Изобретение относится к области машиностроения, металлургии, автомобилестроения, судостроения и другим отраслям народного хозяйства, где требуется реставрация резинометаллических изделий.
Известен способ реставрации стальной арматуры, заключающийся в кратковременном поверхностном нагреве токами высокой частоты до температуры 330 - 350oC металлической арматуры, при которой нарушается адгезия на границе резина-клей-металл (Научно-механические достижения и передовой опыт. Производство и использование эластомеров. - М.: ЦНИИТЭИнефтехим, 1991, N 9. - С. 34 - 35).
Этот способ неэффективен при реставрации металлической разнотолщинной арматуры сложной формы.
Известен способ реставрации резинометаллических изделий, включающий помещение резинометаллического изделия в замкнутое теплоизолированное пространство, кратковременный индукционный нагрев металлической арматуры изделия до температуры, обеспечивающей нарушение адгезионной связи резиновой оболочки с металлической арматурой и механическое отделение резины от металла (SU 763150 A, 19.09.90).
Этот способ не обеспечивает равномерное распределение температуры по границе резина - клей - металл резинометаллического изделия с арматурой из сложнопрофильного алюминиевого высокопрочного сплава, что приводит к разрыву резины и неполному снятию резины при последующем механическом разделении резины и металла. Кроме того, не обеспечивает необходимую выдержку при температуре, не превышающей температуры старения металла для выравнивания ее по поверхности прилегания резинового покрытия и металлической арматуры и разрушения клеевого слоя.
При увеличении выдержки и перегрева происходит деструкция резины и ее осмоление, что при последующем отделении загрязняет атмосферу и окружающую среду.
Задача, на решение которой направлен способ, заключается в создании экологически чистого способа реставрации изделий без дополнительной механической и термической обработки арматуры сложного профиля.
Технический результат достигается тем, что в способе реставрации резинометаллических изделий, включающем помещение резинометаллического изделия в замкнутое теплоизолирующее пространство, кратковременный индукционный нагрев металлической арматуры изделия и механическое отделение резины от металла, в качестве резинометаллического изделия используют резинометаллическое изделие с арматурой сложного профиля из алюминиевого высокопрочного сплава, имеющее на границе соприкосновения резины и металлической арматуры клеевой слой, при этом осуществляют не выше температуры старения металла с выравниванием температуры по поверхности прилегания резинового покрытия и металлической арматуры и выдерживают изделие при этой температуре до разрушения клеевого слоя.
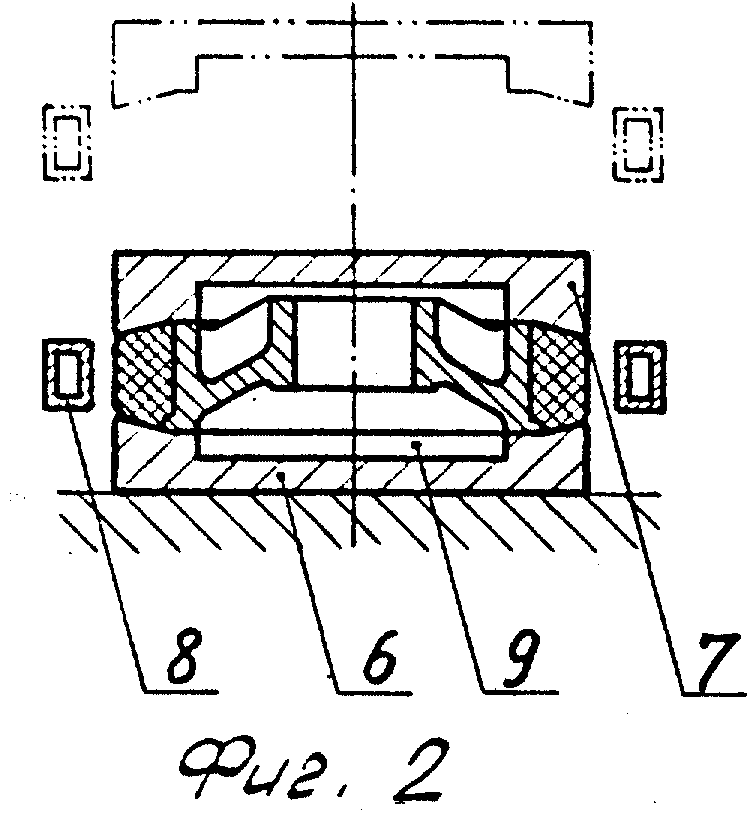
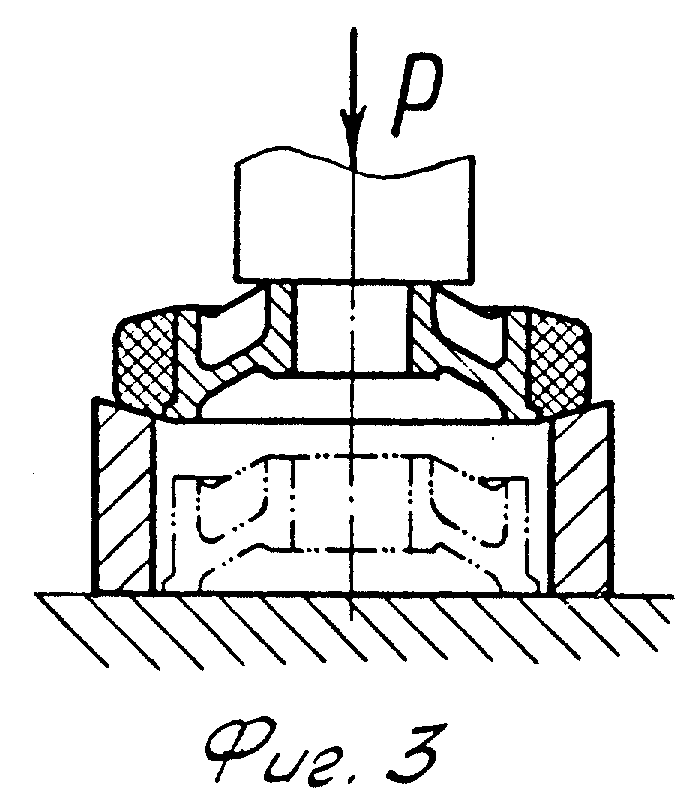
Сущность способа поясняется прилагаемым чертежом, где на фиг. 1 изображен общий вид резинометаллического изделия с арматурой сложного профиля из алюминиевого высокопрочного сплава в исходной позиции; на фиг. 2 - позиция нагрева; на фиг. 3 - позиция механического разделения металла и резинового покрытия.
Способ осуществляют следующим образом.
Резинометаллическую деталь (фиг. 1), состоящую из арматуры сложного профиля 1 с ободом 2, спицами 3 и резинового покрытия 4, имеющего на границе соприкосновения с металлической арматурой клеевой слой 5, укладывают в пост нагрева на неподвижную теплоизолирующую плиту 6 (фиг. 2).
Затем опускают подвижную теплоизолирующую плиту 7 и подводят индуктор 8. Обе плиты, соприкасаясь с резиновым покрытием 4 детали 1, образуют замкнутый объем 9, в котором размещена арматура 1.
После этого подают напряжение на индуктор 8 и разогревают деталь до температуры не выше температуры старения металла.
Так как металлический каркас имеет сложный профиль, неравномерно распределенный по образующей обрезиненного обода 2, то на начальном этапе нагрева от границы соприкосновения металларезины тепло по спицам 3 отводится в тело детали неодинаково, что вызывает различие температур нагрева граничной поверхности и клеевого слоя 5.
По мере прогревания тела детали разность температур снижается и к моменту достижения требуемой температуры обеспечивается равнотемпературное поле по поверхности прилегания резинового покрытия 4 и металлической арматуры 1. В этот момент снижают подачу напряжения до величины, достаточной для поддержания заданной температуры.
Кратковременный поверхностный нагрев металлической арматуры резинометаллического изделия достаточен для нарушения адгезии на границе резина-клей-металл и позволяет механическим путем отделить резину от металла. Деталь поступает на позицию механического разделения (фиг. 3) путем приложения усилия P к арматуре.
Учитывая, что разогретая резина обладает большей эластичностью, она снимается с обода даже при наличии буртика на нем с сохранением механических свойств и линейных размеров металлической арматуры и при отсутствии продуктов деструкции резины и клея, обеспечивая чистоту воздушного бассейна и хорошие условия труда.
Пример. В лаборатории ОАО "УралНИТИ" был опробован способ реставрации металлической арматуры резинометаллических изделий сложного профиля из алюминиевого высокопрочного сплава.
Деталь: обрезиненный каток 219-33 весом 55,4 кг.
Материал арматуры - Алюминиевый сплав повышенной точности
Ширина приклеенной зоны, мм - 160
Температура нагрева, oC - 210±10
Время выдержки, мин - -15
Усилие, прилагаемое при механическом разделении, кг - 600
Вес отделяемой резины, кг - -17
Размеры индуктора определены габаритами детали.
Испытания показали, что для алюминиевого высокопрочного сплава при кратковременной выдержке (15 мин) необходима температура 210 ± 10oC, что соответствует температуре старения металла. Если нагревать дальше, то меняется структура и механические свойства металла и в дальнейшем арматура непригодна для повторного использования без дополнительной термообработки.
При этом резиновое покрытие не осмаливается. Кратковременный равномерный поверхностный нагрев арматуры достаточен для нарушения адгезии на границе резина-клей-металл. Слой резины, примыкающий непосредственно к этой границе, становится эластичным и легко снимается с обода арматуры даже при наличии бурта на нем.
Способ предназначен для реставрации резинометаллических изделий. В качестве резинометаллического изделия используют резинометаллическое изделие с арматурой сложного профиля из алюминиевого высокопрочного сплава, имеющее на границе соприкосновения резины и арматуры клеевой слой. Нагрев осуществляют не выше температуры старения металла с выравниванием температуры по поверхности прилегания резинового покрытия и металлической арматуры и выдерживают изделие при этой температуре до разрушения клеевого слоя. После чего механически отделяют резину от металла. Способ позволяет реставрировать резинометаллические изделия арматурой сложной формы без ее дополнительной механической и термической обработки. 3 ил.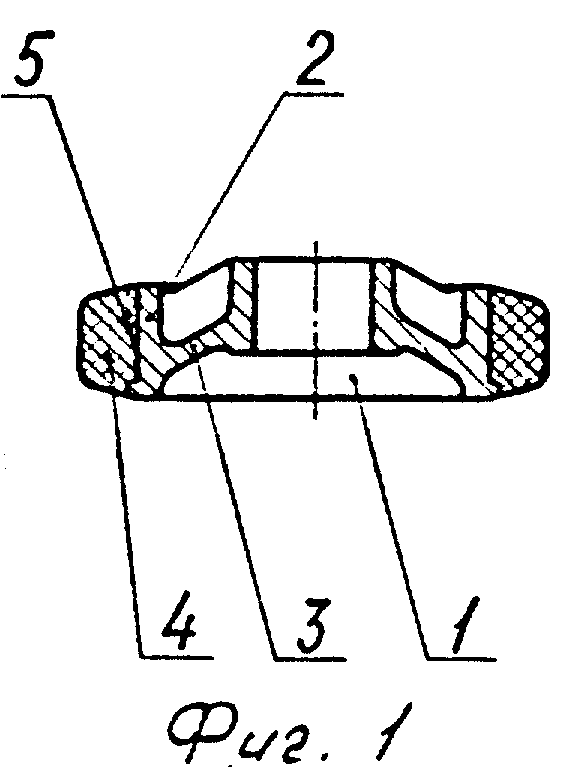
Способ реставрации резинометаллических изделий, включающий помещение резинометаллического изделия в замкнутое теплоизолирующее пространство, кратковременный индукционный нагрев металлической арматуры изделия и механическое отделение резины от металла, отличающийся тем, что в качестве резинометаллического изделия используют резинометаллическое изделие с арматурой сложного профиля из алюминиевого высокопрочного сплава, имеющее на границе соприкосновения резины и металлической арматуры клеевой слой, при этом нагрев осуществляют не выше температуры старения металла с выравниванием температуры по поверхности прилегания резинового покрытия и металлической арматуры и выдерживают изделие при этой температуре до разрушения клеевого слоя.
| Способ отделения металлической арматуры от резины | 1978 |
|
SU763150A1 |
| Научно-механические достижения и передовой опыт | |||
| Производство и использование эластомеров | |||
| -М.: ЦНИИТЭИИнефтехим, 1991, с.34-35 | |||
