Область техники
[001] Настоящее изобретение в целом относится к способам изготовления узла головки щетки с использованием формованных держателей пучков и опорной пластины.
Уровень техники
[002] Головки как ручных, так и механических зубных щеток содержат щетинки, используемые для чистки зубов, языка и щек. В некоторых зубных щетках щетинки прикреплены скобами или закреплены в шеечной части головки щетки. В других зубных щетках щетинки удерживаются в головке без скоб способами, обычно известными как «тафтинг без закрепления (anchor free tufting)».
[003] Существует несколько способов изготовления головок щеток, имеющих тафтинг без закрепления. Согласно одному способу группы или пучки отдельных щетинок плавят или сплавляют вместе на одном конце, и затем пучки щетинок переформовывают с материалом, который затем отверждается, образуя головку щетки. В другом способе пучки щетинок, которые сплавлены на одном конце, вставляют в отверстия в шейке щетки, и либо материал шейки нагревают, чтобы выполнить усадку вокруг пучков щетинок, либо шейку щетки с вставленными пучками щетинок переформовывают. Однако в каждым из этих существующих способов изготовления имеются ограничения и трудности, в результате чего способы изготовления являются медленными, включают множество этапов и оборудования, либо имеют более высокую, чем приемлемая, частоту отказов, что приводит к ослаблению щетинок или пучков щетинок, которые могут выйти из головки щетки во время использования.
[004] Соответственно, в данной области техники существует потребность в способах и устройствах для более эффективного изготовления головок щеток с тафтингом без закрепления.
[0004a] В WO 2016/181291 A1 раскрыты устройства головок щетки.
[0004b] В WO 2016/181278 A1 раскрыты узел головки щетки и способы его изготовления.
[0004c] В WO 2016/181322 A1 раскрыты узел головки щетки и способы его изготовления.
[0004d] В WO 2017/009354 A1 раскрыты способ и устройство для производства щетки.
Раскрытие сущности изобретения
[005] Настоящее изобретение направлено на оригинальные способы изготовления головки щетки с закрепленными пучками щетинок. Различные описанные в настоящем документе варианты осуществления и реализации относятся к способам изготовления, в которых держатель пучков сформован с удерживающими элементами, имеющими образованные в них отверстия, используемые для удержания пучков щетинок. Держатель пучков может быть сформован или иным образом размещен на пластине обработки и/или в ней, чтобы способствовать процессам изготовления. В качестве одного примера держатель пучков (например, с пластиной обработки) может быть загружен в штамповочный инструмент и разделен на отдельные удерживающие элементы, либо можно обеспечить удаление избыточных частей держателя пучков иным образом. Штамповка может быть использована для непосредственной штамповки удерживающих элементов в соответствующих углублениях опорной пластины, также загруженной в штамповочный инструмент.
[006] Обработанные держатели пучков могут быть отложены для последующей дальнейшей обработки или немедленно подвергнуты следующему этапу изготовления. Это может обеспечить возможность выполнения различных операций процесса изготовления в разное время и/или в разных производственных участках. Дополнительные производственные процессы могут включать в себя такие, как вставка пучка щетинок в отверстие каждого из удерживающих элементов, обрезка одного или обоих концов пучков щетинок, удержание пучка щетинок в удерживающем элементе, объединение шейки щетки с пучками щетинок и множество других процессов. После того, как пучки щетинок вставлены в отверстия в удерживающих элементах, один или оба конца пучков щетинок могут быть обрезаны или отрегулированы для достижения желаемой длины или контура, например, для определения того, что станет щеточной поверхностью для головки щетки и/или для достижения равномерной длины пучков щетинок на ближней стороне держателя пучков, чтобы облегчить скрепление.
[007] Обработанный ближний конец пучков щетинок или, в некоторых вариантах реализации, ближний конец пучков щетинок и ближняя сторона удерживающих элементов могут быть скреплены или объединены вместе, например, с помощью лазера или другого источника тепла, химического сплавления или адгезивов, для образования части головки с соединенными ближними концами, при помощи которой пучки щетинок и удерживающие элементы скрепляются вместе, так что образуются объединенные узлы пучков. При необходимости после процесса скрепления, если это не сделано ранее, избыточный материал может быть удален из держателя пучков, например, разделен на отдельные объединенные узлы пучков. Впоследствии объединенные узлы пучков могут быть переформованы, например, вместе с шейкой для головки щетки, в матрице, например, эластомерной матрице. Различные варианты осуществления и реализации в настоящем документе обеспечивают существенное повышение экономичности и эффективности изготовления головок щеток с пучками щетинок без закрепления.
[008] В целом, в одном аспекте предусмотрен способ изготовления головки щетки с опорной пластиной. Способ включает: формование одного или более держателей пучков, имеющих множество удерживающих элементов, вместе, причем каждый удерживающий элемент имеет проходящее через него отверстие; размещение удерживающих элементов в отверстия пластины обработки; удаление лишнего материала из одного или более держателей пучков; загрузку множества удерживающих элементов в соответствующие углубления опорной пластины; выполнение вставки пучка щетинок в отверстие каждого удерживающего элемента; скрепление ближнего конца каждого пучка щетинок вместе с ближней стороной каждого соответствующего удерживающего элемента с образованием части головки с соединенными ближними концами, которая скрепляет пучки щетинок и удерживающие элементы вместе в виде множества объединенных узлов пучков; размещение основания шейки головки щетки относительно объединенных узлов пучков с использованием полости в опорной пластине и переформование материала матрицы в опорную пластину, чтобы по меньшей мере частично охватить основание и множество объединенных узлов пучков.
[009] В одном варианте осуществления загрузка происходит непосредственно, как результат штамповки. В одном варианте осуществления формование включает переформование одного или более держателей пучков на пластине обработки. В одном варианте осуществления один или более держателей пучков удаляют из пластины обработки в результате штамповки.
[0010] В одном варианте осуществления пучки щетинок и удерживающие элементы выполнены из одинакового или аналогичного материала, имеющего одинаковую или аналогичную точку плавления. В одном варианте осуществления отверстия в удерживающих элементах имеют различающиеся формы, размеры или комбинацию, включающую по меньшей мере одно из вышеупомянутого. В одном варианте осуществления скрепление включает в себя подачу тепла для сплавления пучков щетинок и удерживающих элементов вместе с образованием частей головки с соединенными ближними концами.
[0011] В одном варианте осуществления избыточный материал содержит часть или все из пластины держателей, образующего сеть соединения или комбинации, включающей по меньшей мере одно из вышеупомянутого. В одном варианте осуществления удерживающие элементы загружают в опорную пластину взаимно соединенными при помощи пластины держателей, образующего сеть соединения или комбинации, включающей по меньшей мере одно из вышеупомянутого.
[0012] В целом, в другом аспекте предусмотрена опорная пластина для изготовления головки щетки. Опорная пластина содержит множество углублений, каждое из которых выполнено с возможностью размещения в нем удерживающего элемента держателя пучков; множество отверстий для пучков, проходящих из углублений, каждое из которых выполнено с возможностью размещения в них пучка щетинок; углубленную область, выполненную с возможностью размещения пластины изготовления, расположенной над множеством углублений; средство регулировки, выполненное с возможностью установки одной или более характеристик свободного конца пучков щетинок; и полость, имеющую форму для приема шейки головки щетки и выполненную с возможностью по меньшей мере частичного заключения основания шейки и удерживающих элементов в материал матрицы, впрыскиваемый в полость, когда шейка расположена в полости, а удерживающие элементы расположены в углублении.
[0013] В одном варианте осуществления пластина изготовления представляет собой пластину обработки, удерживающую держатель пучков.
[0014] В целом, в другом аспекте система изготовления содержит опорную пластину и штамповочный инструмент, причем опорная пластина выполнена с возможностью загрузки в штамповочный инструмент с держателем пучков и пластиной обработки, а штамповочный инструмент выполнен с возможностью штамповки удерживающих элементов из пластины обработки непосредственно в углубления опорной пластины.
[0015] В целом, в другом аспекте система изготовления содержит опорную пластину и блок тафтинга, причем опорная пластина выполнена с возможностью загрузки в блок тафтинга, а блок тафтинга выполнен с возможностью размещения пучка щетинок в каждое отверстии в каждом из удерживающих элементов.
[0016] В одном варианте осуществления пластина изготовления содержит режущую пластину, имеющую высоту, причем режущая пластина выполнена с возможностью установки ближней длины пучка щетинок, равной высоте, когда щетинки обрезают с помощью режущей пластины, установленной в опорной пластине.
[0017] В одном варианте осуществления средство регулировки выполнено с возможностью приема свободного конца пучков щетинок и содержит одно или более глухих отверстий, один или более регулировочных штифтов, контурную вставку с контурной поверхностью или комбинацию, включающую по меньшей мере одно из вышеупомянутого.
[0018] В целом, в одном варианте осуществления предусмотрена головка щетки. Головка щетки содержит множество объединенных узлов пучков, каждый из которых содержит: множество пучков щетинок, каждый из которых содержит множество прядей щетинок и имеет свободный конец и ближний конец; множество удерживающих элементов, каждый из которых имеет проходящее через него отверстие, выполненное с возможностью приема одного из пучков щетинок; удерживающие элементы, включенные держателем пучков во время сборки и образованные по меньшей мере частично путем вставки удерживающих элементов в одно или более отверстий пластины обработки и удаления избыточного материала из держателя пучков с помощью пластины обработки; и множество частей головки с ближними концами, каждая из которых образована путем скрепления ближнего конца каждого пучка щетинок с каждым соответствующим удерживающим элементом; шейку, имеющую основание; и материал матрицы, по меньшей мере частично охватывающий основание и удерживающие элементы объединенных узлов пучков.
[0019] В одном варианте осуществления удерживающие элементы и пучки щетинок выполнены из одинакового или аналогичного материала. В одном варианте осуществления части головки с ближними концами образованы пучками щетинок, сплавленными вместе с удерживающими элементами. В одном варианте осуществления множество объединенных узлов пучков взаимно соединены в сети держателя пучков или пластине держателя пучков. В одном варианте осуществления материал матрицы является эластомерным материалом.
[0020] Следует принимать во внимание, что все комбинации вышеупомянутых концепций и дополнительных концепций, обсуждаемых более подробно ниже (при условии, что такие концепции не являются взаимно несовместимыми), рассматриваются как часть предмета изобретения, раскрытого в настоящем документе. В частности, все комбинации заявленного предмета изобретения, приведенные в конце этого раскрытия, рассматриваются как часть предмета изобретения, раскрытого в настоящем документе.
[0021] Эти и другие аспекты изобретения будут очевидны и объяснены со ссылкой на вариант(ы) осуществления, описанные ниже.
Краткое описание чертежей
[0022] На чертежах одинаковые обозначения позиций в целом относятся к одним и тем же частям на разных видах. Кроме того, чертежи не обязательно выполнены в масштабе, и вместо этого, как правило, сделан упор на иллюстрацию принципов изобретения.
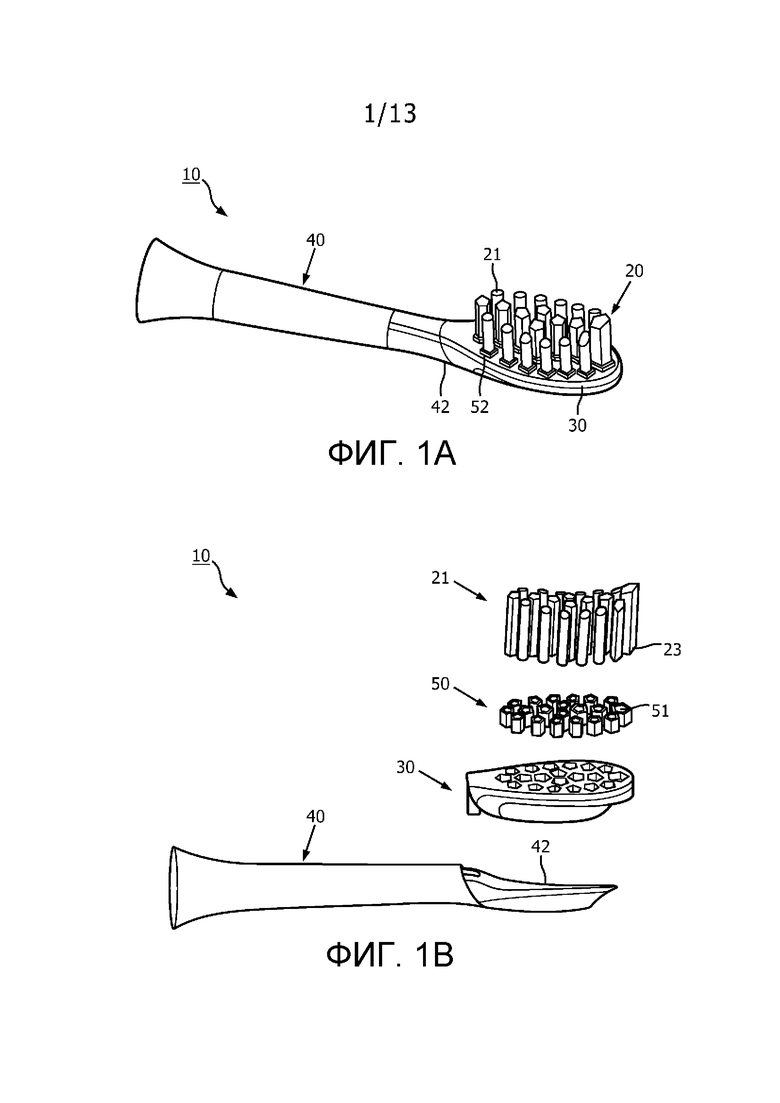
[0023] На ФИГ. 1A схематически показан вид в перспективе узла головки щетки в соответствии с одним вариантом осуществления.
[0024] На ФИГ. 1B показан покомпонентный вид в перспективе узла головки щетки по ФИГ. 1A.
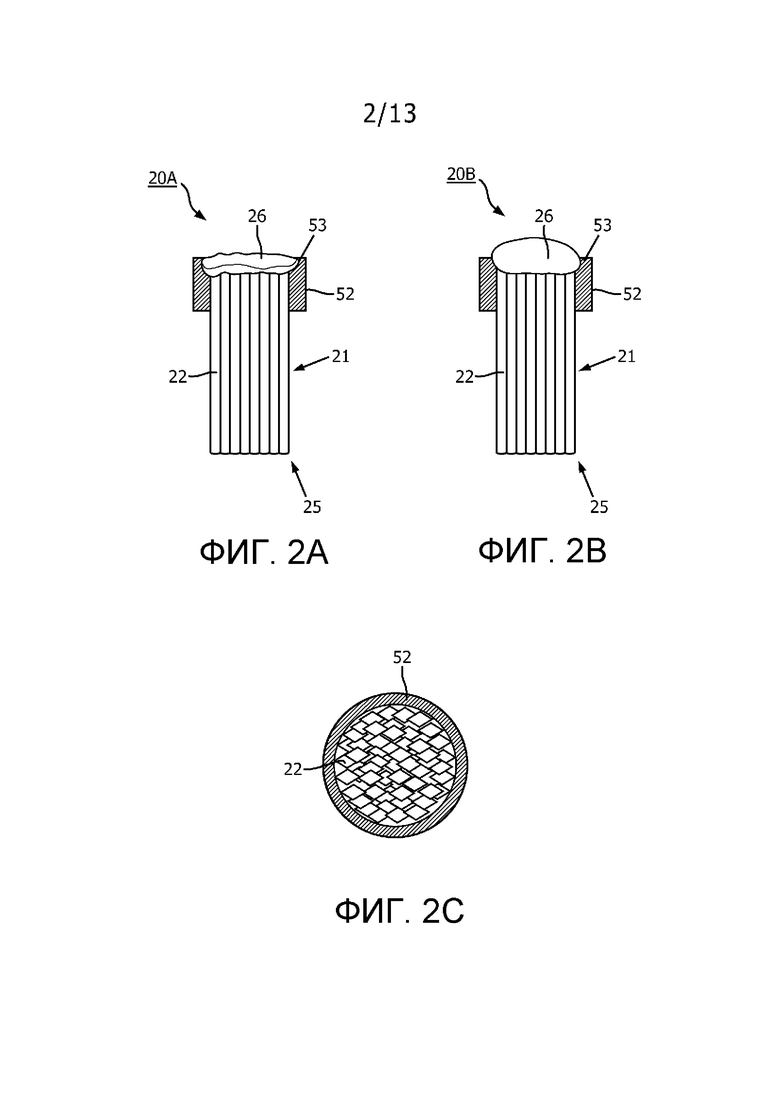
[0025] На ФИГ. 2A и 2B схематически показаны виды сбоку в продольном разрезе объединенных узлов пучков в соответствии с двумя вариантами осуществления, описанными в настоящем документе.
[0026] На ФИГ. 2C показан вид снизу пучка щетинок, находящегося в удерживающем элементе держателя пучков.
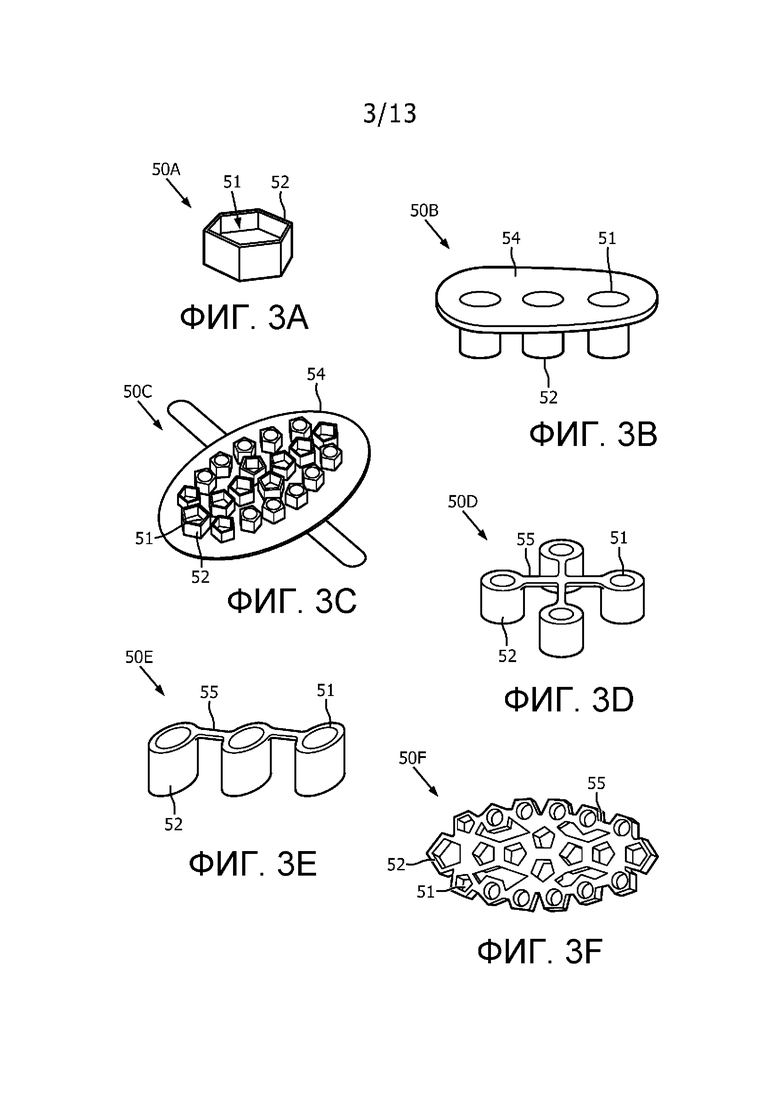
[0027] На ФИГ. 3A-3F схематически показаны держатели пучков в соответствии с различными вариантами осуществления, описанными в настоящем документе.
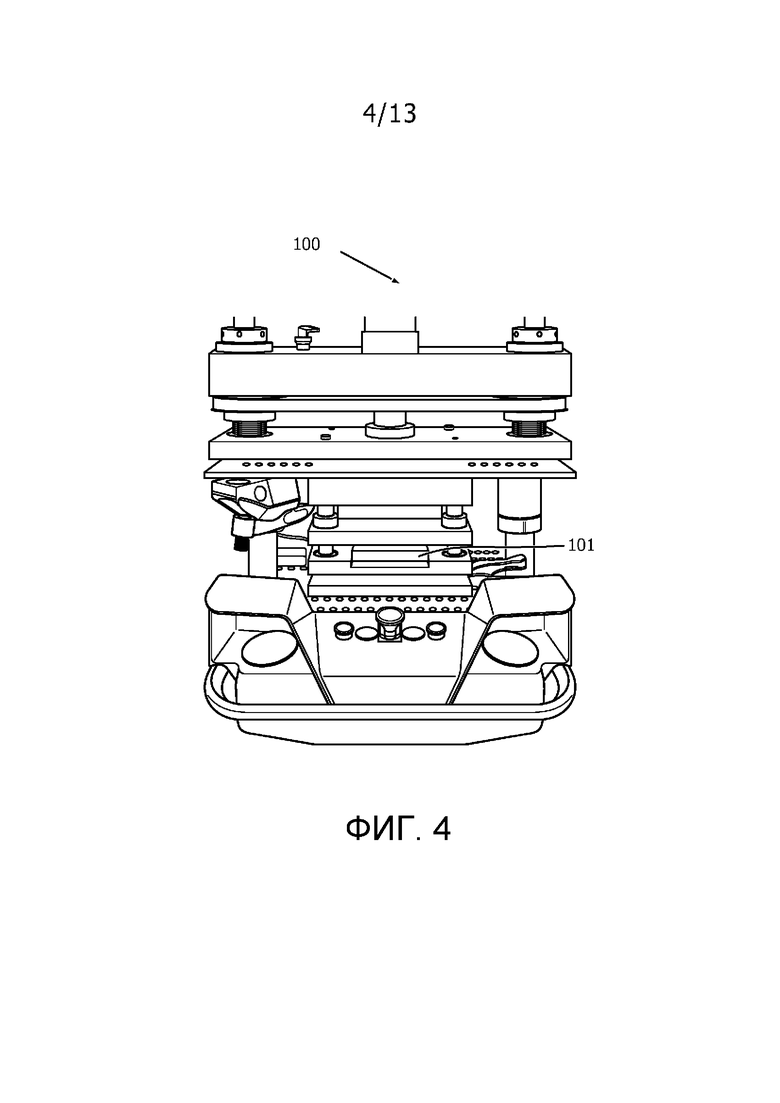
[0028] На ФИГ. 4 показан вид штамповочного инструмента для изготовления узла головки щетки по настоящему изобретению.
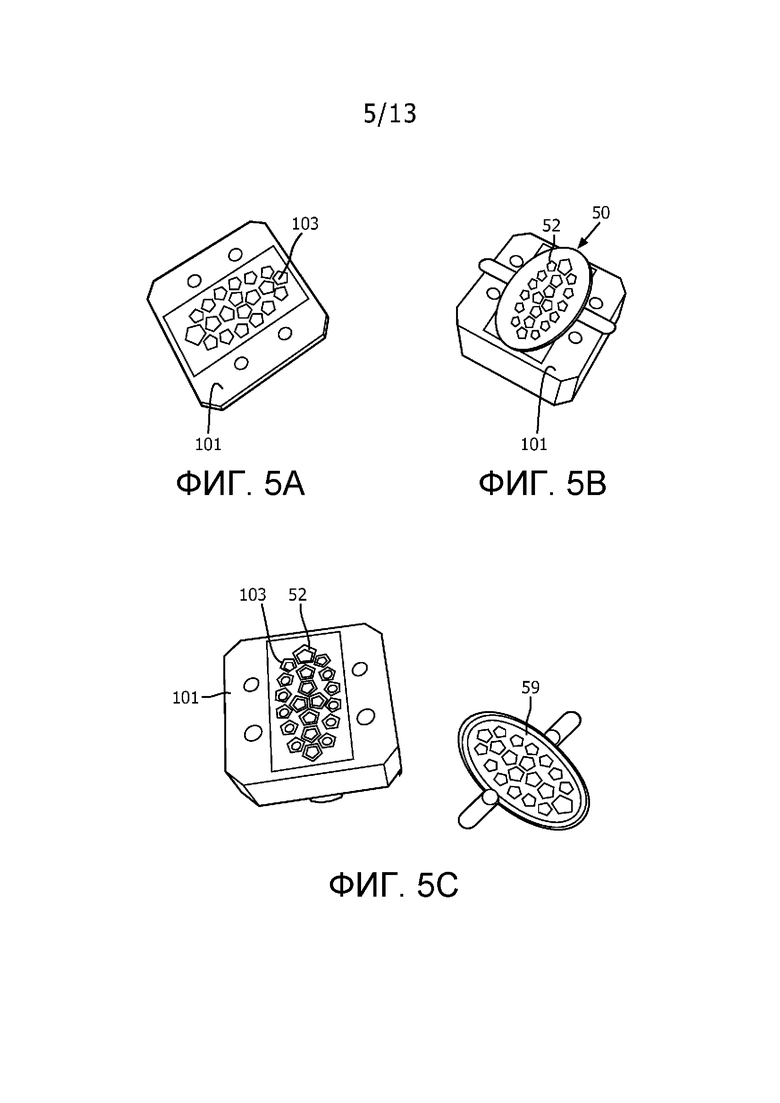
[0029] На ФИГ. 5A-5C показаны последовательные этапы использования блока матрицы или пластины обработки для выштамповывания удерживающих элементов держателя пучка в соответствии с одним вариантом осуществления, раскрытым в настоящем документе.
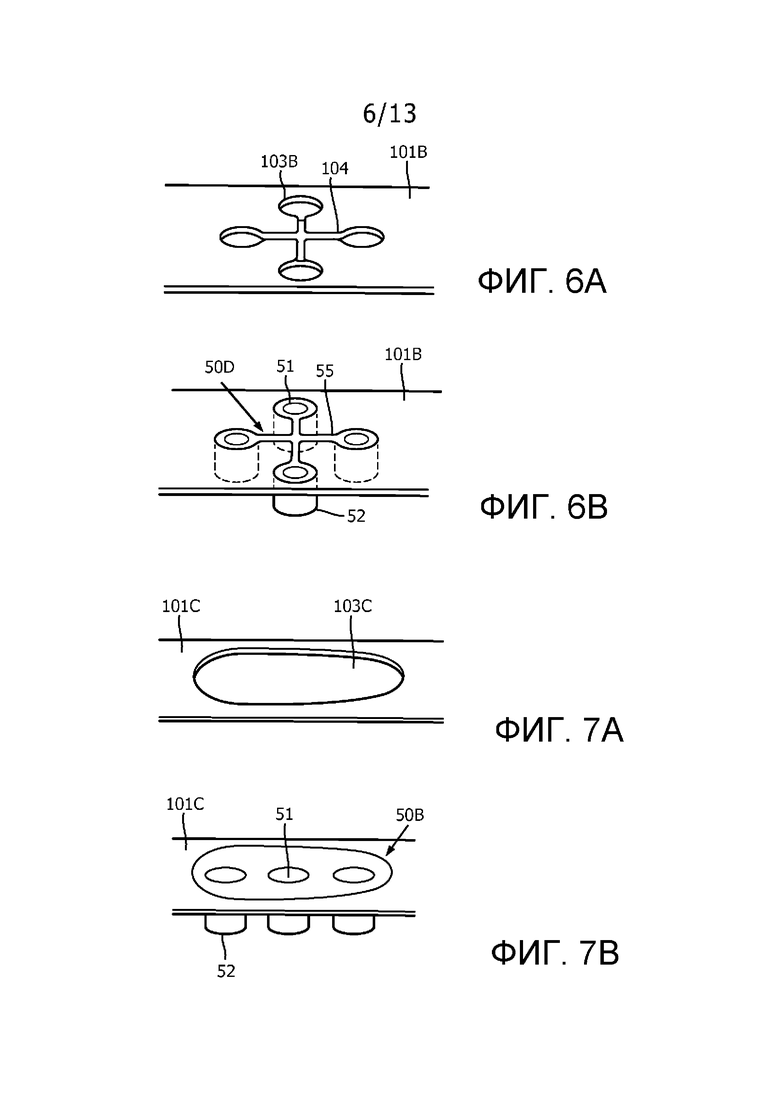
[0030] На ФИГ. 6A-6B показана пластина обработки отдельно и пластина обработки, находящаяся в зацеплении с держателем пучков в соответствии с одним вариантом осуществления, описанным в настоящем документе.
[0031] На ФИГ. 7A-7B показана пластина обработки отдельно и пластина обработки, находящаяся в зацеплении с держателем пучков в соответствии с одним вариантом осуществления, описанным в настоящем документе.
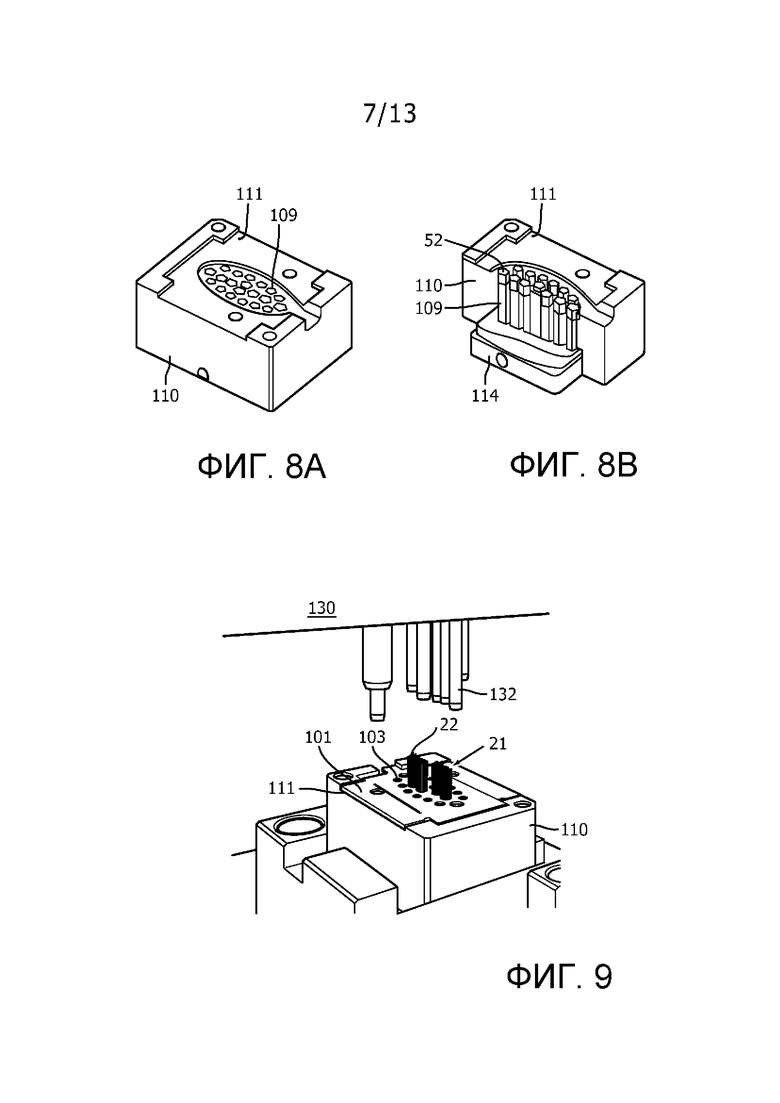
[0032] На ФИГ. 8A и 8B показан вид в перспективе и вид в перспективе в поперечном разрезе опорной пластины в соответствии с одним вариантом осуществления, описанным в настоящем документе.
[0033] На ФИГ. 9 показана опорная пластина, загруженная в блок тафтинга в соответствии с одним вариантом осуществления, описанным в настоящем документе.
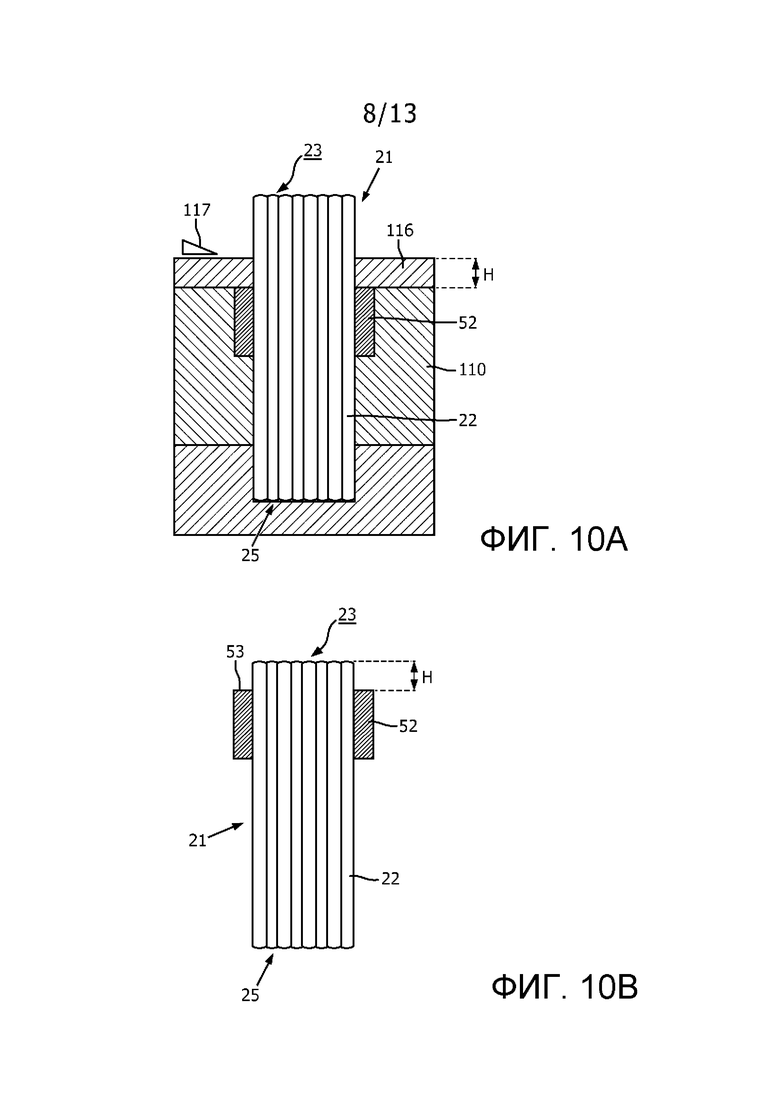
[0034] На ФИГ. 10A и 10B показаны виды в поперечном разрезе пучка щетинок до и после того, как ближний конец пучка щетинок обрезан.
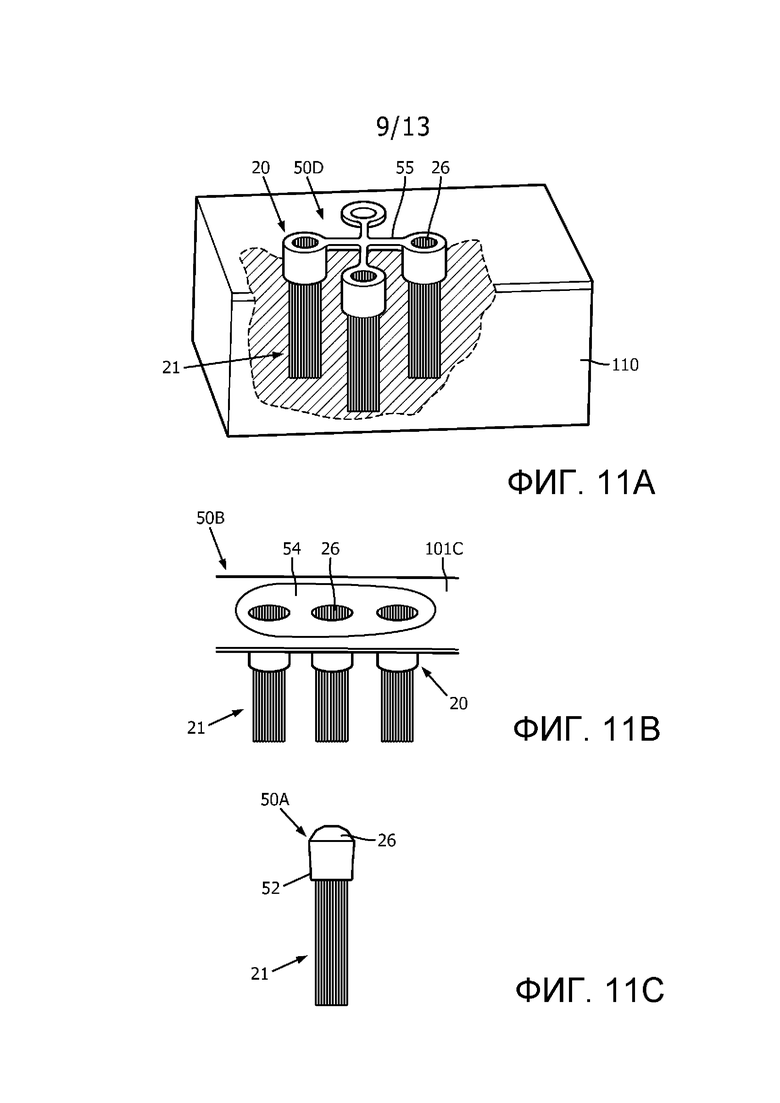
[0035] На ФИГ. 11A - 11C показаны держатели пучков после вставки и скрепления пучков щетинок в соответствии с различными вариантами осуществления, описанными в настоящем документе.
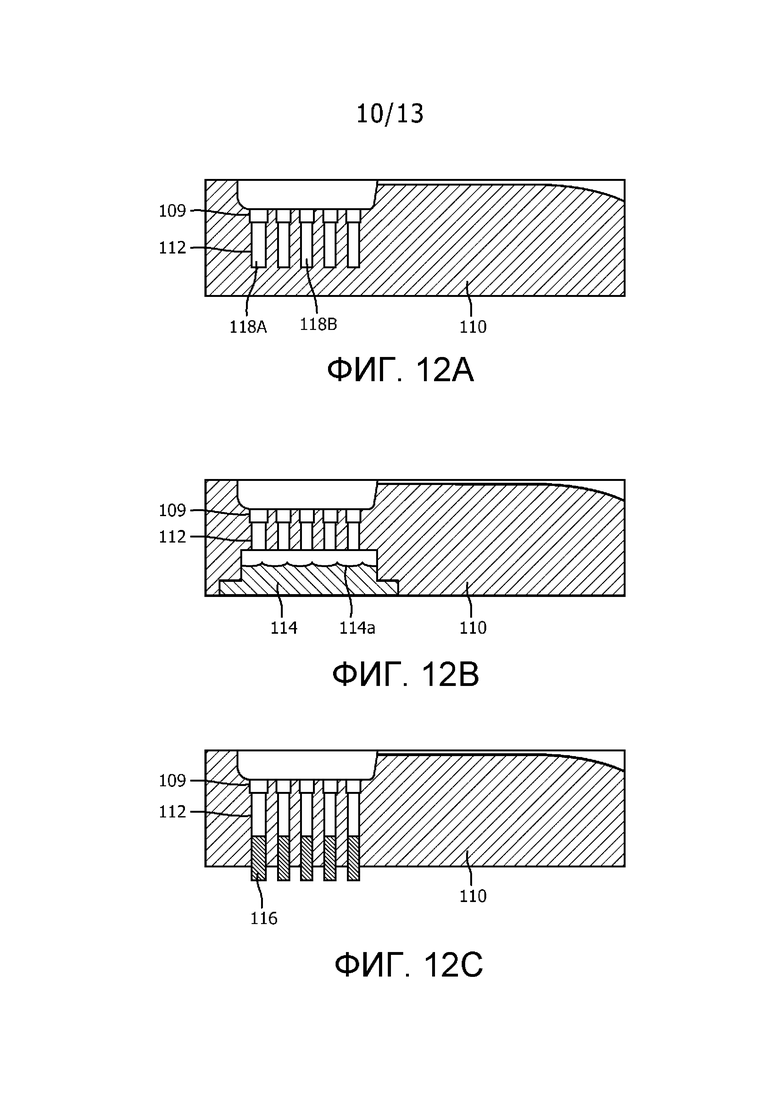
[0036] На ФИГ. 12A - 12C показана опорная пластина, имеющая средства для регулировки свободного конца вставленных пучков щетинок в соответствии с различными вариантами осуществления, описанными в настоящем документе.
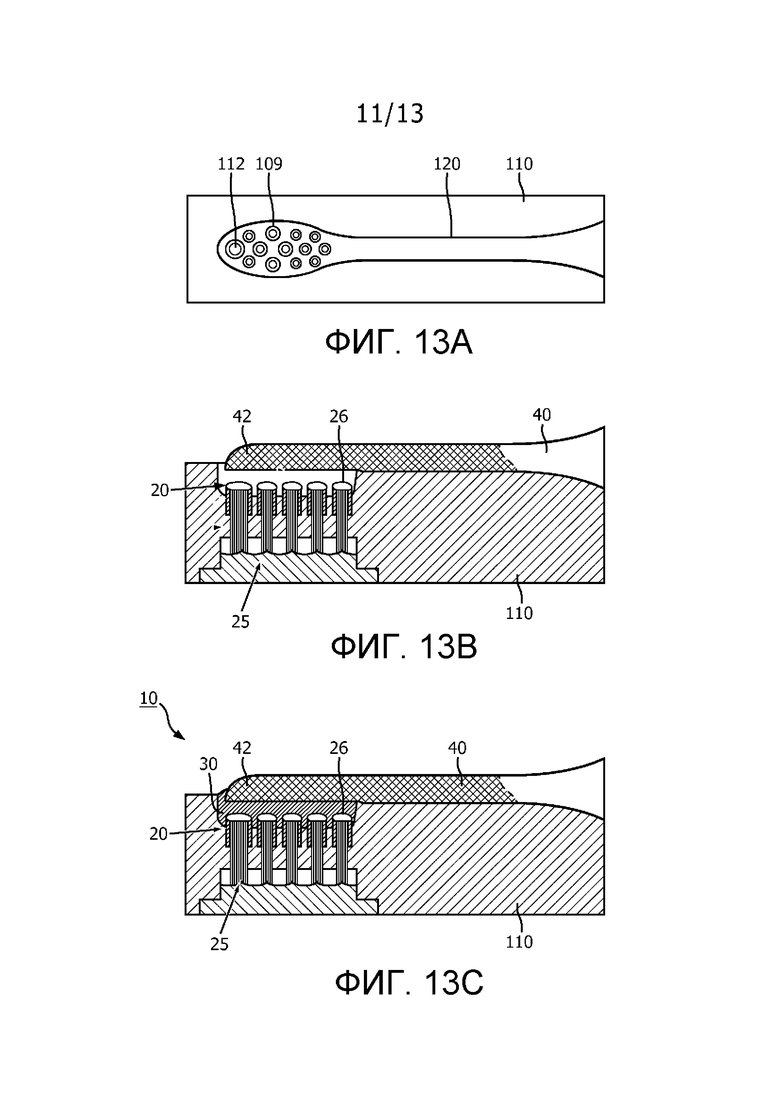
[0037] На ФИГ. 13A - 13C показан вид сверху и два вида в поперечном разрезе различных этапов изготовления головки щетки с использованием опорной пластины в соответствии с одним вариантом осуществления, описанным в настоящем документе.
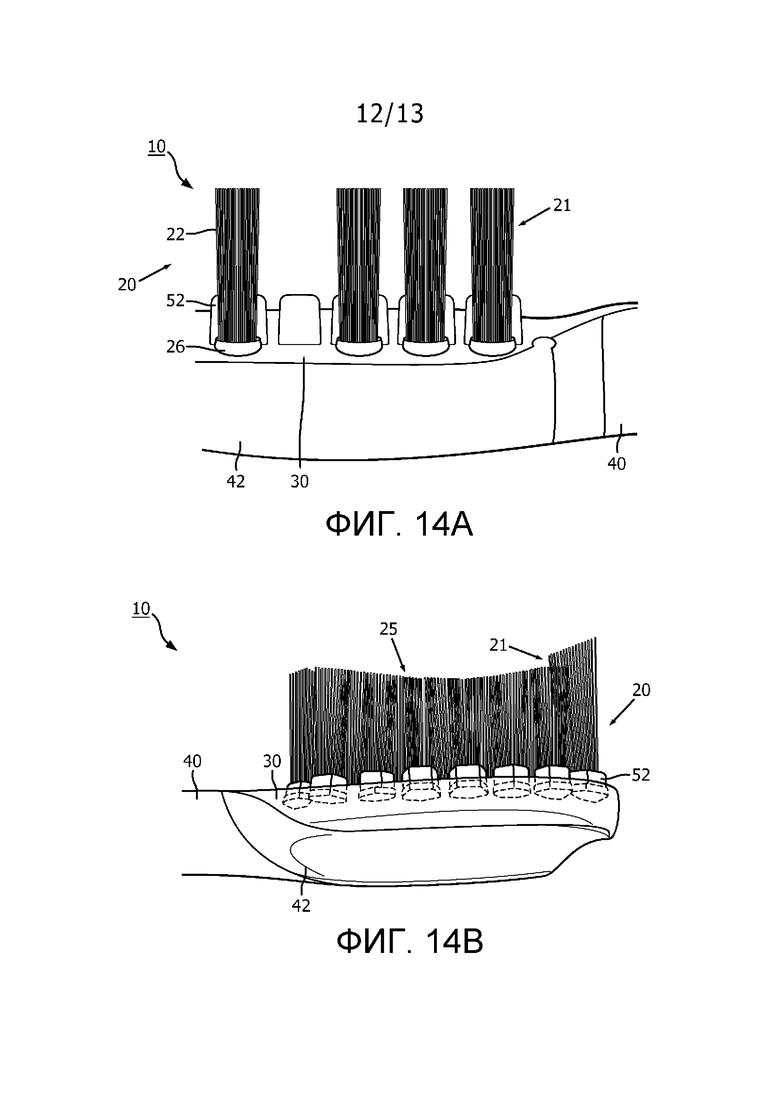
[0038] На ФИГ. 14A и 14B показан вид сбоку в поперечном разрезе и вид сбоку узлов головки щетки в соответствии с вариантами осуществления, описанными в настоящем документе.
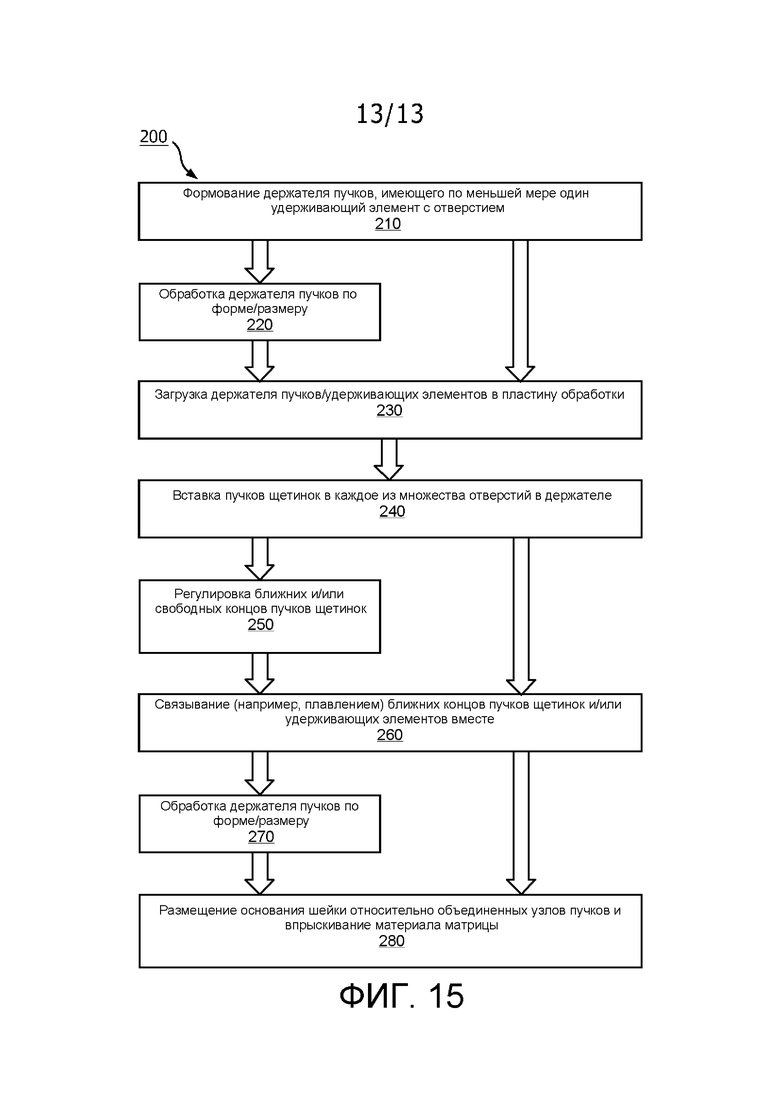
[0039] На ФИГ. 15 представлена блок-схема, иллюстрирующая способ изготовления головки щетки в соответствии с одним вариантом осуществления, описанным в настоящем документе.
Осуществление изобретения
[0040] Настоящее изобретение описывает различные варианты осуществления способа изготовления узла головки щетки, в котором пучки щетинок удерживаются тафтингом без закрепления в удерживающем элементе, закрепленном в формованной эластомерной матрице. В более общем плане заявители признали необходимость улучшения способов изготовления и изделий, изготовленных с использованием тафтинга без закрепления. Благодаря формованию держателей и, в некоторых вариантах реализации, формованию держателей из того же материала, что и пучки щетинок, или аналогичного материала, достигается эффективность изготовления с улучшенным качеством продукта.
[0041] Со ссылкой на ФИГ. 1A - 1B в одном варианте осуществления схематически представлен вид узла 10 головки щетки. Более конкретно, узел 10 головки щетки может содержать, но без ограничения, множество пучков 21 щетинок, расположенных в материале 30 матрицы на дальнем конце шейки 40. То есть, дальняя часть 42 шейки 40, которая может упоминаться как основание, может быть по меньшей мере частично охвачена и соединена с материалом 30 матрицы. Объединенные узлы 20 пучков могут содержать держатель 50 пучков, имеющий один или более удерживающих элементов 52, в которых закреплены пучки 21 щетинок, как описано более подробно в настоящем документе. Шейка 40 может быть присоединена к валу любой ручной или механической зубной щетки или образовывать его часть. Например, шейка 40 может быть выполнена с возможностью разъемного соединения с исполнительным механизмом или приводным валом (не показан) механического устройства для ухода за полостью рта (например, электрической зубной щетки), которое известно в настоящее время или находится в разработке.
[0042] Два примера для объединенных узлов 20 пучков показаны на ФИГ. 2A и 2B, и обозначены как объединенные узлы 20A и 20B пучков, соответственно. Следует принимать во внимание, что ссылочная позиция «20» предназначена для общего обозначения любого из объединенных узлов пучков, описанных в настоящем документе, тогда как узлы 20A и 20B используютcя в настоящем документе для облегчения обсуждения в отношении конкретных вариантов осуществления. Также следует принимать во внимание, что многие компоненты объединенных узлов 20 пучков являются общими для всех вариантов осуществления и, таким образом, обозначены одинаковыми ссылочными позициями.
[0043] Со ссылкой на ФИГ. 1 - 2C каждый пучок 21 щетинок содержит множество прядей 22 щетинок, которые закреплены в удерживающих элементах 52 держателя 50 пучков. Каждый пучок 21 щетинок имеет ближний конец 23 и свободный конец 25. Ближний конец 23 каждого пучка 21 щетинок удерживается в отверстии 51 каждого из удерживающих элементов 52 держателя 50 пучков, в то время как свободный конец 25 расположен напротив ближнего конца 23 и образует щеточную поверхность для головки 10 щетки, когда она собрана. По форме и диаметру пучки 21 щетинок могут быть выполнены с такой формой и диаметром, чтобы соответствовать размеру и форме отверстий 51 в удерживающем элементе 52.
[0044] Должно быть понятно, что различные компоненты головки 10 щетки могут иметь любой желаемый размер, форму и/или ориентацию. Например, как видно на фиг. 1А, удерживающие элементы и пучки щетинок, содержащиеся в них, могут иметь круглую, пятиугольную, шестиугольную или различные другие формы, например, в виде квадратов, ромбов, шестиугольников, семиугольников, восьмиугольников и т. д. Кроме того, удерживающие элементы 52 и отверстия 51 в них могут иметь одинаковый размер, форму и расположение относительно друг друга или разные формы и размеры. Например, удерживающий элемент 52 может иметь первую форму, определяющую его периферию, тогда как отверстие 51 имеет вторую, отличную форму, определяющую форму вставленного в него пучка 21 щетинок.
[0045] После того, как пучки 21 щетинок вставлены в отверстие 51 удерживающего элемента 52, ближний конец 23 пучков 21 щетинок или, в некоторых случаях, ближний конец 23 пучков 21 щетинок и по меньшей мере часть ближней стороны 53 удерживающего элемента 52 скреплены вместе с образованием части 26 головки с объединенными ближними концами. Иными словами, часть 26 головки с объединенными ближними концами может быть образована из расплавленного материала только из щетинок 22 или из щетинок 22 вместе с частью удерживающего элемента 52, смежной со щетинками 22. В одном варианте осуществления пучки щетинок и/или удерживающие элементы 52 скреплены вместе при помощи любого подходящего процесса, например, сварки (ультразвуковой, лазерной и т. д.), плавления, адгезивов и т. д.
[0046] Чтобы способствовать образованию части 26 головки с объединенными ближними концами, такой как показанная на ФИГ. 2A - 2B, держатели 50 пучков и пучки 21 щетинок предпочтительно выполнены из одинакового материала или материалов, имеющих аналогичный состав. Могут использоваться пластики, такие как акрилонитрил-бутадиен-стирол (ABS), полиамид (PA) или нейлон, полипропилен или их разновидности или комбинации этих или других материалов. Особенно предпочтительными являются комбинации материалов, которые имеют сходный коэффициент плавления для упрощения связывания путем плавления и охлаждения при сходной температуре и скорости. В одном варианте осуществления щетинки 22 образованы из PA, в то время как удерживающие элементы 52 выполнены из смеси PA/ABS. Следует принимать во внимание, что может существовать некоторая изменчивость по длине сварного шва части 26 головки с объединенными ближними концами, например, в зависимости от характеристик материалов прядей 22 щетинок и/или удерживающих элементов 52, а также параметров, используемых во время сварки. В частности, может возникнуть изменение, если пучок 21 щетинок и удерживающие элементы 52 изготовлены из разных материалов, что может вызвать плавление/охлаждение при разных температурах, или другие различия, связанные с их различным химическим составом. Однако такая изменчивость является приемлемой, в случае если достигнуто необходимое связывание.
[0047] Держатели 50 пучков и/или удерживающие элементы 52 могут быть выполнены различными способами, такими как литье, штамповка и т. д., как обсуждается более подробно в настоящем документе. Различные варианты осуществления для держателей 50 пучков можно оценить по ФИГ. 3A-3F. Ссылочная позиция «50», используемая в настоящем документе, предназначена для ссылки в целом на все варианты осуществления раскрытых или предполагаемых держателей пучков, в то время как алфавитные индексы (например, «A», «B» и т. д.) предоставлены для упрощения описания конкретных вариантов осуществления, показанных на фигурах. Подобный стиль именования может использоваться в отношении других компонентов в настоящем документе.
[0048] Держатель 50A пучков на ФИГ. 3A содержит только один из удерживающих элементов 52, который удерживает по меньшей мере один из пучков 21 щетинок в отверстии 51 удерживающего элемента 50А. На ФИГ. 3B и 3C, соответственно, показан держатель 50B пучков и держатель 50C пучков, каждый из которых содержит пластину 54 держателей, имеющую множество удерживающих элементов 52, имеющих проходящие через них отверстия 51, соединенных вместе, например, расположенных в форме законченной головки щетки или некоторых ее частей. На ФИГ. 3D-3F соответственно показаны держатели 50D, 50E и 50F пучков. Каждый из держателей 50D-50F пучков содержит сеть держателей пучков, которая имеет множество отдельных удерживающих элементов 52, соединенных друг с другом посредством ряда прядей или образующих сеть соединений 55. Таким образом, следует принимать во внимание, что удерживающие элементы 52 могут быть отдельными дискретными блоками, или взаимно соединены вместе, например, посредством пластины 54 держателей или образующими сеть соединениями 55. Аналогично держателям 50B и 50C пучков, удерживающие элементы 52 и/или отверстия 51 держателей 50D-50F пучков могут быть размещены по необходимой схеме для пучков 21 при полностью собранной головке щетки или какой-либо ее части.
[0049] В одном варианте осуществления держатели 50 пучков образованы посредством операции формования, такой как инжекционное формование. Фактическая форма и размер держателя 50 пучков, количество, размер и форма отверстий 51 и т. д. могут быть установлены и определены формой, используемой для формования держателя 50. После того как носитель 50 сформован и охлажден, он при необходимости может быть удален из формы и готов для дальнейшей обработки либо сразу, либо в более позднее время и/или в другом месте.
[0050] Согласно вариантам осуществления, раскрытым и предусмотренным в настоящем документе, по меньшей мере часть держателя 50 пучков может быть удалена перед установкой удерживающих элементов 52 в головке 10 щетки. В одном варианте осуществления удаление избыточного материала выполняется посредством штамповочного инструмента 100, показанного на ФИГ. 4. Например, штамповочный инструмент 100 может содержать пресс, штемпель, штамп или матрицу, которая принудительно входит в зацепление с держателем 50 пучка, помещенным в подушку матрицы или пластину 101 обработки, как показано на ФИГ. 5B, для отрезания, отсоединения или отделения иным образом одной или более частей держателя 50 пучков друг от друга.
[0051] Подушка матрицы или пластина 101 обработки имеет ряд отверстий 103, выполненных с возможностью соответствия удерживающих элементов 52 в держателе 50 пучка по размеру, форме и расположению. А именно, отверстия 103 подушки матрицы или пластины 101 обработки по ФИГ. 5A-5C соответствуют размеру, форме и компоновке держателя 50C пучков по ФИГ. 3C. Таким образом, как показано на ФИГ. 5B, удерживающие элементы 52 держателя 50 пучков могут быть вставлены в отверстия 103 подушки матрицы или пластины 101 обработки. Следовательно, держатель 50 пучков может быть обработан, например, штамповкой с помощью штамповочного инструмента 100. Как показано на ФИГ. 5C операция штамповки может отсоединять или отделять удерживающие элементы 52 от избыточного материала 59. Избыточный материал 59 может быть переработан или выброшен, в то время как удерживающие элементы 52 могут оставаться в отверстиях 103 пластины 101 обработки или удаляться для дальнейшей обработки. Пластина 101 обработки может быть использована для упрощения общей обработки держателя 50 пучков и/или загрузки держателя 50 пучков в другие инструменты, такие как блок тафтинга или другое оборудование, используемое для создания законченной головки 10 щетки. В одном варианте реализации настоящего изобретения пластина 101 обработки с держателем пучков в ней может располагаться сверху опорной пластины 110 с отверстиями аналогичного размера и формы в аналогичных положениях, а держатель пучков может быть перенесен из пластины обработки в опорную пластину 110. Также следует отметить, что часть или весь избыточный материал 59 держателя 50 пучков может быть удален с помощью других процессов, например, резки, или с помощью нескольких последовательных процессов на этом этапе или других этапах процесса изготовления.
[0052] Для упрощения работы с различными держателями 50 пучков можно использовать одну или более подушек матрицы или пластин 101 обработки. Подушка матрицы или пластина обработки, обозначенная в настоящем документе, в частности, как пластина 101B обработки, показана на ФИГ. 6A-6B. А именно, пластина 101B обработки содержит отверстия 103B, которые соответствуют по форме, размеру и компоновке удерживающим элементам 52 держателя 50D пучков по ФИГ. 3D, как показано на ФИГ. 6B. Отверстия 103B в пластине 101B обработки упрощают штамповку держателя 50D пучков непосредственно в пластине 101B обработки. Кроме того, пластина 101B обработки может содержать набор канавок или углублений 104, которые имеют форму и размер для приема образующих сеть соединений 55 держателя 50D пучков. Таким образом, например, канавки 104 способствуют размещению и удержанию держателя 50D пучков во время изготовления. Следует отметить, что пластины 101 обработки, описанные и предусмотренные в настоящем документе, могут быть отделены с возможностью снятия от опорной пластины 110 или формы или других компонентов штамповочного инструмента 100, например, для облегчения дальнейшей обработки соответствующего держателя пучков, транспортируемого пластиной 101 обработки. Таким образом, пластина 101B обработки вместе с держателем 50 пучков, отштампованным в пластине обработки, может быть отделена от любого избыточного материала, если это необходимо, для дальнейшей обработки.
[0053] Пластина 101C обработки в соответствии с другим вариантом осуществления показана на ФИГ. 7A-7B. В отличие от пластины 101B обработки, пластина 101C обработки содержит отверстие 103C, которое в целом соответствует форме, размеру и/или компоновке пластины 54 держателей держателя 50B пучков по ФИГ. 3B (в отличие от отдельных удерживающих элементов 52). Таким образом, часть или вся пластина 54 держателей может оставаться с удерживающими элементами 52 на различных этапах изготовления, и/или может быть добавлена в головку 10 щетки во время окончательной сборки. Например, в одном варианте осуществления штамповочный инструмент 100 может быть выполнен с перфорирующим элементом для удаления только части пластины 54 держателей, чтобы изменять форму держателя 50B пучков на форму держателя 50F пучков по ФИГ. 3F. Другими словами, избыточные части пластины 54 держателей могут быть удалены, чтобы оставить только образующие сеть соединения 55. В других вариантах осуществления пластина 54 держателей может использоваться без удаления каких-либо избыточных частей.
[0054] В одном варианте осуществления держатель 50 пучков образован путем переформования держателя 50 пучков непосредственно на соответствующую пластину обработки или подушку 101 матрицы. Таким образом, пластина 101 обработки вместе с необработанным экземпляром держателя 50 пучков могут быть размещены непосредственно на опорной пластине 110 и обрабатываться производственным оборудованием, например, штамповаться штамповочным инструментом 100. Пластины 101 обработки могут быть выполнены из любого требуемого материала, например, металла или другого жесткого материала для упрощения обработки держателя 50 пучков, когда он находится во взаимодействии с пластиной 101 обработки, а также для обеспечения возможности многократного использования пластины 101 обработки для выполнения множества штамповок или других производственных процессов.
[0055] Один вариант осуществления опорной пластины 110 показан на ФИГ. 8A и, в поперечном разрезе, на ФИГ. 8B. Опорная пластина 110 содержит углубленную область 111, выполненную с возможностью приема пластин 101 обработки или других пластин изготовления, как описано в настоящем документе (как показано на ФИГ. 9). Таким образом, в соответствии с одним вариантом осуществления, опорная пластина 110, вместе с пластиной 101 обработки, размещенной в углубленной области 111, может использоваться во время штамповки для штамповки удерживающих элементов 52 непосредственно в соответствующие отверстия 109 в опорной пластине 110. Опорная пластина 110, показанная на ФИГ. 8B, имеет удерживающие элементы 52, уже вставленные в отверстия 109 посредством штамповки, как обсуждалось выше, или посредством какого-либо другого процесса, такого как ручная вставка. Как отмечено выше, держатель 50а пучков может содержать отдельные удерживающие элементы 52, например, показанные на ФИГ. 8B, или держатель 50b, 50c пучков может содержать множество удерживающих элементов 52, соединенных посредством пластины 54 держателей, или держатель 50d, 50e, 50f пучков может содержать множество удерживающих элементов 52, соединенных посредством образующих сеть соединений 55.
[0056] Как показано на ФИГ. 8B, опорная пластина 110 имеет отверстие 109, которое соответствует каждому из отверстий 51 в удерживающих элементах 52. Необходимо отметить, что диаметр или размеры отверстий 109 могут быть выполнены таким образом, что удерживающие элементы 52 удерживаются опорной пластиной 110 в требуемом положении (например, отверстия 109 могут сужаться сверху вниз). Конфигурация отверстий 109 полезна для определения формы, длины, конфигурации и формы поперечного сечения пучков 21 щетинок, которые будут вставлены на последующих этапах процесса изготовления. Как более подробно обсуждается ниже, опорная пластина 110 может содержать средство регулировки, выполненное с возможностью содействия в определении длины и/или контура свободных концов 25 пучков 21 щетинок, например, контурной вставки 114.
[0057] На ФИГ. 9 показан блок 130 тафтинга в соответствии с одним вариантом осуществления. Блок 130 тафтинга может задействоваться для формирования множества прядей 22 щетинок в пучки 21 щетинок, которые вставлены в каждое из множества отверстий 51 в удерживающих элементах 52, как показано на ФИГ. 10A. Например, как показано на ФИГ. 9, блок 130 тафтинга может содержать блок 132 для вставки пучков, который может быть выровнен с соответствующими отверстиями 103 в подушке матрицы или пластине 101 обработки, то есть вставлен в опорную пластину 110 (например, удерживаться в углубленной области 111). Подушка матрицы или пластина 101 обработки содержит множество проходящих через нее отверстий 103. Отверстия 103 в пластине 101 обработки совмещены с отверстиями 51 в держателе 50 пучков и отверстиями 109 в опорной пластине 110. Когда различные отверстия 103, 51, 109 в пластине 101 обработки, держателе 50 пучков и опорной пластине 110 совмещены, при работе блок 130 тафтинга принудительно вводит в них щетинки (например, механически, посредством сжатого воздуха, и т.д.) с образованием пучков 21 щетинок, форма и размер которых соответствует отверстиям. Следует принимать во внимание, что пластина 101 обработки может быть пластиной матрицы, направляющей пластиной или другой пластиной. Следует отметить, что тафтинг может осуществляться перед вышеупомянутой штамповкой или обрезкой держателей пучков, если это необходимо.
[0058] Следует понимать, что пучки 21 щетинок должны иметь надлежащую форму, размер и диаметр, чтобы соответствовать каждому соответствующему отверстию. Концы пучков 21 щетинок, которые находятся внутри опорной пластины 110, например, показанной на ФИГ. 10A, станут свободными концами 25 пучков 21 щетинок в узле 10 головки щетки, в то время как часть пучков 21 щетинок, которая выступает над опорной пластиной 110, как показано на ФИГ. 9, станет ближним концом 23 пучков 21 щетинок.
[0059] После тафтинга ближние концы 23 пучков 21 щетинок в некоторых случаях могут нуждаться в обрезке до одинаковой высоты, чтобы обеспечить надлежащее уплотнение во время последующего этапа скрепления. Для выполнения обрезки, как показано на ФИГ. 10А, режущая пластина 116, имеющая высоту Н, может быть размещена в углублении 111 на опорной пластине 110 на ближнем конце 23 пучка 21. Режущая пластина 116 может быть такой же пластиной, что и пластина 101 обработки, или может быть другой пластиной. Нож или режущее средство 117 можно использовать для обрезки длины пучка 21 щетинок путем удаления избыточной части пучка 21 щетинок, выступающей над пластиной 116. Таким образом, как показано на ФИГ. 10B, длина пучка 21 щетинок, проходящего от ближней стороны 53 удерживающего элемента 52, будет приблизительно равна высоте H пластины 116, когда пластина 116 удалена. Например, эта заданная длина ближнего конца 23 пучка 21 щетинок может быть предпочтительна для содействия последовательному и предсказуемому созданию части 26 головки с ближними концами во время скрепления.
[0060] После тафтинга ближние концы 23 пучков 21 щетинок могут быть скреплены с ближней стороной 53 удерживающих элементов 52, например, посредством плавления, сварки, соединения посредством адгезии или другим способом для образования части 26 головки с объединенными ближними концами, как отмечено выше в отношении ФИГ. 2А-2В, а также показано на ФИГ. 11A-11C. Три разных примера держателей 50 пучков после тафтинга показаны на ФИГ. 11A-11C. В частности, на ФИГ. 11А показан держатель 50D пучков, прошитый пучками 21 щетинок, которые проходят в отверстия опорной пластины 110. На ФИГ. 11B показан держатель 50B пучков, прошитый пучками 21 щетинок, когда он удерживается пластиной 101C обработки. На ФИГ. 11С показан держатель 50А пучков (один из удерживающих элементов 52) с пучком 21 щетинок, расплавленным с образованием части 26 головки с объединенными ближними концами по меньшей мере из части пучка 21 щетинок и части ближнего конца удерживающего элемента 52.
[0061] В одном варианте осуществления скрепление осуществляется путем сплавления прядей 22 щетинок, отдельно или вместе с частью удерживающего элемента 52. Тепло может подаваться источником тепла, который вступает в прямой физический контакт с ближним концом 23 пучков щетинок и/или ближней стороной 53 удерживающих элементов 52, например, лазером. В альтернативном варианте тепло может подаваться нагретым воздухом или любым из множества других источников тепла, которые могут находиться в прямом физическом контакте, быть просто прилегающими или направленными. Как отмечено выше, формирование прядей 22 щетинок и удерживающих элементов 52 из материалов, имеющих одинаковый или аналогичный состав, может выгодно улучшить скрепление путем использования одинаковой или аналогичной точки плавления.
[0062] Несколько вариантов осуществления признаков для обеспечения возможности регулировки характеристик свободного конца 25 пучков 21 щетинок можно оценить с учетом ФИГ. 12А-12С. На ФИГ. 12A отверстия 112 для пучков выполнены в виде глухих отверстий, которые заканчиваются в пределах опорной пластины 110. Как обсуждалось выше, нижняя поверхность глухих отверстий может быть установлена в качестве заданного расстояния от отверстий 109, в которые удерживающие элементы 52 должны быть помещены во время тафтинга. Таким образом, нижняя часть каждого глухого отверстия обеспечивает упор для части прядей 22 щетинок, которая в конечном итоге станет свободным концом 25 пучков 21 щетинок в завершенной головке щетки, так что пучки 21 щетинок будут сохраняться на надлежащей длине в процессе изготовления. Глухие отверстия также поддерживают пряди 22 щетинок во время процесса изготовления, когда вставляются пряди 22 щетинок (например, через блок 130 тафтинга). Помимо длины, отверстия 112 для пучков, выполненные в виде глухих отверстий, могут иметь различные формы, размеры или контуры. Например, первое глухое отверстие 118A показано немного большим в диаметре, чем другие, в то время как второе глухое отверстие 118B показано немного короче других и с изогнутой нижней поверхностью, чтобы создать изогнутый контур для свободного конца 25 пучка 21 щетинок, который вставлен в глухое отверстие 118B.
[0063] На ФИГ. 12B показано, что опорная пластина 110 содержит контурную вставку 114, также показанную на ФИГ. 8В. Как отмечалось ранее, контурная вставка 114 может использоваться для задания формы свободного конца 25 пучков щетинок 21 в узле 10 головки щетки. Например, контурная вставка 114, показанная на ФИГ. 12B, будет формировать законченную головку щетки, которая имеет форму пучков щетинок, которые различаются по длине и углу к поверхности, как задано пучками 21, находящимися в зацеплении с поверхностью 114a контурной вставки 114. Следует понимать, что другие формы, такие как плоская щеточная поверхность, например, в которой свободные концы 25 всех пучков 21 щетинок выступают на одинаковое расстояние, также могут быть обеспечены в зависимости от формы используемой контурной вставки 114. Контурная вставка 114 может быть выполнена в виде съемного и взаимозаменяемого компонента, так что с одной и той же опорной пластиной 110 может быть получено множество желаемых форм завершенных щетинок щеточной головки.
[0064] В другом варианте реализации, показанном на ФИГ. 12C, каждое из отверстий 112 для пучков может быть снабжено штифтом 116 такой же формы и диаметра, что и отверстия 112 для пучков. Например, штифты 116 могут быть выполнены с возможностью перемещения внутри отверстий 112 для пучков для обеспечения регулируемой установки длины отверстий 112 для пучков. Штифты 116, имеющие различные углы к поверхности на ее верхней поверхности, могут быть включены для изменения контура щеточной поверхности, обусловленной свободными концами 25. Таким образом, следует понимать, что штифты 116 в целом служат той же цели, и функционируют в качестве контурной вставки 114 и глухих отверстий 118, например, для образования желаемой формы, длины и контуров области щетинок и/или щеточной поверхности завершенной головки щетки.
[0065] Окончательную сборку головки 10 щетки можно оценить с учетом ФИГ. 13A-13C. На ФИГ. 13А показан вид сверху опорной пластины 110, имеющей отверстия 112 для пучков и углубления 109, образованные в них, как описано выше, то есть для приема пучков 21 щетинок и удерживающих элементов 52, соответственно. Таким образом, после штамповки, тафтинга, скрепления и т. д. объединенные узлы 20 пучков полностью образованы и могут быть расположены с удерживающими элементами 52 в углублениях 109 и со свободными концами 25 пучков 21 щетинок в отверстиях 112 для пучков.
[0066] Опорная пластина 110 также может содержать углубление или полость 120 в общей форме шейки 40 головки щетки и/или материала 30 матрицы. После того, как соединенные пучки 20 созданы и размещены в опорной пластине 110, шейка 40 может быть размещена для выравнивания основания 42 относительно соединенных частей 26 головки с объединенными ближними концами узлов 20 пучков. Например, как показано на ФИГ. 13B, полость 120 может надлежащим образом выравнивать основание 42 шейки 40 с узлами 20 пучков, когда шейка 40 помещена в полость 120. Кроме того, на этом этапе изготовления могут быть добавлены и удерживаться на месте опорной пластиной 110 любые необходимые сборные детали (например, электронные детали, дополнительные кольца, пружины или любые другие компоненты). Любые такие детали могут быть сформованы в законченной головке щетки на последующих этапах, как описано в настоящем документе.
[0067] После этого компоненты могут быть переформованы материалом 30 матрицы путем инжектирования материала, например, в жидком или текучем состоянии, в пространство, образованное между основанием 42 и частями 26 головки с объединенными ближними концами узлов 20 пучков. Материал 30 матрицы отверждается для закрепления шейки 40 и узлов 20 пучков вместе, по меньшей мере частично охватывая или заключая в оболочку основание 42 и узлы 20 пучков, как показано на ФИГ. 13C, тем самым образуя узел 10 головки щетки. В соответствии с одним вариантом осуществления материал 30 матрицы предпочтительно выполнен из эластомерного материала, такого как гибкий термопластичный эластомер. Следует принимать во внимание, что в одном варианте осуществления шейка 40 не предусмотрена в качестве заранее сформованного элемента, а вместо этого формование материала 30 матрицы и шейки 40 выполняют одновременно и из одинакового материала путем впрыскивания подходящего материала в полость 120. На ФИГ. 14А и 14В соответственно показаны дополнительные примеры головки 10 щетки, когда она завершена.
[0068] Со ссылкой на ФИГ. 15 в одном варианте осуществления представлен способ 200 изготовления одного или более различных вариантов осуществления 10 головки щетки и реализаций, описанных или иным образом предусмотренных в настоящем документе. На этапе 210 выполняют формование держателя пучков (например, любого из держателей 50 пучков), например, посредством любого известного способа формования. Держатель пучков содержит один или более удерживающих элементов 52, имеющих проходящее через него отверстие 51.
[0069] На выполняемом при необходимости этапе 220 способа 200 держатель пучка может быть обработан для изменения, установки или определения размера или формы держателя пучка или удерживающих элементов или проходящих через него отверстий. Например, держатель пучка может быть отштампован или разрезан для удаления избыточного материала 59. Например, держатель пучка может быть пластиной 54 держателей, дополнительно обработанной таким образом, что на этапе 220 образуется, формируется, изменяется в размере или удаляется одно или более образующих сеть соединений 55 (например, при помощи штамповочного инструмента 100, пластины 101 обработки или иным образом, как обсуждено в отношении ФИГ. 4-7B).
[0070] На этапе 230 удерживающие элементы держателя пучков размещают в соответствующих углублениях 109 пластины обработки 110 либо непосредственно после формования на этапе 210, либо после обработки на этапе 220. В одном варианте осуществления этапы 220 и 230 по существу совмещены в том, что удерживающие элементы непосредственно штампуют в углубления пластины обработки одновременно, по мере того как удаляется избыток материала (как обсуждалось со ссылкой на ФИГ. 4-7B).
[0071] На этапе 240 способа 200 щетинки размещают в пучки и вставляют (например, при помощи блока 130 тафтинга) через отверстия 51 в удерживающих элементах 52. На выполняемом при необходимости этапе 250 ближний конец 23 и/или свободный конец 25, противоположный ближнему концу пучков 21 щетинок, может быть отрегулирован по длине, форме, размеру, контуру и т. д. Например, опорная пластина может содержать регулировочный элемент, такой как контурная вставка 114 или глухие отверстия 118 и штифты 116, для приема и задания контура свободных концов. Ближние концы пучков щетинок могут быть при необходимости отрезаны или обрезаны для получения желаемой высоты с использованием режущей пластины и ножа или режущего средства (например, режущей пластины 116 и ножа 117).
[0072] На этапе 260 способа ближний конец 23 щетинок 22 пучков 21 щетинок скрепляют вместе и/или по меньшей мере с участком ближней стороны 53 удерживающего элемента 50 с образованием части 26 головки с объединенными ближними концами. При закреплении вместе при помощи части 26 головки с объединенными ближними концами каждая соответствующая пара пучка щетинок и удерживающего элемента образуют узел 20 объединенных пучков. В одном варианте осуществления скрепление обеспечивается путем подачи тепла на ближний конец пучков щетинок, или ближний конец пучков щетинок и ближний конец удерживающих элементов для сплавления компонентов вместе. Тепло может подаваться при помощи лазерной сварки, нагретого воздуха или любого из множества других источников тепла, которые могут находиться в прямом физическом контакте, быть просто прилегающими или направленными. Путем изготовления прядей щетинок и удерживающих элементов из материала, имеющего одинаковый или аналогичный состав и, следовательно, одинаковую или аналогичную точку плавления, можно обеспечить хорошее скрепление.
[0073] На выполняемом при необходимости этапе 270, если это еще не было сделано ранее в процессе изготовления (например, на этапе 220), держатель пучков может быть обработан для удаления любого избыточного материала. Например, как обсуждалось выше в отношении этапа 220, это может включать удаление части или всего их пластины держателей, образующего сеть соединения и т. д. Как также обсуждалось выше, этап 270 может не выполняться, например, если вся пластина 54 держателей включена в узел 10 головки щетки, когда она полностью собрана.
[0074] На этапе 280 способа 200 узлы пучков могут быть вставлены в опорную пластину (если она еще не установлена) и шейку 40 для щетки, расположенную относительно объединенных узлов пучков. Например, это может включать размещение шейки в соответствующей полости 120 опорной пластины 110, которая выравнивает основание 42 шейки 40 щетки относительно узлов пучков. После размещения материал 30 матрицы переформовывают вокруг по меньшей мере части объединенных узлов пучков и шейки путем впрыскивания материала в пространство между шейкой и объединенными узлами пучков. Материал 30 матрицы может содержать эластомерный материал. После отверждения материал матрицы по меньшей мере частично охватывает или заключает в оболочку объединенные узлы пучков и шейку вместе, образуя узел головки щетки.
[0075] В соответствии с вариантами осуществления, раскрытыми и предусмотренными в настоящем документе, следует понимать, что одна и та же пластина обработки или опорная пластина (101, 110) может использоваться для множества различных этапов изготовления, таких как формование, штамповка, тафтинг, скрепление, обрезка/регулировка щетинок и/или переформование. В других вариантах осуществления частично изготовленные компоненты могут быть перенесены с одной пластины обработки или опорной пластины на другую пластину обработки или опорную пластину. Кроме того, следует понимать, что каждый из этапов в способе 200 может выполняться при необходимости и/или может быть выполнен в порядке, отличном от показанного. Предпочтительно эти свойства обеспечивают гибкость во времени и месте для любого из этапов изготовления, а также обеспечивают возможность немедленного перехода от каждого этапа к следующему, если это необходимо.
[0076] Следует понимать, что все определения, как они определены и использованы в настоящем документе, контролируемы определениями словаря, определениями в документах, включенных посредством ссылки, и/или обычными значениями определенных терминов.
[0077] Указания на единственное число, используемые в настоящем документе в описании и в формуле изобретения, следует, если явно не указано иное, понимать как означающие «по меньшей мере один».
[0078] Выражение «и/или», используемое в настоящем документе в описании и в формуле изобретения, должно быть понято как означающее «один или оба» из элементов, соединенных таким образом, то есть элементов, которые конъюнктивно присутствуют в некоторых случаях и дизъюнктивно присутствует в других случаях. Несколько элементов, перечисленных с использованием термина «и/или», должны быть истолкованы одинаково, то есть «один или более» элементов, соединенных таким образом. При необходимости могут присутствовать другие элементы, отличные от элементов, специально обозначенных посредством термина «и/или», независимо от того, связаны они или не связаны с теми элементами, которые конкретно определены.
[0079] Используемый в настоящем документе в описании и формуле изобретения термин «или» следует понимать как имеющий то же значение, что и термин «и/или», как определено выше. Например, при разделении элементов в списке термины «или» или «и/или» должны быть интерпретированы как включающие, то есть описывающие включение по меньшей мере одного элемента, но также включение более чем одного элемента из числа или списка элементов, и, при необходимости, включение дополнительных неперечисленных элементов. Только те термины, что четко обозначены как противоположные, такие как «только один из» или «точно один из» или, при использовании в формуле изобретения, «состоящий из» будут относиться к включению ровно одного элемента из числа или списка элементов. В целом, используемый в настоящем документе термин «или» должен быть истолкован только как указывающий на исключающие альтернативы (то есть «один или другой, но не оба»), когда ему предшествуют термины исключительности, такие как «либо», «один из», «только один из» или «ровно один из».
[0080] Используемое в настоящем документе в описании и формуле изобретения выражение «по меньшей мере один» в отношении списка из одного или более элементов следует понимать как означающий по меньшей мере один элемент, выбранный из любого одного или более элементов из списка элементов, но не обязательно включающий по меньшей мере один из всех без исключения элементов, специально указанных в списке элементов, и не исключающий любые комбинации элементов из списка элементов. Это определение также допускает, что при необходимости могут присутствовать элементы, отличные от элементов, конкретно определенных в списке элементов, к которым относится выражение «по меньшей мере один», независимо от того, связаны они или не связаны с теми элементами, которые конкретно определены.
[0081] Следует также понимать, что, если явно не указано иное, в любых способах, заявленных в настоящем документе, которые включают в себя более одного этапа или действия, порядок этапов или действий способа не обязательно ограничен порядком, в котором изложены этапы или действия способа.
[0082] В формуле изобретения, а также в приведенном выше описании все переходные выражения, такие как «содержащий», «включающий», «несущий», «имеющий», «охватывающий», «относящийся», «удерживающий», «составленный из» и т.п., следует понимать как неисчерпывающие, то есть означающие «включающий, но не ограниченный ими». Только переходные выражения «состоящий из» и «состоящий по существу из» должны считаться закрытыми или полузакрытыми переходными выражениями, соответственно.
[0083] Хотя несколько вариантов реализации настоящего изобретения были описаны и проиллюстрированы в настоящем документе, специалисты в данной области техники способны легко предвидеть множество других средств и/или структур для выполнения функции и/или получения результатов и/или одного или более из описанных в настоящем документе преимуществ, причем каждое из таких изменений и/или модификаций можно полагать находящимся в пределах объема вариантов реализации изобретения, описанных в настоящем документе. В целом, специалисты в данной области техники легко поймут, что все параметры, размеры, материалы и конфигурации, описанные в настоящем документе, предназначены лишь для примера, и что фактические параметры, размеры, материалы и/или конфигурации будут зависеть от конкретного применения или применений, для которого используют настоящее изобретение. Специалисты в данной области техники распознают или смогут установить, используя не более чем обычные эксперименты, множество эквивалентов конкретных вариантов реализации изобретения, описанных в настоящем документе. Следовательно, следует понимать, что вышеизложенные варианты реализации представлены только в качестве примера и что в пределах объема прилагаемой формулы изобретения и ее эквивалентов варианты реализации изобретения могут быть реализованы на практике иначе, чем конкретно описано и заявлено. Варианты реализации настоящего изобретения в соответствии с настоящим изобретением направлены на каждую отдельную особенность, систему, изделие, материал, набор и/или способ, описанные в настоящем документе. Кроме того, любая комбинация двух или более таких признаков, систем, изделий, материалов, комплектов и/или способов, если такие признаки, системы, изделия, материалы, комплекты и/или способы не являются взаимно несовместимыми, включена в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ЩЕТКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2787861C2 |
| ШТАМПОВАННЫЕ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ ШТАМПОВАНИЕМ | 2018 |
|
RU2783791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2786984C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2769363C2 |
| УЗЕЛ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2781101C2 |
| УЗЕЛ ЧИСТЯЩЕЙ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2711868C2 |
| КОНСТРУКЦИИ ГОЛОВКИ ЗУБНОЙ ЩЕТКИ | 2016 |
|
RU2721512C2 |
| ГОЛОВКА ЗУБНОЙ ЩЕТКИ (ВАРИАНТЫ), А ТАКЖЕ ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА, СОДЕРЖАЩАЯ ТАКУЮ ГОЛОВКУ | 2004 |
|
RU2325870C2 |
| БЛОК ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717582C2 |
| ГОЛОВКА ЗУБНОЙ ЩЕТКИ | 2004 |
|
RU2359593C2 |
Группа изобретений относится к способу изготовления головки щетки и к головке щетки. Способ изготовления головки щетки включает этап, на котором происходит формование одного или более держателей пучков, имеющих по меньшей мере один удерживающий элемент. Каждый удерживающий элемент имеет проходящее через него отверстие. Способ также включает следующие этапы: размещение удерживающих элементов держателей пучков в отверстиях пластины обработки, загрузку множества удерживающих элементов в соответствующие углубления опорной пластины, выполнение вставки пучка щетинок в отверстие каждого удерживающего элемента, скрепление ближнего конца каждого пучка щетинок вместе по меньшей мере с участком ближней стороны каждого соответствующего удерживающего элемента с образованием части головки с соединенными ближними концами, которая закрепляет пучки щетинок и удерживающие элементы вместе в виде объединенных узлов пучков, размещение основания шейки относительно объединенных узлов пучков с использованием полости в опорной пластине и переформование материала матрицы в участке полости в опорной пластине, чтобы по меньшей мере частично охватить основание и множество объединенных узлов пучков. Технический результат заключается в повышении эффективности изготовления головок щеток с пучками щетинок без закрепления. 2 н. и 13 з.п. ф-лы, 15 ил.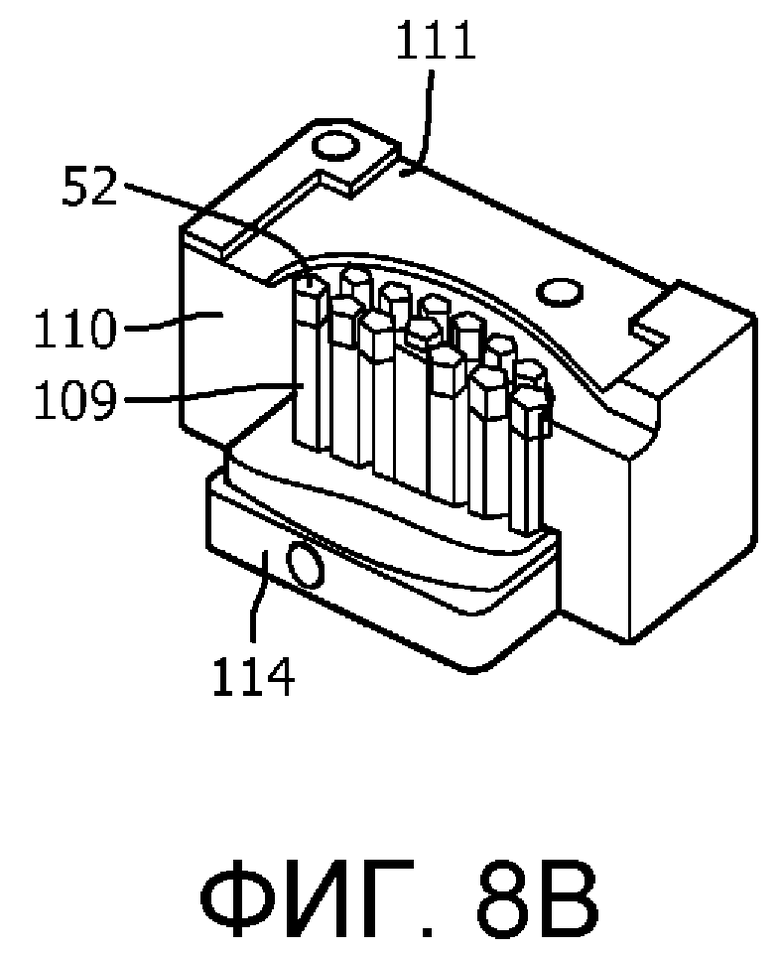
1. Способ (200) изготовления головки щетки (10), включающий следующие этапы:
формование (210) одного или более держателей (50) пучков, имеющих по меньшей мере один удерживающий элемент (52), причем каждый удерживающий элемент имеет проходящее через него отверстие (51);
размещение удерживающих элементов держателей пучков в отверстиях (103) пластины (101) обработки;
загрузку (230) множества удерживающих элементов в соответствующие углубления (109) опорной пластины (110);
выполнение вставки (240) пучка (21) щетинок в отверстие (51) каждого удерживающего элемента (52);
скрепление (260) ближнего конца (23) каждого пучка щетинок вместе по меньшей мере с участком ближней стороны (53) каждого соответствующего удерживающего элемента с образованием части (26) головки с соединенными ближними концами, которая закрепляет пучки щетинок и удерживающие элементы вместе в виде объединенных узлов (20) пучков;
размещение (280) основания (42) шейки (40) относительно объединенных узлов пучков с использованием полости (120) в опорной пластине и
переформование материала (30) матрицы в участке полости в опорной пластине, чтобы по меньшей мере частично охватить основание и множество объединенных узлов пучков.
2. Способ по п. 1, дополнительно включающий удаление (220, 270) избыточного материала (59) из одного или более держателей пучков, причем удаление включает удаление штамповочным инструментом (100).
3. Способ по п. 2, в котором один или более держателей пучков удаляют из пластины обработки в результате штамповки.
4. Способ по п. 1, в котором пучки щетинок и удерживающие элементы выполнены из одинакового или аналогичного материала, имеющего одинаковую или аналогичную точку плавления.
5. Способ по п. 1, в котором отверстия в удерживающих элементах имеют различающиеся формы, размеры или комбинацию, включающую по меньшей мере одно из вышеупомянутого.
6. Способ по п. 1, в котором скрепление включает использование лазера или подачу тепла для сплавления пучков щетинок и удерживающих элементов вместе с образованием частей головки с соединенными ближними концами.
7. Способ по п. 1, в котором избыточный материал содержит часть или все из пластины (54) держателей, образующего сеть соединения (55) или комбинации, включающей по меньшей мере одно из вышеупомянутого.
8. Способ по п. 1, в котором удерживающие элементы загружают в опорную пластину взаимно соединенными посредством пластины (54) держателей, образующего сеть соединения (55) или комбинации, включающей по меньшей мере одно из вышеупомянутого.
9. Головка щетки (10), содержащая:
шейку (40), имеющую основание (42);
множество объединенных узлов (20) пучков, каждый из которых содержит:
множество пучков (21) щетинок, каждый из которых содержит множество прядей (22) щетинок и имеет свободный конец (25) и ближний конец (23);
множество удерживающих элементов (52), каждый из которых имеет проходящее через него отверстие (51), выполненное с возможностью приема одного или более пучков щетинок, причем удерживающие элементы включены в держатель (50) пучков во время сборки и образованы по меньшей мере частично путем вставки удерживающих элементов в одно или более отверстий (103) пластины (101) обработки; и
множество частей (26) головки с ближними концами, каждая из которых образована путем скрепления по меньшей мере части ближнего конца каждого пучка щетинок с ближним концом (53) соответствующего удерживающего элемента; и
материал (30) матрицы, по меньшей мере частично охватывающий основание и удерживающие элементы объединенных узлов пучков.
10. Головка щетки по п. 9, в которой удерживающие элементы и пучки щетинок выполнены из одинакового или аналогичного материала.
11. Головка щетки по п. 9, в которой скрепление пучков щетинок с удерживающими элементами с образованием частей головки с ближними концами достигается путем использования лазера или подачи тепла.
12. Головка щетки по п. 9, в которой множество объединенных узлов пучков взаимно соединены в сети (55) держателей или пластине (54) держателей.
13. Головка щетки по п. 9, в которой материал матрицы является эластомерным материалом.
14. Головка щетки по п. 9 в которой отверстия в удерживающих элементах имеют различающиеся формы, размеры или комбинацию, включающую по меньшей мере одно из вышеупомянутого.
15. Головка щетки по п. 9 в которой удерживающие элементы имеют различающиеся формы, размеры или комбинацию, включающую по меньшей мере одно из вышеупомянутого.
| WO 2016181291 A1, 17.11.2016 | |||
| WO 2016105357 A1, 30.06.2016 | |||
| Устройство для отображения информации на экране электронно-лучевой трубки | 1988 |
|
SU1603429A1 |
| WO 2017009354 A1, 19.01.2017 | |||
| ЗУБНАЯ ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ (ВАРИАНТЫ) | 2008 |
|
RU2502454C2 |

