создаваемое питаемым электрическим током индуктором, нагревают арматуру в электромагнитном поле до приобретения контактирующей с резиной ее поверхностью заданной температуры, при которой происходит оплавление близлежащих слоев резины, извлекают арматуру и охлаждают, арматуру нагревают до заданной температуры по всему ее поперечному сечению при ограничении питающего тока индуктора.
При обработке изделий со стальной арматурой заданную температуру выби рают в пределах 350-400 с.
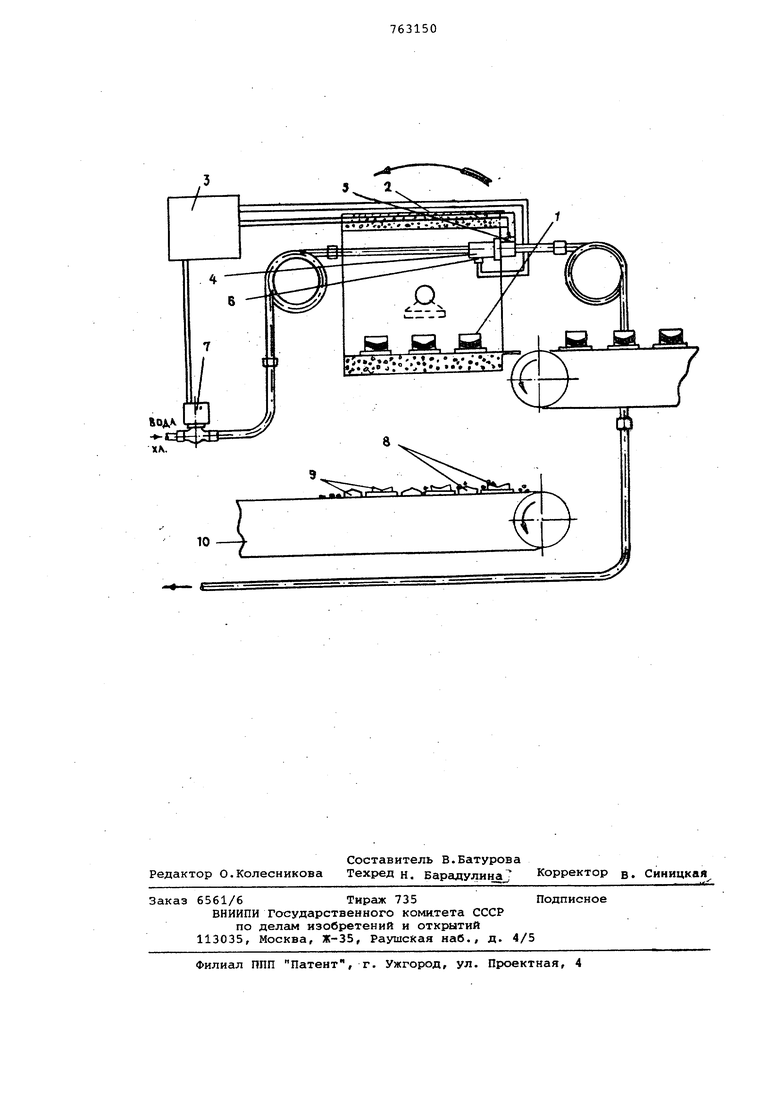
На чертеже изображено устройство для .осуществления предлагаемого способа.
Способ может быть осуществлен следующим образом.
Резинотехнические изделия 1 с металлической арматурой помещаиот в высокочастотное электромагнитное поле, создаваемое питаемым электрическим током индуктором 2, снабженным высокочастотным преобразователем 3. Температуру на контактирующей с резиной поверхности арматуры определяют с помощью установленной в индукторе 2 металлической трубки 4 и термопар 5 и 6, расположенных соответственно внутри и снаружи металлической трубки. Включают высокочастотный преобразователь 3 на полную мощность при этом через индуктор 2 протекает максимальный высокочастотный ток, а в металлической арматуре изделий наводятся вихревые токи, которые ее нагревают. При этом масса арматуры по всей глубине прогревается неравномерно, так как индукционные токи высокой частоты н основном концентрируются на поверхности металла,
Арматуру нагревают до приобретения контактирующей с резиной ее поверхностью заданной температуры, при которой происходит оплавление близлежащих слоев резины. При обработке изделий со стальной арматурой заданную температуру выбирают в пределах 350-400°С.
При нагреве контактирующей с резиной поверхности арматуры до (температура определяется по трубке 4) происходит автоматическое ограничение температуры в пределах 350400 0 с помощью высокочастотного преобразователя 3, которым ограничивают питающий ток индуктора и в систему управления которого поступает сигнал отрицательной обратной связи, снимаемый с термопары 6. Арматуру нагревгиот до заданной температуры по всему ее поперечному сечению при ограничении питаккцего тока индуктора вследствие увеличения сигнала, снимаемого с термопары 5.
В момент достижения внутренней поверхностью трубки 4 тевлпературы
350-400С арматура изделий 1 прогревается по всему поперечному сечению до 350-400с, и близлежащие к, арматуре слои резины оплавляются. По сигналу термопары 5 отключается высокочастотный преобразователь 3. Одновременно подается напряжение на электромагнитный клапан 7, который открывает доступ охлаждающей воде к трубке 5. Трубка 5 охлаждается до первоначальной температуры и сигнал термопары б через систему управления высокочастотным преобразователем отключает электромагнитный клапан 7. Индуктор опрокидывают и резина 8 и арматура 9, которые вследствие оплавления уже не связаны друг с другом, высыпаются на .поддон, установленный на транспортере 10. Металлическую арматуру 9 сортируют, охлаж- дают и отправляют на дробеструйную
0 обработку, после чего она пригодна для повторного применения при изготовлении резинотехнических изделий. Периодичность загрузки индуктора в зависимости от массы арматуры изделий
составляет не более 3-4 мин.
Предлагаемый способ отделения металлической арматуры позволяет повторно использовать ее без дополнительной правки и термообработки и улучшает механические свойства материала восстановленной арматуры за счет прогрева металла и последующего его охлаждения на воздухе.
Формула изобретения
1. Способ отделения металлической арматуры от резины, при котором изделие с арматурой помещают в высокочастотное электромагнитное поле,создаваемое питаемым электрическим током индуктором, нагревают арматуру в электромагнитном поле до приобретения контактирующей с резиной ее поверхностью заданной температуры, при которой происходит оплавление близлежащих слоев резины, извлекаю.т арматуру и охлаждают, отличающийс я . тем, что с целью обеспечения возможности повторного использования арматуры без дополнительной обработки, арматуру нагревают до заданной температуры по всему ее поперечному сечению при ограничении питающего тока индуктора.
2. Способ ПОП.1, отличаю5 Щ и и с я тем, что при обработке изделий со стальной арматурой заданную температуру выбирают в пределах 350-400С.
Источники информации, принятые во внимание при экспертизе
0 1. Заявка ФРГ № 2302120,
кл. 39 а, 19/02, опублик. 12,12.74.
2. Авторское свидетельство СССР ( 377001, кл. В 29 Н 19/00, 12.01.71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ извлечения металлической арматуры из изношенных покрышек | 1982 |
|
SU1039735A1 |
| Способ извлечения металлической арматуры из резиновых покрышек | 1988 |
|
SU1770137A1 |
| Способ извлечения металлической арматуры из изношенных покрышек | 1991 |
|
SU1787113A3 |
| Способ извлечения металлической арматуры из покрышки | 1990 |
|
SU1799325A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ОТ КРАСКИ | 2007 |
|
RU2365435C2 |
| Устройство для поддержания и регулирования температуры в индукционных ростовых установках | 1986 |
|
SU1442566A1 |
| Устройство индукционного нагрева изделий сложной формы | 2023 |
|
RU2802927C1 |
| СПОСОБ УЛУЧШЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛЕНТЕ | 2013 |
|
RU2590787C2 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКОГО КОРДА И АРМАТУРЫ ОТ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2151696C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2215595C1 |