6 к поверхности грани 12 с наклонным верхним участком. В нижней части наклонного верхнего участка граней 12 ленты 7 замыкаются между собой с помощью устройства 8.
В прогретую разливочную емкость 1 заливают жидкий металл, который через отверстия 2 в емкости и отверстия 4 в решетке 3 распыливается по периметру кристаллизатора 9 в пространстве между листами 11 и лентами 7.
После прогрева граней 10 и 12 и достижения расплавом определенного уровня включается привод кристаллизатора 9. Грани 12 совершают сложное вращательное движение с обжатием металла, калибровкой поверхности и выталкиванием заготовки, а грани 10 с закрепленными на них листами 11 -возвратно-поступательное движение. Одновременно с работой кристаллизатора 9 включают привод барабанов 5 с подачей лент 7 через средство 6 для прижатия лент вдоль граней 12 с наклонным верхним участком.
После выхода деформированной заготовки из кристаллизатора в зависимости от требований к качеству поверхности металла ленты 7 могут одновременно обрезаться с барабанов 5.
Установка для получения непрерывнолитых деформированных заготовок содержит разливочную емкость, кристаллизатор, барабаны для ввода двух лент, устройство для обогрева граней кристаллизатора, средство для прижатия лент к поверхности граней с наклонным верхним участком. Кристаллизатор выполнен с парными вертикальными гранями с возможностью возвратно-поступательного движения и парными гранями с наклонным верхним участком с возможностью вращательного движения. Дополнительно разливочная емкость выполнена обогреваемой с отверстиями, расположенными по периметру, и снабжена поворачивающейся решеткой с отверстиями. Концы лент замыкаются с помощью устройства. Кроме этого, на поверхности вертикальных граней устанавливаются листы из жаропрочного материала, в средней части которых по длине изготовлен необходимый профиль поверхности. Технический результат заключается в увеличении выхода годного металла, повышении производительности процесса, а также повышении надежности работы кристаллизатора. 2 з.п. ф-лы, 2 ил.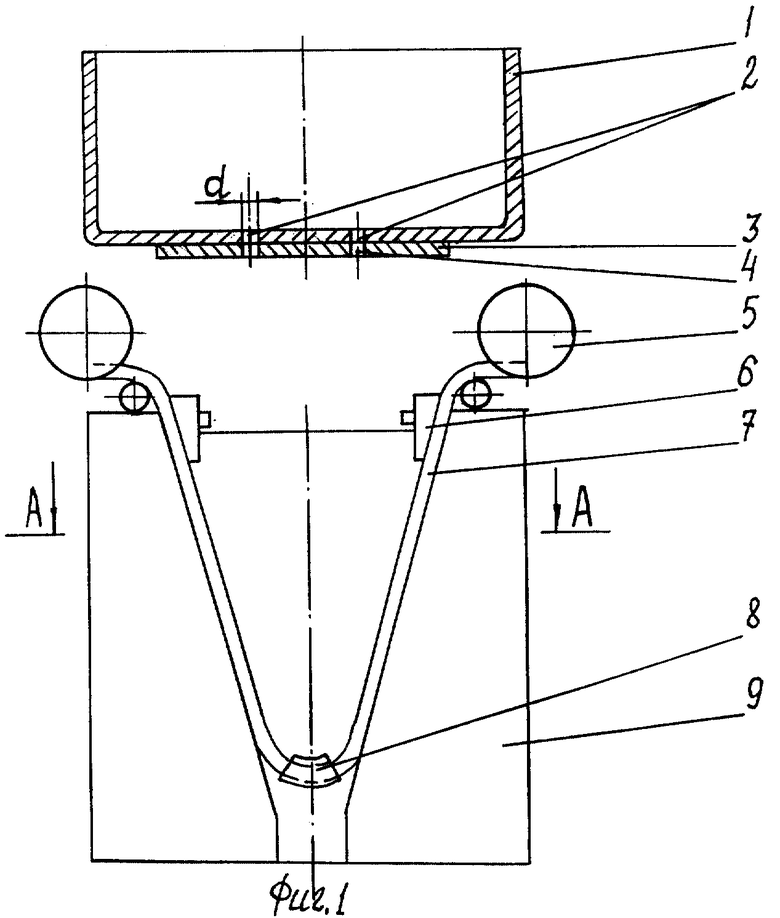
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1994 |
|
RU2086347C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077766C1 |
| US 4538667, 03.09.1985 | |||
| CH 659015, 31.12.1986 | |||
| Прибор для измерений и для черчения | 1925 |
|
SU2525A1 |
| Установка для непрерывного литья заготовок | 1977 |
|
SU772692A1 |
| Установка для получения трубных заготовок | 1974 |
|
SU511995A1 |
| Способ разливки металла | 1988 |
|
SU1740122A1 |
