Изобретение касается машины для изготовления щеток, в частности машины, которая содержит форму для инжекционного литья тела щеток, имеющих пучки щетинок, заделанных в литьевом материале.
Из европатента ЕР 0463217 (кл. A 46 D 3/00, опубл. 01.02.1992) известна машина для изготовления щеток, которая содержит форму для литьевого формования тел щеток с пучками щетинок, залитыми в формовочном материале, причем форма содержит вкладыш с поверхностным участком, определяющим полость с отверстиями для приема пучков, расположенными по рисунку, соответствующему рисунку расположения пучков щетинок изготавливаемой щетки, и устройство подачи пучков, предназначенное для введения пучков щетинок в отверстия так, чтобы щетинки выступали в указанную полость.
Однако после осуществления формования щетки на известной машине необходимо осуществить отделочные операции для скругления и полирования концов щетинок и в конечном счете для получения щетинок желаемого контура или формы.
Технической задачей настоящего изобретения является создание высокоэффективной машины для изготовления щеток, позволяющей получать щетки с пучками различных составов и конфигураций, включающих различные типы волокон и формы щетинок, которая не требует осуществления дополнительных отделочных операций.
Данная техническая задача решается за счет того, что в машине для изготовления щеток, которая содержит форму для литьевого формования тел щеток с пучками щетинок, залитыми в формовочном материале, причем форма содержит вкладыш с поверхностным участком, определяющим полость с отверстиями для приема пучков, расположенными по рисунку, соответствующему рисунку расположения пучков щетинок изготавливаемой щетки, и устройство подачи пучков, предназначенное для введения пучков щетинок в отверстия так, чтобы щетинки выступали в указанную полость, согласно изобретению устройство подачи пучков включает несколько позиций отбора пучков, где каждая позиция имеет связанный с ней контейнер, содержащий пачку параллельно расположенных в ней различных предварительно обработанных щетинок, и связанное с ней устройство отбора пучков щетинок с группой трубок отбора пучков, и множество носителей пучков, которые могут перемещаться между указанными позициями для передачи к указанной форме пучков щетинок, отобранных из контейнеров с помощью трубок.
Носители могут последовательно проходить через каждую из позиций или могут быть разъемно соединены по замкнутой петле с общим приводом периодического действия.
Каждый носитель после последней позиции подается в позицию обмена носителей, где каждый носитель, заполненный пучками щетинок, может заменяться на опорожненный носитель.
Каждый носитель перед подачей к указанной позиции обмена носителей может проходить через позицию контроля, где каждый носитель проверяется на предмет любых пропусков или дефектных пучков щетинок.
Машина может содержать автомат для отведения от формы опорожненного носителя, захвата заполненного пучками щетинок носителя в позиции обмена носителей, отпуска указанного опорожненного носителя в позиции обмена и подачи указанного заполненного носителя к форме.
Части формы машины могут содержать множество близко расположенных друг от друга по заданному рисунку одинаковых полостей, и каждый из носителей может содержать такое же количество групп трубок отбора щетинок, расположенных по такому же рисунку.
Каждый носитель может быть образован платой с множеством выполненных в ней отверстий для приема пучков, соответствующих подобному количеству приемных отверстий для пучков во вкладыше.
Трубки могут удерживаться в несущем блоке, причем могут быть предусмотрены подвижные средства для подачи блока в положение перед указанным контейнером и выдвижения трубок в этот контейнер до введения их передних концов только на часть длины щетинок, причем могут быть предусмотрены приводные средства для введения трубок в контейнер с помощью множества повторяющихся последовательных начальных ходов и, по меньшей мере, одного дополнительного хода для полного выдвижения указанных трубок в контейнер после заполнения всех трубок с захваченными ими пучками щетинок.
Каждый указанный носитель может быть образован кассетой, удерживающей, по меньшей мере, одну группу трубок для отбора пучков щетинок, причем рядом с указанной формой может быть предусмотрена позиция для заправки пучков щетинок из каждой кассеты во вкладыш формы.
Отбирающие и передающие пучки щетинок трубки могут удерживаться в каждой кассете способом, допускающим независимое осевое скольжение указанных трубок при проникновении в контейнер, а указанные кассеты могут быть предусмотрены со съемными зажимными средствами для зажима указанных трубок в фиксированных положениях относительно кассеты при подачи пучков в позицию заправки пучков, причем могут быть предусмотрены приводные средства для введения трубок в контейнер с помощью множества последовательных начальных ходов, благодаря которым каждая трубка повторно продвигается так, что ее передний конец проникает в контейнер только на часть длины щетинок до тех пор, пока пучок щетинок не захватится трубкой, и, по меньшей мере, одного дополнительного хода для дальнейшего продвижения трубок в указанный контейнер, только когда все трубки заполнятся захваченными ими пучками щетинок, причем приводные средства содержат движущийся возвратно- поступательно толкающий элемент, зацепляющий задние концы трубок.
В каждой позиции отбора пучков может быть расположен толкающий элемент, имеющий конфигурацию, благодаря которой он может выборочно зацеплять задние концы только части трубок в каждом носителе.
Каждый из указанных контейнеров для щетинок может включать эластичную полосу, расположенную, вокруг пачки щетинок, с которой она находится в контакте, причем полоса может образовывать, в основном, U-образную петлю, в открытой стороне которой расположен подвижный нажимной элемент, контактирующий со щетинками для поддержания их под, по меньшей мере, постоянным давлением.
Носители и вкладыш формы, имеющий приемные отверстия для пучков щетинок, могут разъемно соединяться друг с другом так, чтобы каждая трубка совпадала с соответствующим приемным отверстием в течение операций отбора пучков и заправки пучков.
Каждая из позиций отбора пучков может быть предназначена для заправки в указанный носитель только выбранной части пучков из полного количества пучков, расположенных по шаблону.
Дальнейшие признаки и преимущества изобретения будут очевидны из нижеследующего описания со ссылкой на чертежи, на которых:
фиг. 1 - схематичный вид сбоку формы с устройством подачи пучков,
фиг. 2 - схематичный вид сверху формы и устройства подачи пучков,
фиг. 3 - частичный вид сверху, иллюстрирующий автомат в промежуточной позиции,
фиг. 4 - схематичный вид сбоку контейнера для щетинок,
фиг. 5A, 5В и 5С - различные стадии проникновения трубок отбора пучков в контейнер,
фиг. 6A и 6В - иллюстрации выборочного отбора щетинок из контейнера,
фиг. 7 - часть формы с залитыми в ней пучками щетинок;
фиг. 8 - альтернативное воплощение формы и устройства подачи пучков;
фиг. 9 - вкладыш формы с несущей кассетой, в соответствии с альтернативным воплощением;
фиг. 10 - альтернативное воплощение позиции отбора пучков перед отбором щетинок;
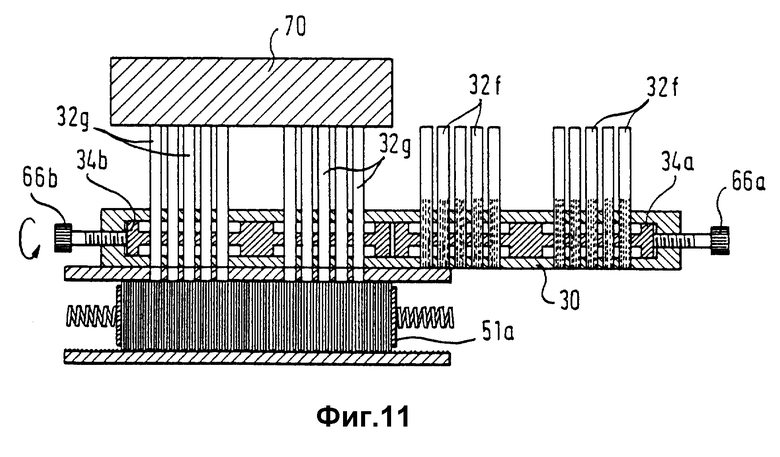
фиг. 11 - позиция отбора пучков после отбора щетинок только частью трубок;
фиг. 12 - позиция отбора пучков, в соответствии с предпочтительным воплощением;
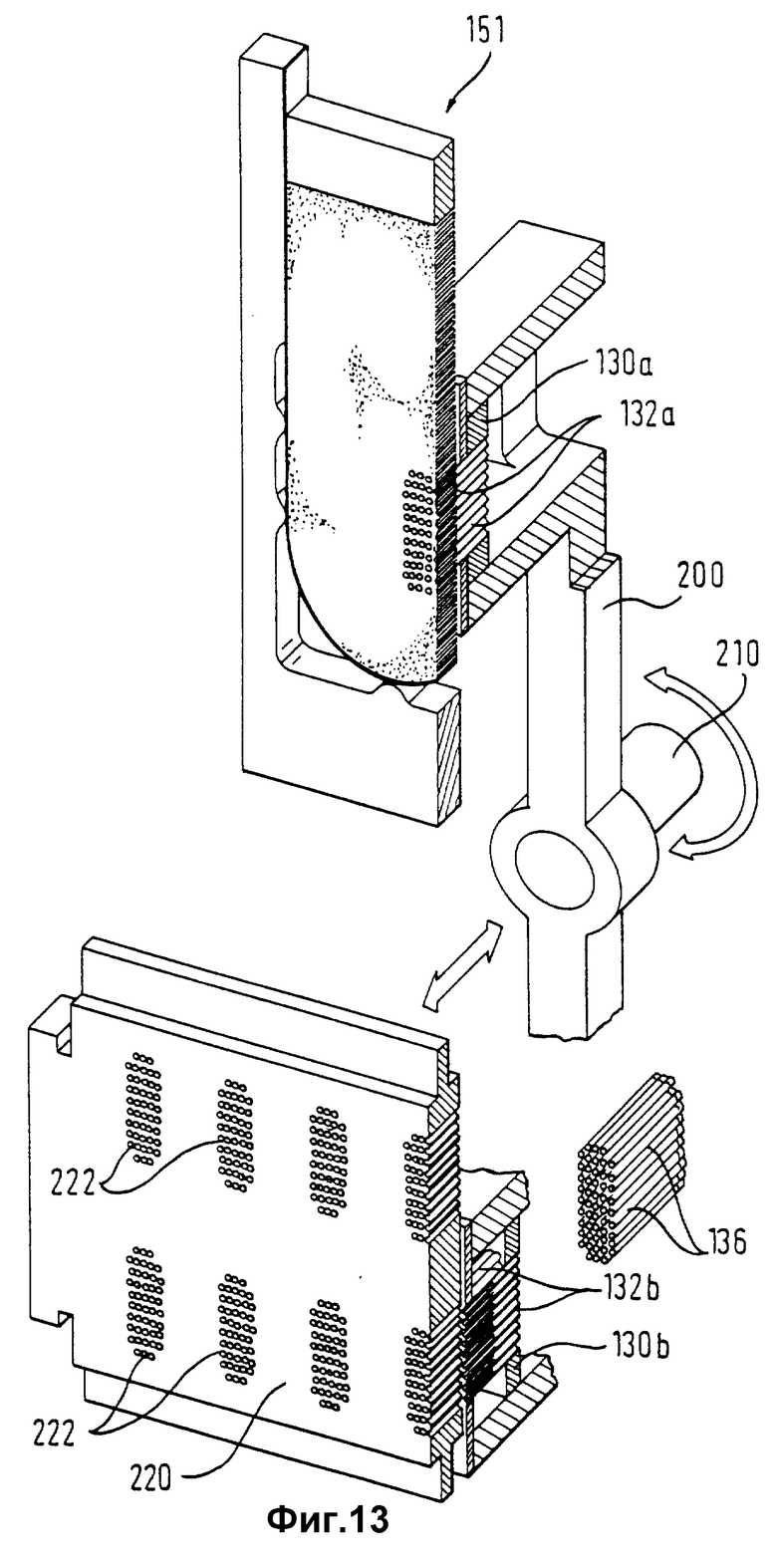
фиг. 13 - схематичное изображение в аксонометрии предпочтительной позиции отбора пучков; и
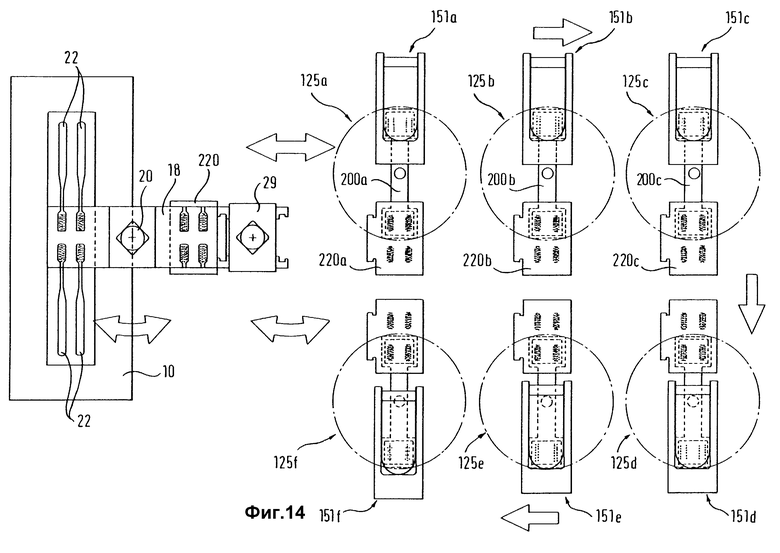
фиг. 14 - схематичный вид сверху предпочтительного воплощения формы и устройства подачи пучков.
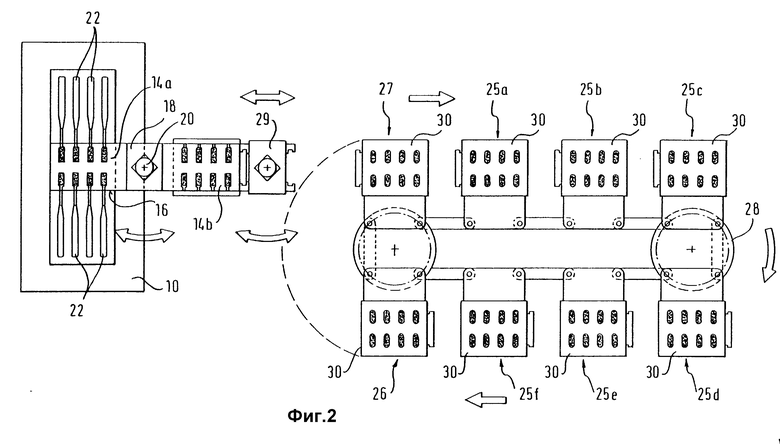
На фиг. 1 и 2 показаны основные компоненты машины для изготовления зубных щеток. Одним из этих компонентов является форма, которая состоит из первой неподвижной части 10, второй подвижной части 12, литьевого устройства 13 и двух вкладышей 14a, 14b, устанавливаемых в выемке 16 второй части 12 формы. Вкладыши 14a, 14b соединены с концами двуплечевого рычага 18, который установлен с возможностью поворотного и возвратно-поступательного движения вокруг и вдоль вертикальной оси 20. Части 10, 12 и 14a или 14b определяют несколько близко расположенных, одинаковых полостей 22, имеющих форму формуемой отливаемой зубной щетки. Вкладыши 14a, 14b имеют полость, соответствующую головной части зубной щетки и, особенно, стороне головной части щетки, из которой выступают щетинки после окончания формовки. Вкладыши 14a, 14b предусмотрены таким образом с множеством групп принимающих пучки отверстий 24 ( фиг. 7), проходящих через вкладыш и выходящих в полость 22а вкладыша. Как видно на фиг. 2, один из вкладышей 14a, 14b может перемещаться в позицию его установки в выемке 16 части 12 формы, при этом второй вкладыш тогда будет находиться в позиции, где он готов для приема групп щетинок для образования щетинок зубной щетки.
Машина для изготовления щеток содержит устройство подачи пучков, являющееся отдельным узлом. Устройство подачи включает всего шесть позиций отбора пучков 25a, 25b...25f. Далее предусмотрены позиция контроля 26 и позиция 27 обмена носителей. Отборные позиции 25а, 25b ...25f, контрольная позиция 26 и позиция 27 обмена носителей все расположены по периферии замкнутой петли привода 28 периодической круговой подачи. Несущие кассеты 30, которые ниже будут описаны более подробно со ссылкой на фиг. 5 и 6, разъемно соединены с приводом 28. Количество кассет 30, показанное на фиг. 2, составляет восемь, что соответствует полному числу позиций устройства подачи пучков. В каждой отборной позиции 25а, 25b...25f пучки щетинок отбираются из соответствующего контейнера 51 способом, описанным далее подробнее со ссылкой на фиг. 5 и 6. Каждая кассета 30 удерживает группу трубок 32 отбора и транспортирования пучков, соответствующих количеству полостей 22 формы, образуемых частями 10 и 12 формы. Контейнеры 51 в каждой позиции содержат предварительно обработанные щетинки, которые не обязательно могут от позиции к позиции отличаться друг от друга. Например, контейнеры могут содержать щетинки различного цвета, материала, жесткости или с любыми другими свойствами. Хотя, как показано на фиг. 2, устройство подачи пучков включает всего шесть отборных позиций 25а, 25b...25f, понятно, что он может включать любое требуемое число позиций.
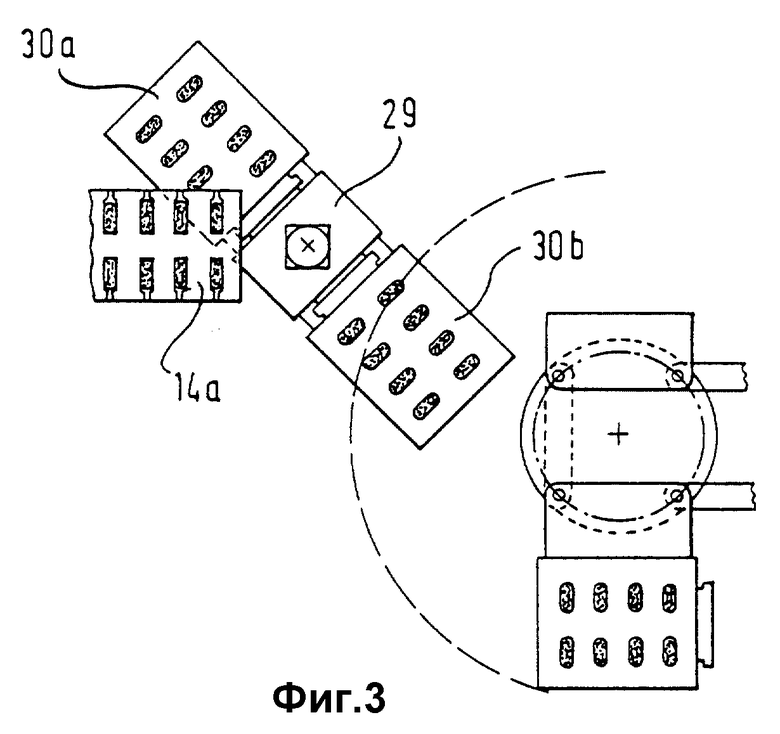
Функциональным звеном между устройством подачи пучков, показанным на фиг. 1 и 2 с правой стороны, и формовочной машиной, показанной с левой стороны, является автомат 29, который служит для отведения носителя 30а (фиг. 3) с опорожненными трубками 32 из позиции 31 заправки пучков в формовочной машине, захвата носителя 30b с заполненными трубками в позиции 27 обмена, оставления носителя с опорожненными трубками в позиции 27 обмена и перемещения носителя 30b с заполненными трубками в позицию 31 заправки пучков. Как видно на фиг. 2 и 3, автомат 29 совершает комбинированное поворотное и поступательное движение между устройством подачи пучков и формовочной машиной.
Поскольку количество полостей 22 в частях 10, 12 формы составляет восемь в этом примере, каждая несущая кассета 30 несет восемь групп трубок 32 для отбора и транспортирования пучков. Трубки 32 удерживаются в кассете 30 с возможностью их относительного скользящего движения в осевых направлениях, причем в кассете имеется зажимное устройство с зажимной платой 34, предназначенной для зажима трубок 32 в фиксированных положениях по отношению к кассете 30. Каждая группа трубок 32 расположена в кассете 30 по рисунку, соответствующему рисунку расположения отверстий 24 для приема пучков в частях 14a, 14b формы.
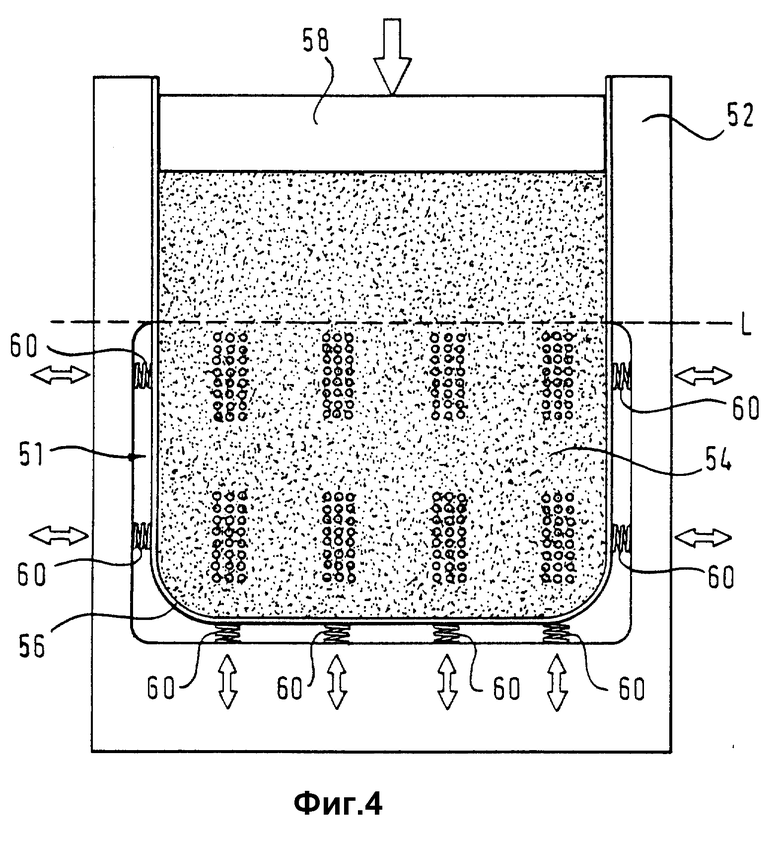
В позициях отбора пучков используется особый тип контейнера для щетинок. Такой контейнер показан на фиг. 4. Как видно на этой фигуре, контейнер 51 содержит в основном U-образную раму 52, вертикальные стойки которой образуют, в основном, прямоугольное пространство для размещения пачки параллельных предварительно обработанных щетинок или волокон 54. Эластичная полоса 56 охватывает пачку щетинок 54. Верхние концы полосы 56 удерживаются на внутренних сторонах вертикальных стоек рамы 52. Полоса 56 также выполнена в основном U-образной, при этом ее открытый верх закрыт нажимным блоком 58. Блок 58 поддерживает щетинки 54 под постоянным давлением. Когда пучки щетинок отбираются из пачки, блок 58 опускается, компенсируя уменьшение объема пачки. Эластичная полоса допускает ограниченное боковое движение пачки щетинок 54 в ее нижней части. Нижний участок полосы 56 дополнительно поддерживается тремя упругими опорными элементами 60 такими, как нажимные пружины, расположенные между наружной поверхностью полосы и углубленным участком стенки рамы 52.
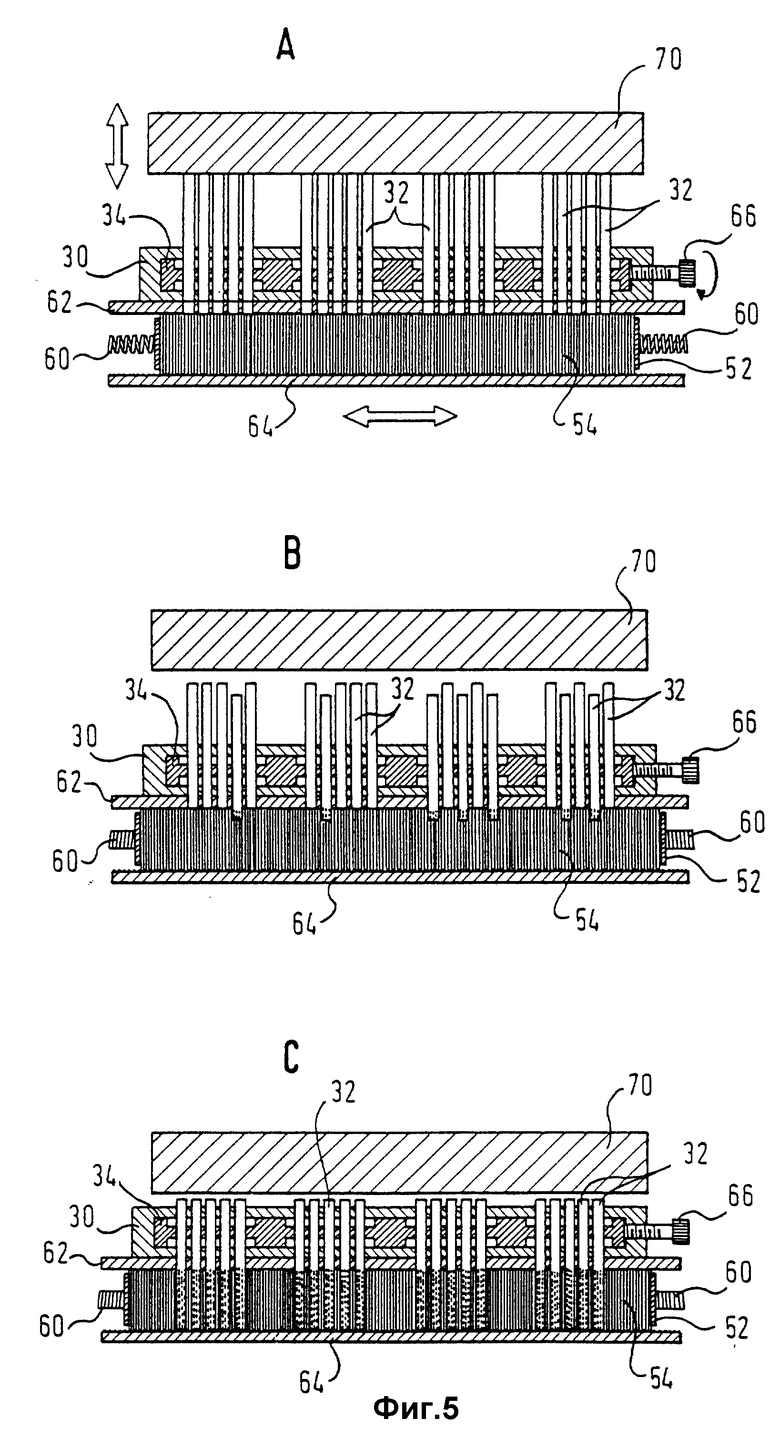
На фиг. 5 показан контейнер для щетинок, находящийся в рабочей позиции смежно с несущей кассетой 30, в которой расположено некоторое количество трубок 32 отбора и транспортирования щетинок. Плата 62, предусмотренная со сквозными отверстиями, оси которых совпадают с осями трубок 32, расположена между кассетой 30 и пачкой щетинок 54. Со стороны, противоположной плате 62, задние концы щетинок 54 фрикционно зацепляются вибрирующей платой 64, причем направление вибрации этой платы параллельно ее плоскости.
Несущая кассета 30 содержит две находящиеся на расстоянии друг от друга переднюю и заднюю стенки с совпадающими по оси отверстиями, в которых с возможностью скольжения расположены трубки 32. В промежутке между передней и задней стенками кассеты 30 расположена зажимная плата 34. Плата 34 также предусмотрена с отверстиями, через которые проходят с возможностью скольжения трубки 32. Трубки 32 обычно могут свободно скользить в кассете 30 в направлении их длины. Однако, когда на зажимной элемент 34 действует боковая сила, которая может быть вызвана вращением зажимного винта 66, трубки 32 зажимаются и фиксируются на месте относительно кассеты 30.
Как видно на фиг. 5, здесь предусмотрен еще толкающий блок 70. Блок 70 зацепляет задние концы трубок 32 и выполняет повторяющиеся возвратно-поступательные толкательные ходы, стремящиеся продвинуть передние концы трубок 32 так, чтобы они слегка вошли в пачку щетинок или волокон 54. На начальной стадии процесса отбора пучков блок 70 повторяющимися ходами толкает передние концы трубок 32 в пачку щетинок 54 на короткое расстояние порядка около 1 или 2 мм. Некоторые трубки 32 будут легко зацеплять по окружности пучок щетинок, заходящий во внутренний канал трубки, при этом окружающие трубку щетинки будут расходиться под действием опускающегося конца трубки. Когда блок 70 отходит от задних концов трубок 32, те трубки, которые нашли "дорогу" в пачку щетинок 54, т.е. прошли в нее, останутся за счет контактного зацепления со щетинками в пачке, а остальные трубки вернутся в исходное положение, будучи вытолкнутыми реакцией передних концов щетинок при упоре в них трубок. Легко понять, что такое обратное движение трубок 32 возможно благодаря свободному скольжению трубок в отверстиях кассеты 30 независимо друг от друга. Входу трубок 32 в пачку щетинок 54 содействует плата 64, вибрирующая таким образом, что щетинки слегка движутся в пачке 54 в направлении поперек их длине.
На фиг. 5В показана начальная стадия процесса отбора пучков, где две трубки 32 уже нашли путь щетинок 54, а три других трубки 32 вытолкнуты щетинками и вернулись в исходное положение. Однако, после ограниченного числа толкающих ходов, осуществляемых блоком 70, все трубки 32 проникнут на некоторое расстояние в пачку щетинок 54. В это время блок 70 выполнит окончательный дальнейший ход, благодаря которому трубки 32 целиком пройдут через пачку щетинок до упора в торцевую плату 72, заменяющую в настоящем случае вибрирующую плату 64. Зажимной винт 66 вращается, контактируя с зажимной платой 34, в результате чего трубки 32 будут зафиксированы относительно несущей кассеты 30. При отходе блока 70 назад трубки 32 могут быть вытянуты из пачки щетинок 54 с пучками щетинок, оставшихся захваченными во внутренних каналах трубок 32.
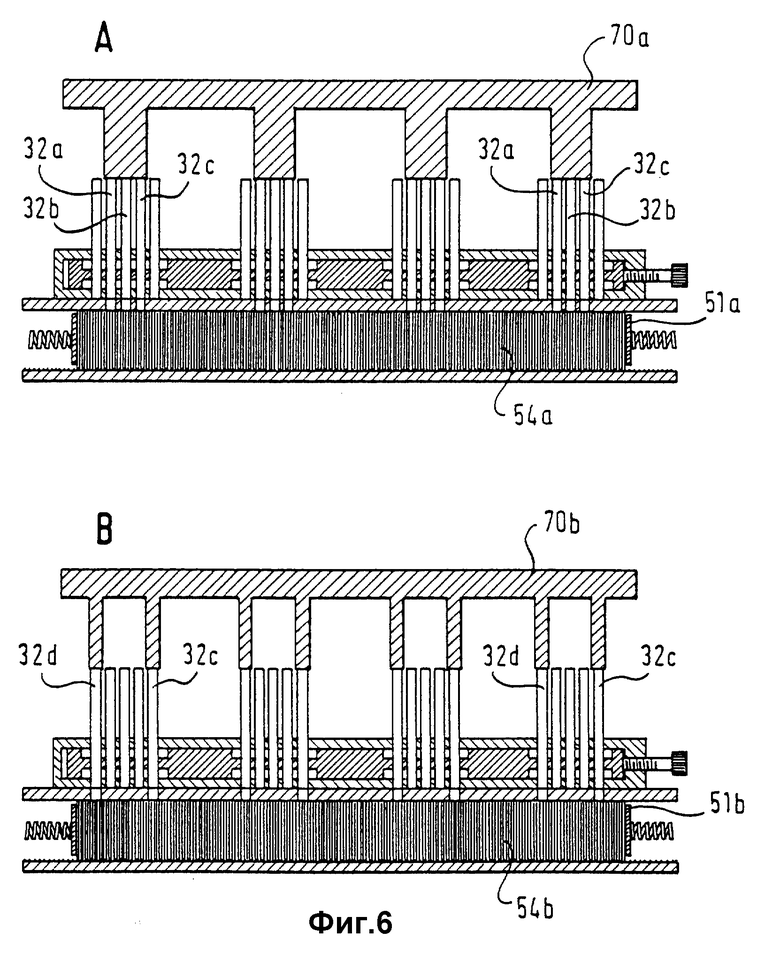
Как показано на примере на фиг. 6A и 6В, в каждой из позиций 25а, 25b... 25f отбора пучков используются различные толкающие блоки - 70a или 70b. Блок 70a будет выборочно зацеплять только одну часть каждой группы трубок 32a, 32b и 32с, как показано на фиг. 6A. Остальные трубки 32d и 32е каждой группы будут зацепляться блоком 70b в следующей позиции отбора пучков. В позиции отбора пучков, показанной на фиг. 6A, щетинки 54а первого типа отбираются из первого контейнера 51а, а в другой позиции отбора, показанной на фиг. 6В, второй тип щетинок 54b отбирается из другого контейнера 51b. Легко понять, что таким образом могут комбинироваться любые типы щетинок для получения широкого спектра зубных щеток.
В результате последовательного прохождения каждой кассеты 30 через позиции отбора пучков 25а, 25b...25f такая кассета будет иметь трубки 32, выборочно заполненные пучками щетинок из соответствующего контейнера 51. Несущая кассета после прохождения последней позиции 25f должна содержать трубки, каждая из которых заполнена соответствующим типом щетинок. В следующей позиции - позиции 26 контроля каждая трубка 32 проверяется на предмет любых пропусков, полноты заполнения или же наличия дефектных пучков. Дефектная несущая кассета может быть отведена (отброшена) или в соответствии с предпочтительным воплощением, скорректирована с помощью некоторого корректирующего устройства 33, осуществляющего соответствующее корректирующее действие.
На следующем этапе носитель 30 с укомплектованными группами щетинок подается в позиции обмена 27 к автомату 29. Этим завершается рабочий цикл перемещений устройства подачи пучков, где отдельная несущая кассета проходит через каждую позицию. Позиции отбора 25а, 25b...25f, позиция 26 контроля и, в случае необходимости, корректирующее устройство работают одновременно.
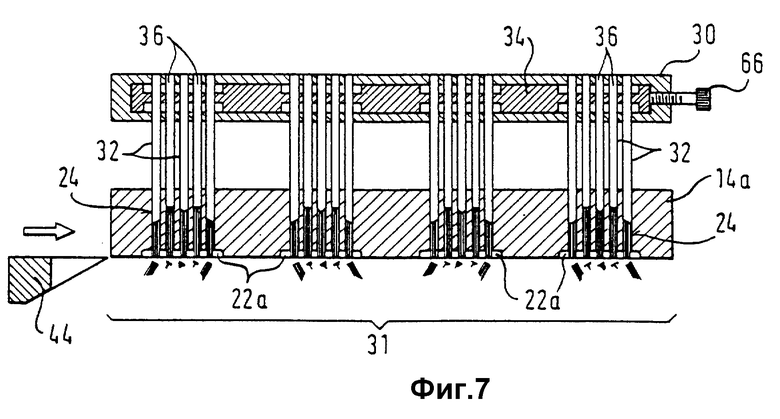
Когда несущая кассета 30 с новыми пучками щетинок оказывается в позиции 31 заправки в формовочной машине, она высвобождается из автомата 29 и обрабатывается в указанной позиции 31. Как показано на фиг. 7, плунжерные элементы 36 вводятся здесь в задние концы трубок 32 для проталкивания содержащихся в трубках пучков щетинок через отверстия 24 вкладыша 14a или 14b формы. Как также видно на фиг. 7, плунжерные элементы 36 могут подаваться на различные расстояния таким образом, чтобы наружные концы пучков щетинок располагались на различных уровнях относительно поверхностного участка 22а, образующего полость вкладыша 14а. Любая лишняя длина щетинок, выступающих в полость, может быть обрезана резаком 44. Кроме этого, как также видно на фиг. 7, передние концы плунжерных элементов 36 могут быть профилированными для получения наружных концов пучков желаемого профиля.
Для подачи потока горячего воздуха к концам щетинок, прошедших через отверстия 24 и выступающих в каждой полости 22а, предусмотрено нагревающее устройство 40, например, воздуходувка. Нагревание концов щетинок осуществляется с целью частичного оплавления материала щетинок с целью образования индивидуальных головок или наростов материала на концах щетинок или, в конечном счете, для образования сплошного основания из материала щетинок, которые будут залиты в формовочном материале в ходе этапа формовки.
В то время, как группа пучков заправляется в позиции 31 во вкладыш 14b (или 14a), в другом вкладыше 14a (или 14b) идет формование группы зубных щеток и группы щетинок, содержащихся в каждой группе отверстий 24. После окончания формовочного цикла, форма открывается путем подъема ее подвижной части 12, вкладыш 14а удаляется из выемки 16 в части 10 формы, и готовые зубные щетки выбрасываются из полостей 22, а рычаг 18 поворачивается на 180o с целью замены одного из вкладышей 14a, 14b на другой в форме и в позиции 31 заправки пучков.
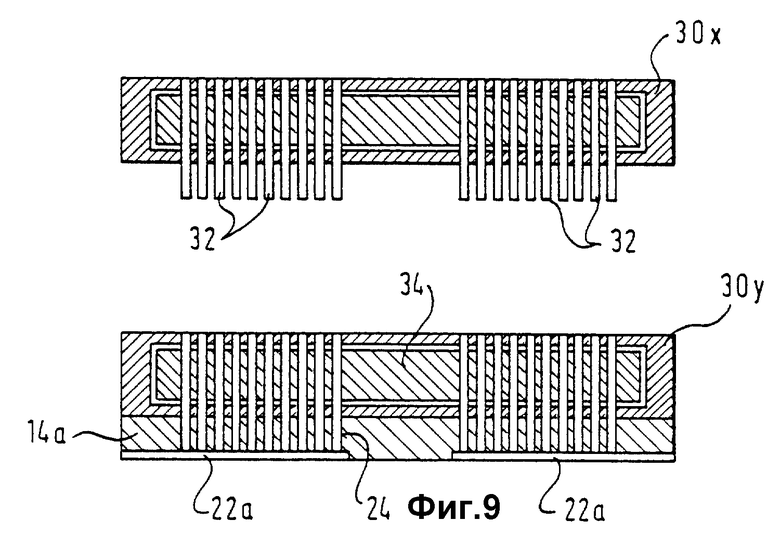
В альтернативном воплощении машины, показанном на фиг. 8, каждый вкладыш 14a, 14b формы с возможностью разъема связан с несущей кассетой 30 так, чтобы каждое отверстие 24 совпадало с соответствующей трубкой 32. Кассета 30 и вкладыш 14a (или 14b) остаются соединенными друг с другом во время прохождения через позиции 25а, 25b...25f отбора пучков и через позицию 31 заправки пучков, но они разъединяются друг с другом перед подачей вкладыша 14a или (14b) в форму.
На фиг. 9 показана одна несущая кассета 30x отдельно от вкладыша 14a и другая несущая кассета 30y, соединенная с вкладышем 14a. Эта конструкция облегчает введение пучков в приемные отверстия 24, но здесь требуется дополнительное количество подобных вкладышей формы.
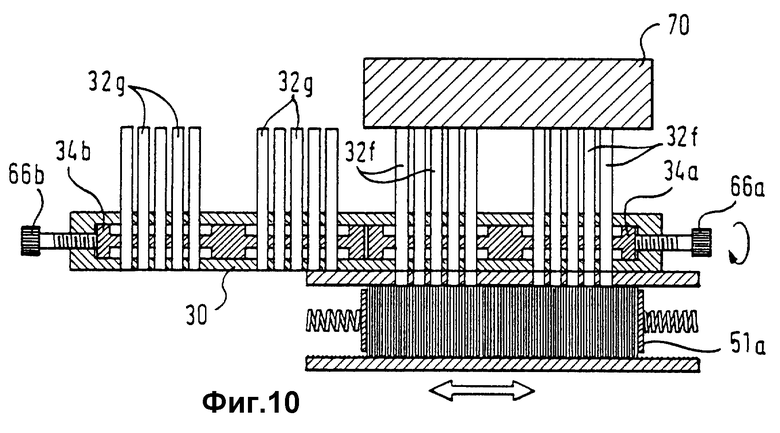
В воплощении, показанном на фиг. 4, 5a и 5b, все группы трубок 32 одной кассеты 30 могут одновременно заполняться щетинками из одного контейнера 51. В этом случае контейнер должен иметь значительные размеры. В воплощении, показанном на фиг. 10 и 11, используется контейнер меньших размеров. В этом воплощении контейнер 51а имеет размеры, достаточные для взаимодействия щетинок с только половиной групп трубок 32. Как видно на фиг. 10, контейнер 51a расположен только перед трубками 32f, но, как показано на фиг. 11, он может перемещаться к другой половине трубок 32g. Поскольку трубки 32f и 32g отдельно заполняются щетинками из контейнера 51a способом, описанным со ссылкой на фиг. 5A, 5В и 5С, каждая группа трубок 32f и 32g имеет свой собственный зажимной элемент 34a и 34b, соответственно, и свой собственный зажимной винт 66a и 66b, соответственно.
Ниже со ссылкой на фиг. 12 и 13 будет описано предпочтительное воплощение устройства отбора пучков.
Как показано на фиг. 12, трубки 132 для отбора пучков зафиксированы в несущем блоке 130. На блоке 130 с возможностью скольжения удерживается плата 162 таким образом, что эта плата, которая имеет сквозные отверстия для трубок 132, может скользить по этим трубкам способом, очевидным из чертежей. В случае, показанном на фиг. 12, плата 162 упирается в передние концы щетинок 154, содержащиеся в контейнере 151. Как выше описывалось, задние концы щетинок 154 зацепляются вибрирующей платой 164. Передние концы трубок 132 выравнены в плоскости платы 162.
Как видно на фиг. 12, блок 130 вместе с трубками 132 в этом случае продвигается вперед так, чтобы передние концы трубок 132 проникали в пачку щетинок на короткое расстояние, составляющее небольшую часть длины щетинок, при этом плата 164 непрерывно вибрирует. Отвод платы 162 от передних концов трубок 132 осуществляется ее скольжением по трубкам. Начальное расстояние, на которое трубки проходят в пачку щетинок 154, зависит от длины и толщины щетинок. При изготовлении зубных щеток это расстояние должно составлять 2-3 мм.
Трубки 132 остаются в таком выдвинутом положении в течение короткого промежутка времени, например, 0,5-5 секунд, в зависимости от размера и свойств щетинок, в то время, как плата 164 непрерывно вибрирует. Легко понять, что на начальном этапе проникновения трубок в пачку щетинок, некоторые щетинки будут упираться в передние торцы трубок и сгибаться. Однако, вследствие непрерывной вибрации платы 164 большинство щетинок будут выпрямляться внутри или снаружи отверстий трубок.
Для обеспечения требуемого выравнивания всех щетинок и отсутствия их упора в передние торцы трубок, плата 164 совершает комбинированное вибрационное и вертикальное возвратно-поступательное движение. Указанное движение платы 164 происходит в течение короткого периода времени, например, несколько секунд.
Когда все щетинки выравняются требуемым образом внутри или снаружи трубок, указанное комбинированное движение платы 164 прекратится, и эта плата будет заменена платой обратного действия. Плата обратного действия имеет гладкую ровную поверхность, контактирующую с задними концами щетинок 154 в пачке.
Затем трубки 132 будут далее выдвинуты в пачку щетинок до упора их передних торцов в плату обратного действия при окончательном ходе.
Затем трубки отводятся из пачки щетинок с содержащимися в них пучками щетинок.
Показанное на фиг. 13 устройство отбора пучков работает описанным выше способом. В этом воплощении устройства отбора пучков два несущих блока 130a, 130b подвижно удерживаются в двухрычаговом держателе 200, который установлен подвижно вокруг и вдоль горизонтальной оси 210. В то время, как блок 130а располагается перед контейнером 151 для возможности заполнения трубок пучками щетинок, другой блок 130Ь помещается перед собирающей и несущей пучки платой 220, которая имеет множество групп образованных в ней отверстий 222 для вмещения пучков. Точнее говоря, передние концы трубок 132 отбора пучков располагаются в одну линию, т.е. совпадают с соответствующей группой отверстий 222 для пучков. Для перемещения пучков щетинок, содержащихся в трубках 132, в отверстия 222 платы 220, в задние концы трубок 132 вводятся плунжерные элементы 136.
В другом воплощении плунжерные элементы движутся вдоль с трубками 132. Таким образом, здесь имеет место только относительное движение для перемещения отобранных пучков щетинок через отверстия платы 220.
Когда группа пучков уже перемещена от носителя 130b в группу принимающих пучки отверстий 222, сборная и несущая плата 220 поворачивается на определенный угол для подачи новой группы приемных отверстий 222 к трубкам 132a несущего блока 130a, который после отбора очередной группы пучков из контейнера 151 помещается перед платой 220 посредством комбинированного поворотного и осевого движения держателя 200. Одновременно опорожненные трубки 132b несущего блока 130b помещаются перед контейнером 151 для отбора из него очередной группы щетинок.
Когда все группы отверстий 222 в плате 220 заполнятся пучками щетинок, отобранными из одного контейнера 151 или из различных контейнеров, плата 220 подается к форме так, чтобы отверстия с пучками располагались перед отверстиями формы, принимающими пучки.
Воплощение, показанное на фиг. 14, в основном, подобно показанному на фиг. 2, и здесь соответствующие элементы обозначены подобными номерами. Однако, в воплощении по фиг. 14 используется особый тип позиции отбора пучков, показанный на фиг. 13. Также, вместо несущих кассет 30 по фиг. 2 используются сборные и несущие платы 220a, 220b... В каждой из позиций 125a, 125b отбора пучков отверстия сборной и несущей пучки платы заполняются выбранной частью полного количества пучков, расположенных по шаблону (рисунку). Поскольку контейнеры 151a, 151b содержат различные типы щетинок, каждый рисунок расположения пучков может состоять из любой желаемой комбинации пучков.


Машина для изготовления щеток с формой для литьевого формования основных элементов щеток. Форма содержит неподвижную часть, подвижную часть и два вкладыша, устанавливаемых в выемке подвижной части формы. Вкладыши имеют приемные отверстия для пучков щетинок. В то время как один вкладыш находится в выемке подвижной части формы и осуществляется литьевое формование основных элементов щетки с пучками щетинок, залитыми в формовочном материале, другой вкладыш находится в позиции заправки пучков для введения пучков щетинок в указанные приемные отверстия. Устройство подачи пучков содержит подвижные носители пучков, с помощью которых группы пучков перемещаются от контейнеров для щетинок к форме. Для перемещения носителей между формой и контейнерами предусмотрен автомат. Машина позволяет получать щетки с пучками различных составов и конфигураций, включающих разные типы волокон и формы щетинок, что исключает проведение дополнительных отделочных операций. 14 з. п.ф-лы, 14 ил.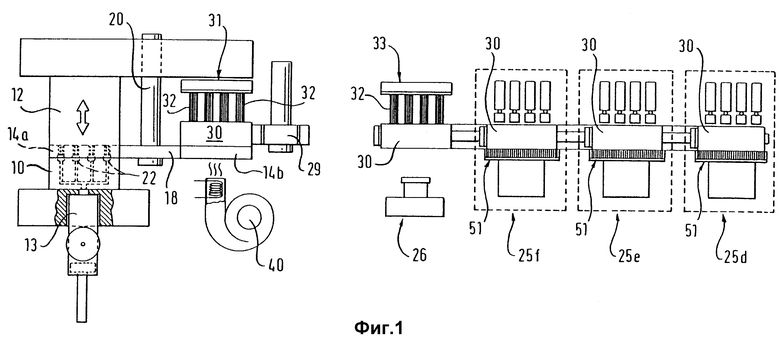
| Устройство для регулирования возбуждения синхронного двигателя | 1970 |
|
SU463217A1 |
| Способ получения молибдатов щелочноземельных и нетугоплавких переходных элементов | 1974 |
|
SU567672A1 |
| US 5165759 A, 24.11.92 | |||
| US 5143424 A, 01.09.92 | |||
| DE 4027288 A1, 05.03.92 | |||
| SU 1500604 A1, 15.08.89. | |||

