Настоящее изобретение относится к устройству для изготовления щеток, которое содержит пресс-форму для литья под давлением корпусов щеток, имеющих пучки щетинок, вплавленные в литьевую массу, и к способу извлечения отдельных пучков щетинок из пачки щетинок, находящейся в контейнере для щетинок.
В устройстве для изготовления щеток, предназначенном для изготовления зубных щеток, которое раскрыто в Европейском патенте EP 0463217 A1, корпуса зубных щеток получают путем литья под давлением в пресс-форме, состоящей из трех частей пресс-формы, причем одна из частей пресс-формы является неподвижной, вторая часть пресс-формы может смещаться в направлении первой части пресс-формы и от нее, чтобы открывать и закрывать формообразующую полость, а третья часть пресс-формы входит в выемку первой или второй части пресс-формы, чтобы обеспечить образование полной ограничивающей поверхности второй части пресс-формы в зоне головки щетки. Пара третьих деталей пресс-формы установлена на концах двухзахватного держателя, который совершает комбинированное поворотное и возвратно- поступательное движение, чтобы переместить одну из частей формы в положение, в котором она входит в выемку второй части формы, в то время как часть пресс-формы, размещенная на конце другой руки держателя, находится спереди от устройства подачи пучков, и наоборот. Устройство для подачи пучков подает множество прядей одиночных нитей волокон в отверстия для вставки пучков, расположенных в части пресс-формы в том порядке, который соответствует желаемому порядку расположения пучков в щетке, подлежащей изготовлению. Пряди нитей волокон подают вперед в отверстия для вставки пучков, так что их концы выступают в формообразующую полость, частично ограниченную частью пресс-формы. После этого концы волокон подвергают нагреву, чтобы образовать отдельные выпуклости (утолщения) на внутреннем конце каждого пучка волокон, так что пучки будут прочно закреплены в формуемом материале (литьевой массе), обтекающем участки выпуклости. После этого пряди нитей волокон обрезают, и часть пресс-формы с пучками волокон, или щетинок, перемещают к пресс-форме, откуда одновременно выталкивают готовую зубную щетку. Таким образом, в процессе литья под давлением зубной щетки осуществляется подготовка к изготовлению следующей зубной щетки путем вставки пучков щетинок в одну из двух частей пресс-формы, имеющих отверстия для вставки пучков.
Данное устройство для изготовления щеток по Европейскому патенту EP 0463217 A1 является наиболее близким аналогом устройства согласно изобретению.
После завершения процесса литья под давлением щетки, требуются дополнительные финишные (отделочные) операции для округления и полирования концов щетинок и, в завершение, для придания щетинкам желаемого профиля или формы.
Извлечение отдельных пучков щетинок из пачки, в которой щетинки удерживаются в параллельном положении и сжатом состоянии, представляет собой сложную операцию. Когда трубки подают их передними концами вперед к предварительно обработанным концам щетинок в пачке, некоторые из щетинок могут легко проникнуть в канал, образуемый соответствующей трубкой, но другие щетинки будут упираться в край трубки и изгибаться, препятствуя дальнейшему проникновению трубки в пачку. Были предложены различные способы решения этой проблемы, цель которых заключалась в том, чтобы способствовать проникновению извлекающих трубок в пачку щетинок. В патенте ФРГ DE 4027288 A1 показаны трубки для извлечения пучков, которые имеют узкую шейку на своем переднем конце или более широкий внутренний канал. Этот способ может быть более или менее успешным, но он не имеет достаточной надежности для того, чтобы его можно было использовать с пресс-формой, отверстия которой, предназначенные для вставки пучков, должны быть заполнены пучками щетинок, чтобы предотвратить вытекание литьевой массы из формообразующей полости.
При другом традиционном способе изготовления зубных щеток, который раскрыт в Европейском патенте EP 0567672 A1, используют трубки для извлечения пучков, имеющие скошенный передний конец. Из извлекающих трубок пучки щетинок поступают к зажимному приспособлению, которое имеет отверстия для приема пучков и зажимное устройство для надежного зажима пучков щетинок в отверстиях. Зажимное приспособление может представлять собой часть одного из ограничивающих полость элементов пресс-формы для литья под давлением, так что в процессе выполнения литья под давлением пластмассу вводят под давлением вокруг концов щетинок, выступающих в формообразующую полость.
Согласно еще одному способу показано, что проникновению в извлекающие трубки способствует вибрирующая или колеблющаяся пластина, которая входит в контакт с задними концами волокон щетинок, чтобы сместить их в направлении, параллельном их длине (патент США N 5165759). Данный способ по патенту США N 5165759 является наиболее близким аналогом способа согласно изобретению.
Однако этот способ, хотя так же и является более или менее успешным, но не имеет достаточной надежности для того, чтобы его можно было использовать с пресс-формой, отверстия которой, предназначенные для вставки пучков, должны быть заполнены пучками щетинок, чтобы предотвратить вытекание литьевой массы из формообразующей полости.
В основу изобретения положена задача создания устройства для изготовления щеток, позволяющего надежным образом осуществлять операцию извлечения пучков, а также задача создания надежного способа извлечения пучков щетинок, который можно было использовать с пресс-формой.
Данная задача согласно одному аспекту изобретения достигается посредством устройства для изготовления щеток, содержащего пресс-форму для литья под давлением корпусов щеток, имеющих заделанные в литьевую массу пучки щетинок, состоящую по меньшей мере из двух выполненных с возможностью смещения друг относительно друга частей пресс-формы, ограничивающих формообразующую полость, одна из частей пресс-формы имеет участок, ограничивающий полость поверхности с отверстиями для вставки пучков, расположенными на нем в порядке, соответствующем желаемому порядку расположения пучков в изготавливаемой щетке, и устройство для подачи пучков, предназначенное для введения пучков щетинок в отверстия с выступанием щетинок в полость, в котором, согласно изобретению, устройство для подачи пучков содержит контейнер для щетинок, содержащий предварительно обработанные щетинки, упакованные параллельно друг другу и множество трубок, предназначенных для извлечения и перемещения пучков и расположенных в порядке, соответствующем по меньшей мере части порядка расположения отверстий, причем трубки, предназначенные для извлечения и перемещения пучков, выполнены с возможностью смещения для извлечения пучков щетинок из контейнера для щетинок и каждая из трубок, предназначенных для извлечения и перемещения пучков, связана с плунжерным элементом, предназначенным для введения его в соответствующую трубку с выталкиванием пучка щетинок, содержащегося в ней, при этом трубки выполнены с возможностью их удержания в держателе, предусмотрено средство для смещения держателя в положение перед контейнером для щетинок и для подачи трубок вперед до проникновения их передних концов в контейнер для щетинок только на часть длины щетинок, имеются пластина, выполненная с возможностью совершения колебательного перемещения в направлении, поперечном к длине щетинок для ее вхождения за счет трения в контакт с концами щетинок, удаленными от трубок, имеется заменяющая совершающую колебательное движение пластину противодействующая пластина, имеющая гладкую выравнивающую поверхность, и предусмотрено средство для подачи трубок вперед с конечным ходом к противодействующей пластине.
Предпочтительно, чтобы держатель был выполнен с возможностью обеспечения независимого осевого смещения трубок при их проникновении в контейнер для щетинок и оснащен разжимаемым зажимным средством для зажима трубок в фиксированных положениях относительно держателя при транспортировке пучков к пресс- форме, и было предусмотрено приводное средство для подачи трубок в контейнер для щетинок путем множества последовательных начальных ходов для многократной подачи каждой трубки вперед, с проникновением ее переднего конца в контейнер для щетинок только на часть длины щетинки до захвата пучка щетинок трубкой.
Целесообразно, чтобы приводное средство содержало возвратно-поступательно перемещающийся толкающий элемент, входящий в контакт с задними концами трубок.
Желательно, чтобы были предусмотрены по меньшей мере два контейнера для щетинок с различными типами щетинок, содержащихся в них, а трубки были размещены с возможностью их выборочной подачи вперед для проникновения по меньшей мере первого комплекта трубок в один из контейнеров для щетинок и по меньшей мере второго комплекта трубок в другой из контейнеров для щетинок.
Возможно, чтобы каждый из первого и второго комплектов трубок был связан с толкающим элементом, которому придана форма, обеспечивающая возможность его вхождения в контакт только с задними концами трубок связанного с ним комплекта.
Полезно, чтобы контейнер для щетинок имел открытую переднюю сторону, а держатель содержал закрывающую пластину, выполненную со сквозными отверстиями для направления скольжения трубок, причем закрывающая пластина была выполнена с возможностью ее смещения к открытой передней стороне до упора в нее.
Предпочтительно, чтобы держатель был выполнен с возможностью его смещения в положение перед одной частью пресс-формы для непосредственного перемещения извлеченных пучков щетинок в отверстия для их вставки.
Целесообразно, чтобы держатель был выполнен с возможностью его смещения в положение перед пластиной, предназначенной для сбора пучков и имеющей множество групп отверстий для размещения пучков, для перемещения извлеченных пучков щетинок в одну из групп отверстий для размещения пучков, причем пластина, предназначенная для сбора пучков, была выполнена с возможностью ее смещения в положение перед одной частью пресс-формы для перемещения пучков щетинок из отверстий для размещения щетинок в отверстия для вставки.
Желательно, чтобы порядок расположения отверстий для вставки пучков содержал отверстия различного размера и/или формы.
Возможно, чтобы по меньшей мере два из отверстий для вставки пучков сливались в общее выходное отверстие для пучка.
Полезно, чтобы контейнер для щетинок включал гибкую ленту, охватывающую пачку щетинок.
Предпочтительно, чтобы гибкая лента образовывала по существу U-образную петлю, выполненную с возможностью введения в ее открытую сторону подвижного прижимного элемента для удержания щетинок по меньшей мере по существу под постоянным давлением.
Целесообразно, чтобы имелись комбинированное устройство для обработки щетинок и пополнения контейнера для щетинок, включающее поворотный устанавливающийся при повороте в заданное положение диск, имеющий вдоль своей периферии множество расположенных на расстоянии друг от друга гнезд для размещения щетинок, устройство подачи необработанных волокон в первом положении вокруг диска, предназначенное для подачи пачки необработанных волокон в каждое из гнезд по меньшей мере одно устройство обработки волокон во втором положении, удаленном от первого положения на расстояние вдоль периферии диска, и устройство сбора обработанных щетинок в третьем положении, удаленном на расстояние от первого и второго положений вдоль периферии диска, причем устройство для сбора выполнено с возможностью извлечения обработанных щетинок из гнезд и их подачи к открытой стороне контейнера для щетинок и внутрь контейнера.
Желательно, чтобы имелось устройство для контроля за заполнением каждого отверстия пучком щетинок до начала выполнения операции литья под давлением.
Данная задача согласно другому аспекту изобретения достигается посредством способа извлечения пучков щетинок для щетки из пачки щетинок, находящейся в контейнере для щетинок, в котором щетинки удерживаются в сжатом состоянии и параллельно друг другу, заключающегося в извлечении отдельных пучков щетинок с помощью множества трубок для извлечения щетинок, причем трубки подают вперед с вхождением их передних концов в пачку, в котором, согласно изобретению, сначала трубки подают их передними концами в пачку щетинок только на малую часть длины щетинки, в то время как концы щетинок, обращенные в сторону от трубок за счет трения вводят в контакт с пластиной, совершающей колебательное движение в направлении, поперечном к длине щетинок, затем совершающую колебательное движение пластину заменяют на противодействующую пластину, которую ее гладкой выравнивающей поверхностью подают к задним концам щетинок, после чего трубки полностью подают в пачку щетинок с последним ходом к противодействующей пластине.
Предпочтительно, чтобы проникновению щетинок в трубки способствовало комбинированное колебательное и постукивающее движение совершающей колебательное движение пластины.
В соответствии с одним конкретным вариантом осуществления изобретения трубки, предназначенные для извлечения и перемещения пучков, удерживаются в держателе, обеспечивающем возможность независимого осевого смещения трубок после их проникновения внутрь контейнера для щетинок. Держатель оснащен разжимаемым зажимным средством, предназначенным для зажима трубок в фиксированных положениях в процессе перемещения пучков в пресс-формы. Таким образом, на начальной стадии проникновения трубок в пачку волокон щетинок каждая трубка может свободно проходить вперед в пачку независимо от всех остальных трубок, и вдавливание разных трубок в пачку происходит неодновременно. Некоторые из трубок могли проникнуть в пачку на исходное расстояние, в то время как проникновению других трубок могло воспрепятствовать то, что они уперлись своим передним краем в концы волокон щетинок. Дальнейшее усовершенствование обеспечивается за счет того, что подача трубок в пачку осуществляется путем выполнения множества последовательных начальных ходов, тем самым выполняется неоднократная подача каждой трубки вперед, так что передний край трубки проникает в контейнер для щетинок только на часть длины щетинки до тех пор, пока трубка не охватила пучок щетинок, и затем добавочный, или последний, ход для подачи трубок вперед, дальше в контейнер для щетинок, выполняется только тогда, когда каждая из трубок охватила пучок щетинок. После этого приводится в действие зажимное средство, и осуществляется фиксация трубок в заданном положении для перемещения пучков к пресс- форме.
Проникновению трубок в пачку волокон щетинок способствует то, что задние концы волокон за счет трения входят в контакт с пластиной, которая выполняет колебательное движение в направлении, поперечном к длине щетинок. Возвратно-поступательно перемещающийся толкатель, входящий в контакт с задними концами трубок, предпочтительно обеспечивает выполнение последовательных ходов трубок. Конфигурация толкателя может быть такой, чтобы он входил в контакт одновременно только с заданными трубками, а с оставшимися трубками после этого входит в контакт другой толкатель, чтобы подать трубки в другой контейнер для щетинок, содержащий щетинки другого типа, например щетинки другого цвета.
Выполнению операции извлечения пучков в значительной степени способствует использование определенного типа контейнера для щетинок, разработанного в соответствии с настоящим изобретением. Контейнер для щетинок имеет гибкую ленту, охватывающую пачку щетинок. Предпочтительно гибкая лента образует по существу U-образную петлю, с открытой стороны которой вставлен подвижный прижимной элемент, чтобы удерживать щетинки под постоянным давлением. После извлечения каждого комплекта пучков из контейнера прижимной элемент вдавливают дальше в контейнер, чтобы компенсировать уменьшившийся объем пачки. Гибкая лента обеспечивает возможность небольшого смещения пачки во всех направлениях поперек длины волокон в ответ на усилия, возникающие при проникновении извлекающих трубок.
Когда произошло уменьшение объема пачки волокон в контейнере до заранее определенной величины, необходимо снова наполнить контейнер. Пополнение контейнера можно выполнять непрерывно или, предпочтительно, в комбинированном устройстве, предназначенном для обработки щетинок и для повторного заполнения контейнера щетинками, которое предусмотрено согласно настоящему изобретению. Это устройство включает поворотный индексируемый (устанавливающийся при повороте в заданную позицию) диск с множеством расположенных на некотором расстоянии друг от друга гнезд для размещения щетинок по его периферии. Устройство подачи необработанных волокон размещено в первом заданном положении вокруг диска и предназначено для подачи пачки необработанных волокон в каждое из гнезд. В различных местах, находящихся на некотором расстоянии друг от друга вдоль периферии диска, предусмотрено по меньшей мере одно устройство обработки волокон, например устройство шлифования для округления одного конца волокон, и устройство полирования. Устройство сбора обработанных щетинок извлекает щетинки из гнезд и подает их к открытой стороне контейнера для щетинок и в контейнер.
При реализации способа извлечения пучков согласно настоящему изобретению сначала осуществляют подачу множества труб для извлечения пучков их передними концами в пачку щетинок, причем эту подачу выполняют только на небольшую часть длины щетинок, и при этом концы щетинок, обращенные в сторону от трубок, за счет трения введены в контакт с пластиной, совершающей колебательное движение в направлении, поперечном к длине щетинок. В предпочтительном варианте осуществления изобретения после этого начального хода извлекающие трубки останавливают, а пластина продолжает совершать колебательное движение, чтобы способствовать выравниванию передних концов щетинок внутри отверстий на передних концах извлекающих трубок. Некоторые из щетинок будут упираться в передний край извлекающей трубки и изгибаться. Вследствие продолжающихся колебаний в течение короткого периода времени, например, от 0.5 до 5 секунд, большинство этих щетинок окажутся в выровненном положении внутри или снаружи отверстия в извлекающей трубке. Чтобы обеспечить надлежащее выравнивание всех щетинок, совершающая колебательное движение пластина теперь выполняет комбинированное колебательное движение в поперечном направлении и постукивающее (tapping) движение в продольном направлении, тем самым одновременно происходит колебательное движение щетинок и выталкивание их вперед, чтобы отклонить их краями извлекающих трубок в сторону от этих краев. Если в края извлекающих трубок больше не упираются никакие щетинки, колебания и постукивающее движение пластины прекращаются, и эту пластину заменяют на противодействующую пластину (reaction plate), имеющую гладкую поверхность для выравнивания задних концов щетинок. В данный момент извлекающие трубки полностью поданы в пачку щетинок за счет конечного хода, и их вытягивают из пачки для завершения операции извлечения пучков.
Дополнительные признаки и преимущества изобретения раскрыты в нижеследующем описании, приведенном со ссылкой на чертежи, на которых:
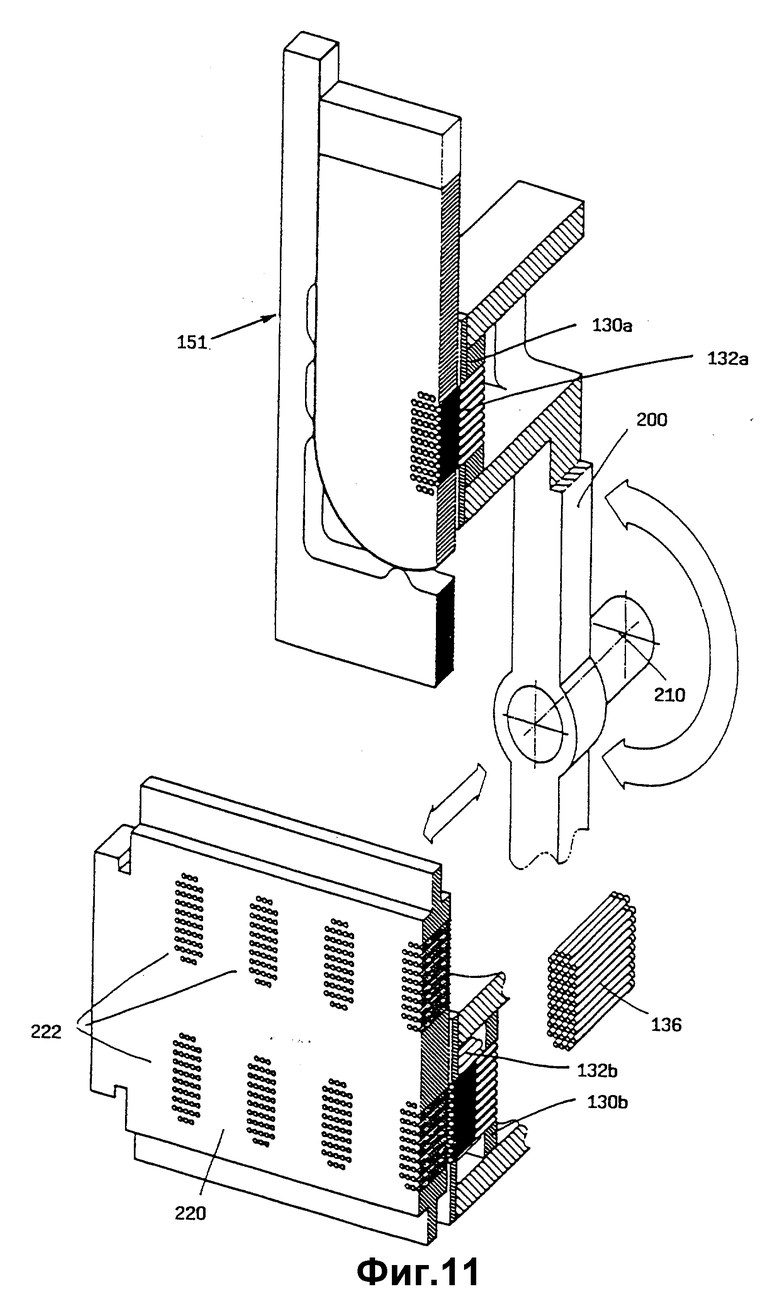
на фиг. 1 показано схематичное изображение в изометрии пресс-формы с устройством для подачи пучков;
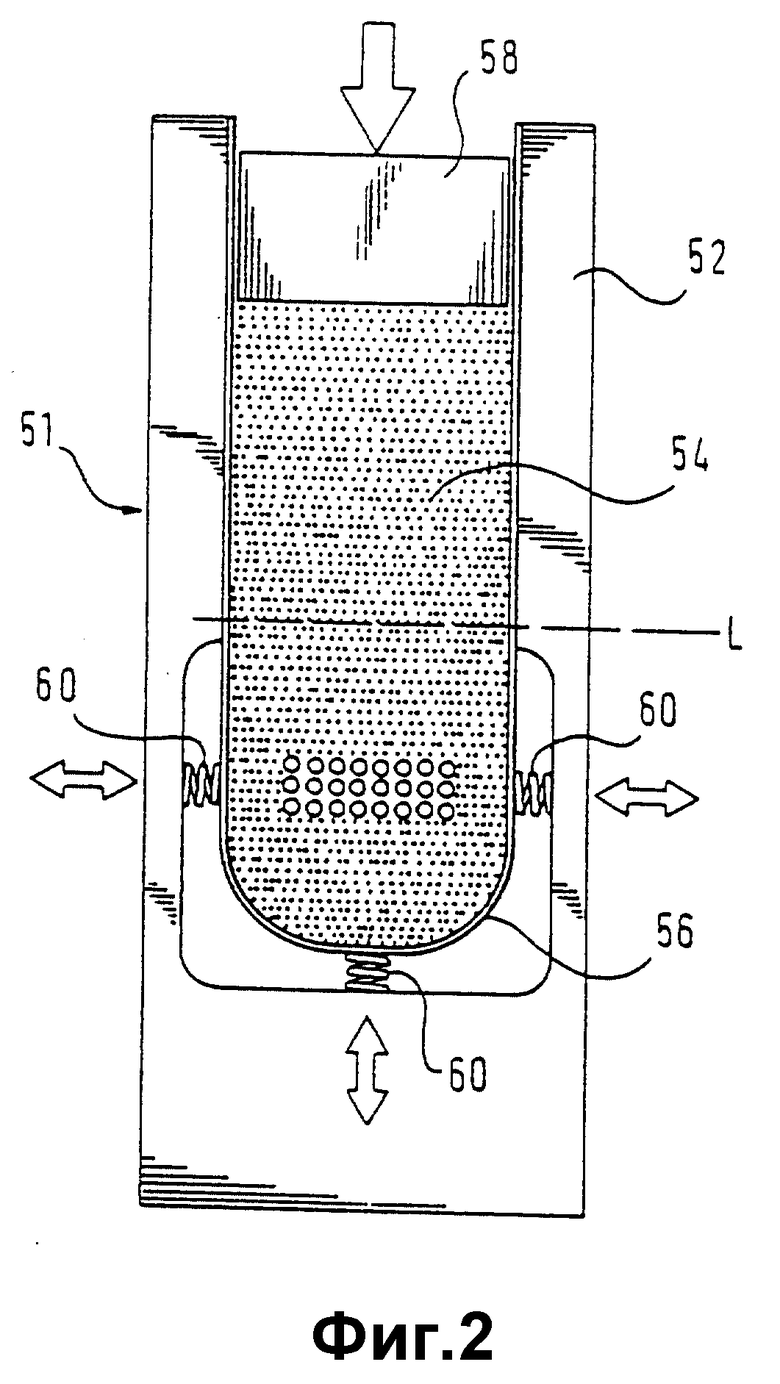
на фиг. 2 - схематичный вид сбоку контейнера для щетинок;
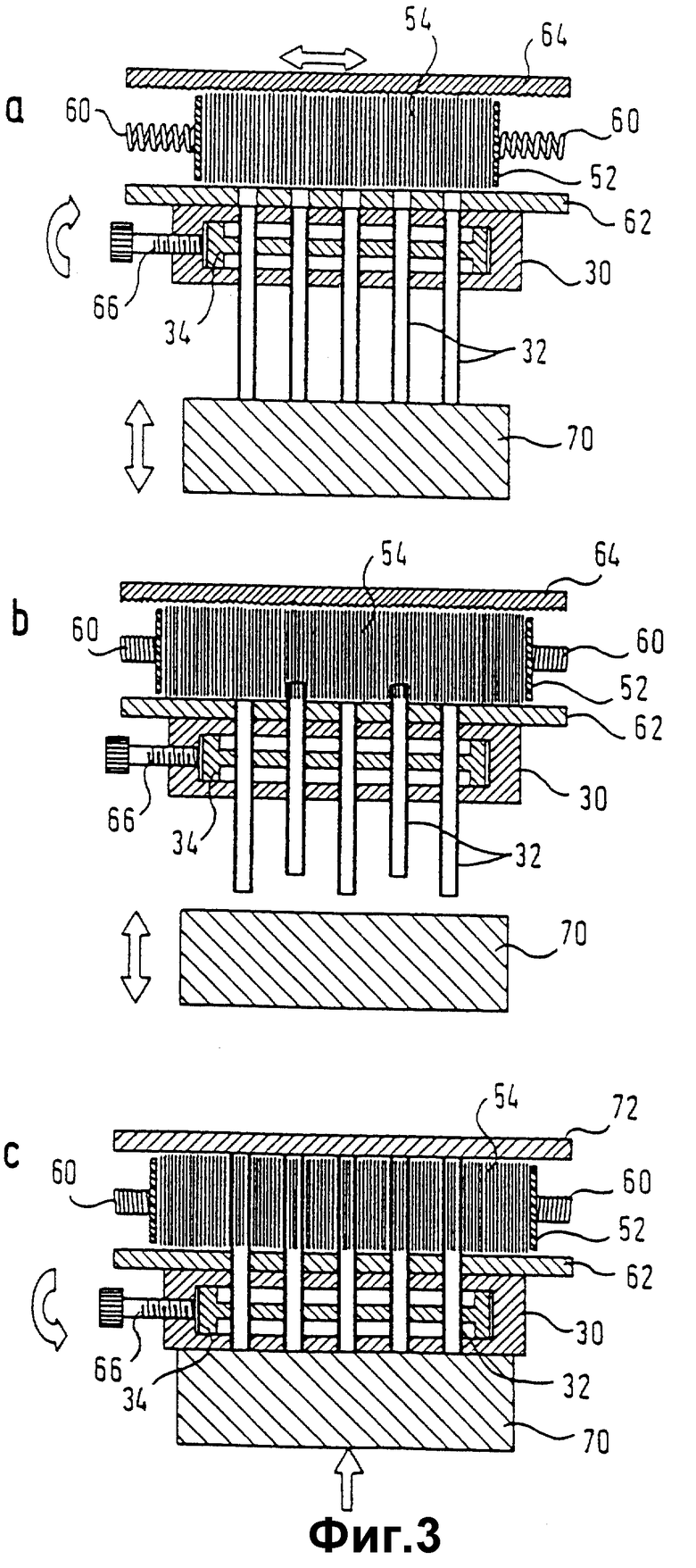
на фиг. 3A, B и C - различные стадии проникновения извлекающей трубки в контейнер для щетинок;
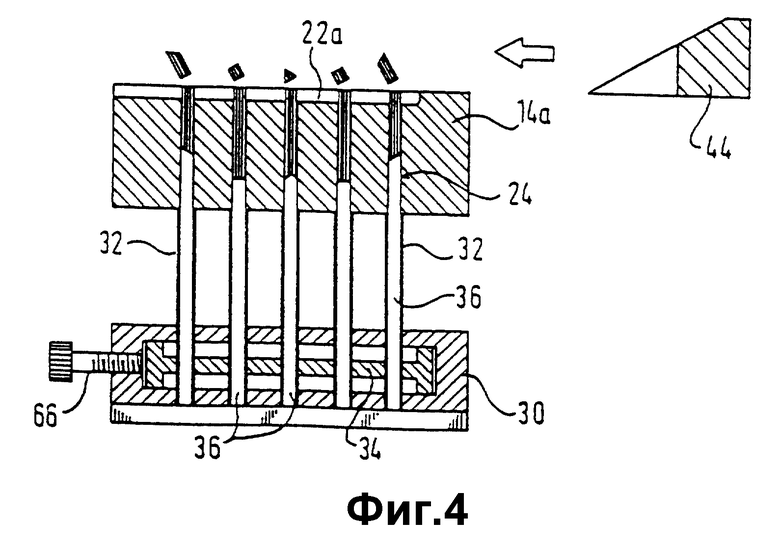
на фиг. 4 - часть пресс-формы с вставленными в нее пучками щетинок;
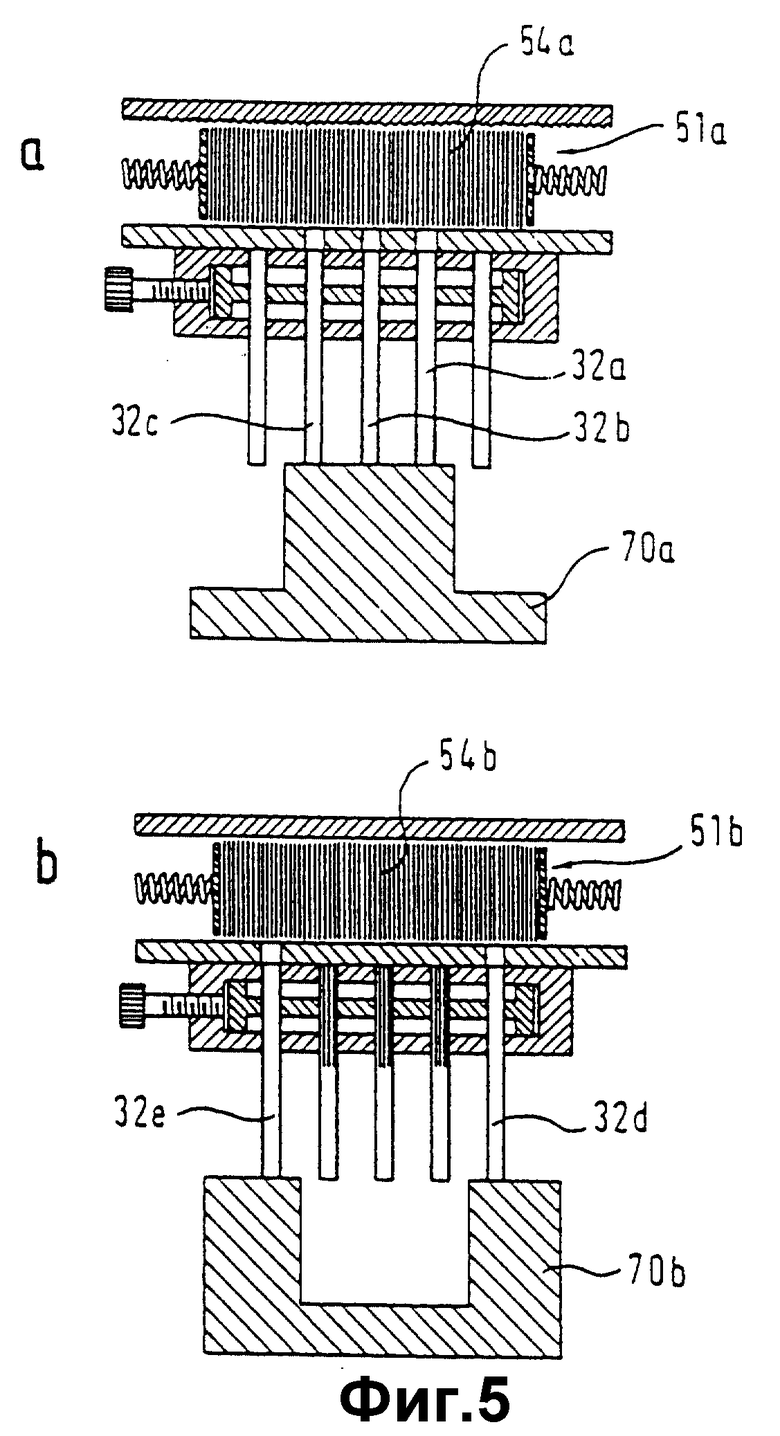
на фиг. 5A и B - альтернативные варианты осуществления устройств для извлечения пучков;
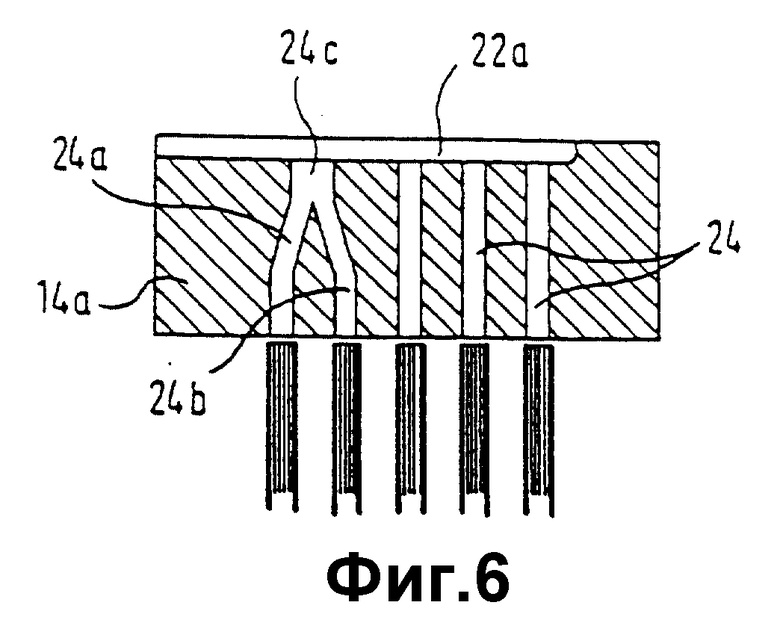
на фиг. 6 - альтернативный вариант осуществления части пресс-формы с отверстиями для вставки пучков;
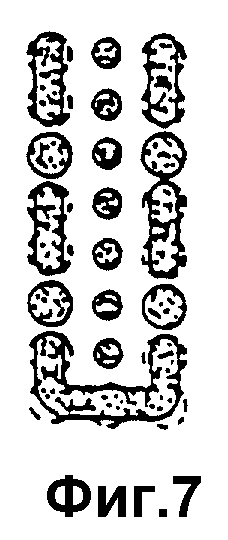
на фиг. 7 - пример конфигурации расположения пучков, которую можно получить;
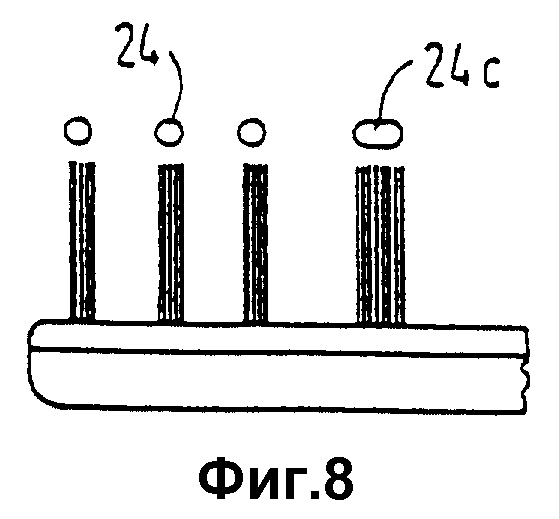
на фиг. 8 - вид сбоку головки зубной щетки с пучками щетинок, заделанными в головку;
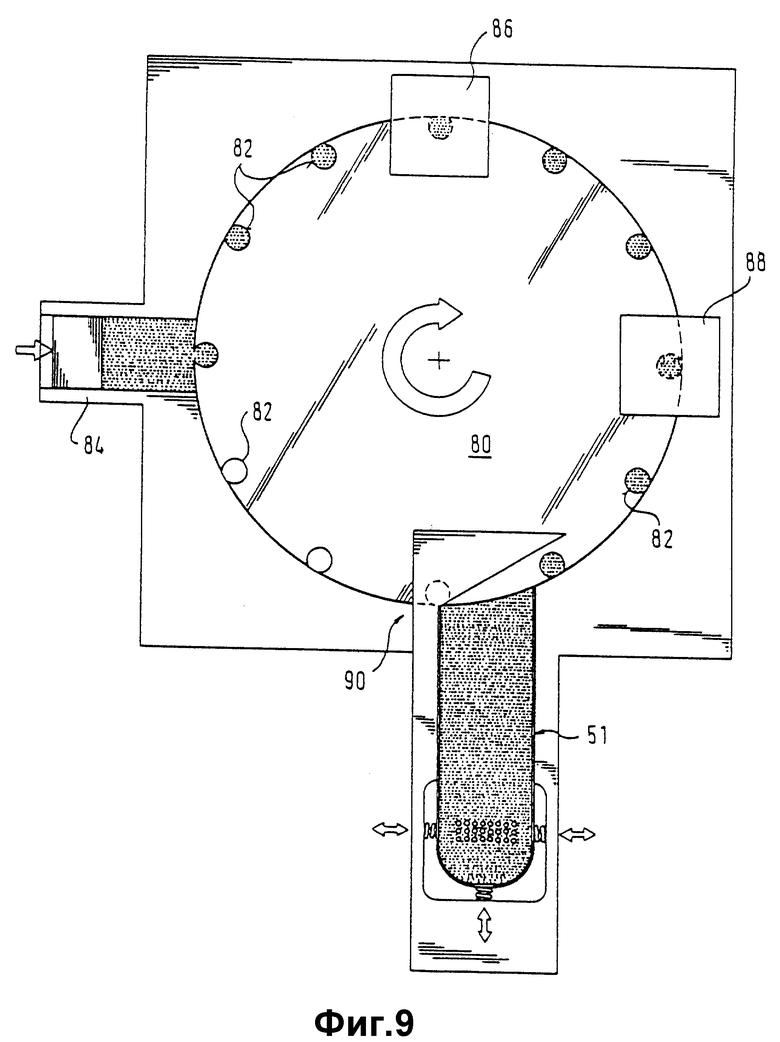
на фиг. 9 - схематический вид сбоку комбинированной установки для обработки щетинок и для пополнения контейнера для щетинок;
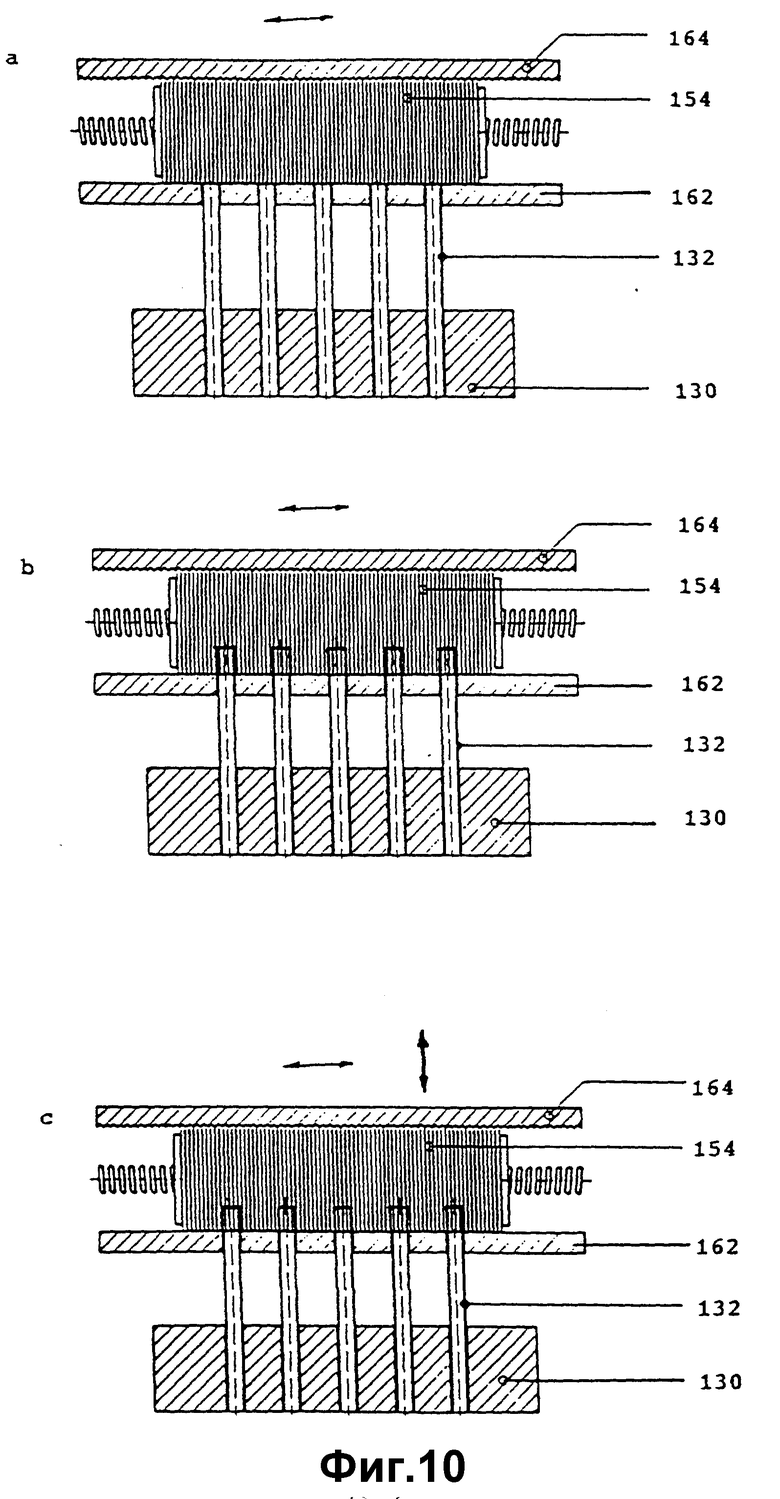
на фиг. 10A-10E - различные стадии проникновения извлекающей трубки в контейнер для щетинок в соответствии с еще одним вариантом осуществления изобретения; и
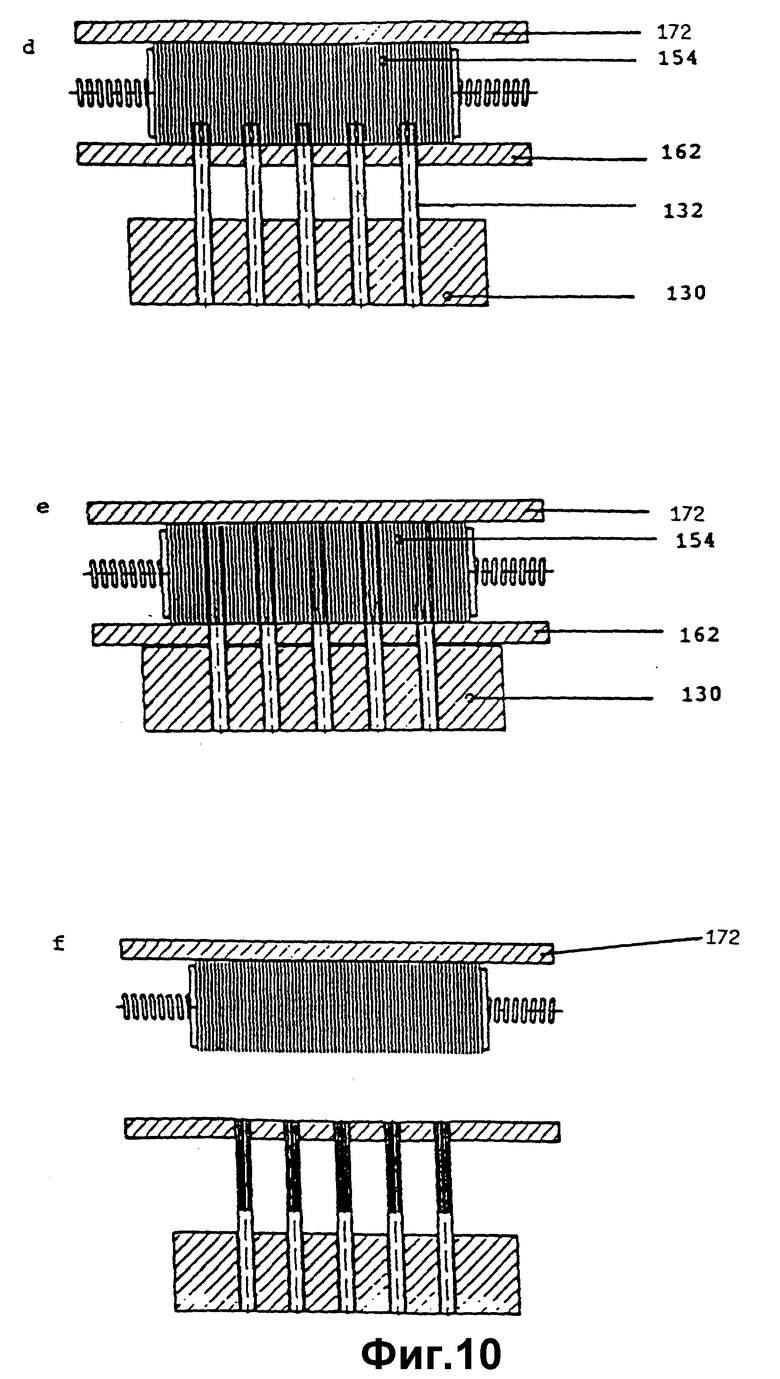
на фиг. 11 - схематичное изображение в изометрии предпочтительного варианта осуществления устройства для извлечения пучков.
На фиг. 1 чертежей показаны основные компоненты устройства для изготовления щеток, предназначенного для изготовления зубных щеток. Одним из этих компонентов является пресс-форма, состоящая из первой неподвижной части 10 пресс-формы, второй подвижной части 12 пресс-формы и пары дополняющих частей 14a, 14b пресс-формы, вставляемых в выемку 16 первой или второй части 12 пресс-формы. Дополняющие части 14a, 14b пресс-формы присоединены к концам двухзахватного держателя 18, который установлен с возможностью поворотного и возвратно-поступательного смещения на оси 20 вдоль нее. Части 10, 12 и 14a (или 14b) пресс-формы ограничивают (образуют) формообразующую полость 22, имеющую форму корпуса зубной щетки, подлежащего изготовлению путем литья под давлением в пресс-форме. Дополняющие части 14a, 14b пресс-формы имеют поверхность, которая ограничивает полость и соответствует головке зубной щетки и, в частности, стороне головки, от которой после завершения процесса литья под давлением выступают щетинки. Таким образом, части 14a, 14b пресс-формы выполнены с множеством отверстий 24 для вставления пучков, причем эти отверстия проходят сквозь указанные части пресс-формы и выходят в часть 22a полости, образованную в указанных частях пресс-формы. Как можно видеть на фиг. 1, любую одну из дополняющих частей 14a, 14b пресс-формы можно сместить в положение, при котором она входит в выемку 16 части 12 пресс-формы, при этом другая дополняющая часть пресс-формы находится в положении, в котором она готова принять комплект пучков волокон для образования щетинок зубной щетки.
Подача требуемых комплектов пучков к дополняющим частям 14a, 14b пресс-формы осуществляется устройством для подачи пучков, которое также схематично показано на фиг. 1. Устройство для подачи пучков содержит подвижную транспортирующую (несущую) кассету 30, в которой закреплен комплект трубок 32 для извлечения и перемещения пучков. Трубки 32 удерживаются в транспортирующей кассете 30 так, чтобы обеспечить возможность их относительных смещений в осевых направлениях трубок, но предусмотрен зажимной механизм с зажимной пластиной 34, чтобы зажимать трубки 32 в фиксированных положениях относительно транспортирующей кассеты 30. Схема расположения трубок 32, предназначенных для извлечения и перемещения пучков, в транспортирующей кассете 30 соответствует сетке отверстий 24 для вставки пучков в частях 14a, 14b пресс-формы. Схема расположения комплекта плунжерных элементов 36 также аналогична сетке отверстий 24, и указанный комплект связан с трубками 32, так что плунжерные элементы 36 могут проходить во внутренние каналы, образованные в трубках 32, и выталкивать вперед пучки щетинок, содержащиеся в них.
Нагревательное устройство 40, например воздуходувка горячего дутья, предназначено для того, чтобы подавать струю горячего воздуха к концам волокон из пучков, вставленных через отверстия 24 и выступающих в часть 22a полости. Нагрев концов волокон выполняют для того, чтобы частично расплавить материал волокон для образования отдельных выпуклостей (утолщений) или, в конце концов, более или менее непрерывной (сплошной) основы из волокнистого материала, которая будет заделана в литьевую массу в процессе выполнения операции литья под давлением.
Как видно также на фиг. 1, в качестве необязательного конструктивного элемента предусмотрена подвижная пластина 42, которая применяется как упор для пучков волокон, выталкиваемых через отверстия 24 с помощью плунжерных элементов 36. Пластине 42 может быть придана такая форма, которая обеспечивает желательный профиль пучков щетинок, выступающих из готовой зубной щетки. Если волокна, выступающие в формообразующую полость, имеют какую-либо избыточную длину, они могут быть подрезаны режущим инструментом 44.
Имеется оптическое контрольное устройство 50, такое, как видеокамера, которое предназначено для контроля отверстий 24 в процессе вставки пучков волокон в отверстия 24 или после указанной вставки. Если какие-либо из пучков отсутствуют, предпринимается соответствующее корректирующее действие. Несмотря на то, что показано оптическое контрольное устройство 50, можно использовать любую другую систему автоматического обнаружения, например, устройство для тактильного обнаружения.
В устройстве для подачи пучков используется контейнер для щетинок, имеющий особую конструкцию. Контейнер для щетинок показан на фиг. 2. Как видно на фиг. 2, контейнер 51 содержит по существу U-образную раму 52, вертикальные стойки которой ограничивают по существу прямоугольное пространство для приема пачки параллельных предварительно обработанных щетинок (или волокон) 54. Гибкая лента 56 охватывает пачку щетинок 54. Верхние концы гибкой ленты 56 удерживаются на внутренних сторонах вертикальных стоек рамы 52. Гибкая лента 56 также имеет по существу U- образную форму с открытым верхним концом, который закрыт прижимным блоком 58. Прижимной блок 58 удерживает щетинки 54 по существу под постоянным давлением. Когда происходит извлечение пучков щетинок из пачки, прижимной блок 58 опускается для компенсации уменьшения объема пачки. Гибкая лента 56 обеспечивает возможность ограниченного бокового смещения пачки щетинок 54 в ее нижней части. Нижняя часть гибкой ленты 56 имеет дополнительную опору в виде трех упругих опорных элементов 60, таких, как пружины сжатия, установленные между наружной поверхностью ленты 56 и участком стенки рамы 52, в котором имеется выемка.
На фиг. 3A, B и C контейнер для щетинок показан в рабочем положении рядом с транспортирующей кассетой 30, имеющей трубки 32 для извлечения и транспортировки пучков. Пластина 62, выполненная со сквозными отверстиями, которые соосны с трубками 32, расположена между транспортирующей кассетой 30 и пачкой щетинок 54. Со стороны, противоположной пластине 62, задние концы щетинок 54 за счет трения входят в контакт с совершающей колебательное движение пластиной 64, колебательное движение которой параллельно плоскости пластины.
Транспортирующая кассета 30 содержит размещенные на расстоянии друг от друга переднюю и заднюю стенки с соосными отверстиями, в которые входят трубки 32 с возможностью скольжения. В пространстве, образованном между передней и задней стенками транспортирующей кассеты 30, размещена зажимная пластина 34. Зажимная пластина 34 аналогичным образом выполнена с отверстиями, через которые проходят трубки 32. Обычно трубки 32 могут свободно скользить в транспортирующей кассете 30 в направлении своей длины. Однако когда боковое усилие, которое может создаваться за счет поворота зажимного винта 66, действует на зажимной элемент 34, происходит зажим трубок 32 и их фиксация в заданном положении относительно транспортирующей кассеты 30.
Как видно также на фиг. 3A, B и C предусмотрен толкающий блок 70. Толкающий блок 70 входит в контакт с задними концами трубок 32 и выполняет неоднократные (повторяющиеся) возвратно-поступательные толкающие ходы, чтобы подать передние концы трубок 32 немного вперед для небольшого проникновения в пачку щетинок 54. На начальной стадии процесса извлечения пучков толкающий блок 70 неоднократно толкает передние концы трубок 32, перемещая их на короткое расстояние порядка 1 или 2 мм в пачку щетинок 54. Некоторые из трубок 32 сразу смогут охватить пучок щетинок, прошедших во внутренний канал трубки, и при этом окружающие щетинки будут раздвинуты передним краем трубки. Когда толкающий блок 70 отходит назад от задних концов трубок 32, те трубки, в которые вошли пучки щетинок 54, останутся своими передними концами в пачке, а остальные трубки вернутся в свое исходное положение, поскольку они не смогли пройти в пачку из-за того, что передние концы щетинок уперлись в них. Как легко можно понять, такое возвратное смещение трубок 32 возможно, поскольку трубки могут свободно смещаться в отверстиях транспортирующей кассеты 30 независимо друг от друга. Чтобы способствовать проникновению трубок 32 в пачку щетинок 54, пластина 64 совершает колебательное движение, так что щетинки немного смещаются в пачке 54 в направлении, поперечном к их длине.
На фиг. 3B показана начальная стадия процесса извлечения пучков, когда две из трубок 32 уже вошли в пачку щетинок 54, охватив соответствующие пучки щетинок, а три другие трубки 32 не вошли в пачку щетинок и вернулись в свои исходные положения. Тем не менее после ограниченного числа толкающих ходов толкающего блока 70 все трубки 32 проникнут на некоторое расстояние в пачку щетинок 54. В этот момент толкающий блок 70 выполняет последний дополнительный ход, тем самым осуществляется полное вталкивание трубок 32 в пачку щетинок 34 до тех пор, пока они не упрутся в концевую пластину 72, заменяющую теперь совершающую колебательное движение пластину 64. Зажимной винт 66 поворачивают таким образом, чтобы он вошел в контакт с зажимной пластиной 34, так что происходит зажим трубок 32 в заданном положении относительно транспортирующей кассеты 30. Толкающий блок 70 отводят, и трубки 32 могут быть вытянуты из пачки щетинок 54, при этом во внутренних каналах трубок 32 остаются пучки щетинок.
Транспортирующую кассету 30 с трубками 32 и захваченными ими пучками щетинок теперь смещают так, чтобы передние концы трубок 32 оказались выровненными относительно отверстий 24 для вставки пучков в дополняющей части 14a или 14b пресс-формы. Как показано на фиг. 4, плунжерные элементы 36 теперь введены в задние концы трубок 32, чтобы толкать пучки щетинок, содержащиеся в трубках, через отверстия 24 части 14a (или 14b) пресс-формы. Как также видно на фиг. 4, плунжерные элементы 36 можно подать вперед на различную длину, так что наружные концы пучков щетинок окажутся на различной высоте относительно ограничивающего полость участка поверхности части 14а пресс-формы. Если волокна из пучков, выступающие в полость, имеют какую-либо избыточную длину, они могут быть обрезаны, используя режущий инструмент 44. Кроме того, как также видно на фиг. 4, передним концам плунжерных элементов 36 может быть придана такая форма, которая позволяет придать наружным концам пучков желаемый профиль.
В альтернативном варианте осуществления изобретения, показанном на фиг. 5A и 5B, применяется пара различных толкающих блоков 70a и 70b. Толкающий блок 70a будет выборочно входить в контакт только с первым комплектом трубок, обозначенных поз. 32a, 32d и 32c на фиг. 5A. На последующей операции извлечения пучков толкающий блок 70b будет входить в контакт с остальными трубками 32d и 32e. На первой операции извлечения пучков, изображенной на фиг. 5A, из первого контейнера 51a для щетинок извлекают щетинки 54a первого типа, а на второй операции извлечения пучков, показанной на фиг. 5B, из второго контейнера 51b для щетинок извлекают щетинки 54b второго типа. Как легко можно понять, таким образом можно комбинировать любое число типов щетинок для получения широкого разнообразия зубных щеток.
Другой способ комбинирования щетинок аналогичного или различного типа показан на фиг. 6, 7 и 8. Как видно на фиг. 6, часть 14a (или 14b) пресс-формы имеет ряд прямолинейных отверстий 24 для вставки пучков и пару отверстий 24a, 24b, сливающихся в общее выходное отверстие 24c на стороне участка 22a полости. Как показано на фиг. 8, выходное отверстие 24c может иметь вытянутую (удлиненную) форму при виде сверху, что позволяет получить более широкий пучок щетинок в готовой зубной щетке. За счет того, что по меньшей мере два отверстия для вставки пучков сливаются в общее выходное отверстие, можно получить различные типы схем расположения пучков. Пример показан на фиг. 7.
Как показывает фиг. 2, а также фиг. 9, когда пачка щетинок 54 постепенно опустошается и прижимной блок 58 опускается до некоторого уровня, такого как уровень L, показанный на фиг. 2, необходимо пополнить контейнер с волокнами. К этому моменту времени, возможно, уже изготовлено большое количество зубных щеток при использовании одного контейнера для щетинок. В этом случае контейнер для щетинок убирают от устройства подачи пучков и транспортируют к комбинированному устройству для обработки щетинок и повторного наполнения контейнера щетинками, которое показано на фиг.9, в то время как новый полный контейнер для щетинок перемещают к устройству подачи пучков.
Устройство, показанное на фиг. 9, содержит ступенчато поворачивающийся диск 80, который имеет ряд расположенных на некотором расстоянии друг от друга вдоль окружной поверхности диска гнезд 82 для размещения щетинок, причем эти гнезда выполнены в периферийной поверхности диска. Устройство 84 подачи необработанных волокон находится в первом положении вокруг диска 80 и предназначено для подачи пачки необработанных волокон в каждое из гнезд 82, проходящих мимо данного устройства спереди от него. Путем ступенчатого поворота диска 80 пачки волокон, содержащиеся в гнездах 82, поворачиваются в заданные положения, соответствующие ряду устройств 86 обработки, на которых свободные концы волокон подвергаются операции шлифования для округления концов волокон. За обрабатывающими устройствами 86 следуют одно или более обрабатывающих устройств 88, которые представляют собой устройства полирования концов волокон. В завершение, пачки с окончательно обработанными волокнами щетинок подаются к устройству 90 сбора, с помощью которого осуществляется повторное наполнение контейнера 51 для щетинок с его верхней открытой стороны, при этом прижимной блок 58 (см. фиг. 2) удален.
Устройство по фиг. 9 имеет производительность, значительно превышающую ту, которая необходима для одной пресс-формы типа, показанного на фиг. 1. Таким образом, используя одно комбинированное устройство для обработки щетинок и для наполнения (пополнения) контейнеров щетинками, можно обеспечивать множество установок для литья щеток под давлением вновь заполненными контейнерами со щетинками.
Тем не менее, в альтернативном варианте осуществления изобретения устройство, аналогичное показанному на фиг. 9, может быть встроено в устройство для подачи пучков машины, изображенной на фиг. 1.
Предпочтительный вариант осуществления устройства для извлечения пучков будет описан со ссылкой на фиг. 10 и 11.
На фиг. 10A, которая в основном соответствует фиг. 3A, рассмотренной выше, трубки 132, предназначенные для извлечения пучков, жестко закреплены в держателе 130. Пластина 162 удерживается с возможностью скольжения на держателе 130 так, что эта пластина 162, которая имеет сквозные отверстия для извлекающих трубок 132, может скользить относительно этих трубок таким образом, как видно из чертежей. В положении, показанном на фиг. 10A, пластина 162 упирается в передние концы щетинок 154, содержащихся в контейнере 151 для щетинок. Как и в ранее описанном варианте осуществления изобретения, задние концы щетинок 154 введены в контакт с совершающей колебательное движение пластиной 164. Передние края извлекающих трубок 132 выровнены в плоскости пластины 162.
Как видно на фиг. 10B, держатель 130 с извлекающими трубками 132 теперь подан вперед так, что передние концы извлекающих трубок 132 проникают в пачку щетинок на короткое расстояние, которое представляет собой малую часть длины щетинки, при этом пластина 164 непрерывно колеблется. Пластина 162 отведена от передних концов извлекающих трубок 132 путем скольжения по трубкам. Величина начального проникновения извлекающих трубок 132 в пачку щетинок 154 зависит от длины и толщины щетинок. При изготовлении зубных щеток соответствующее расстояние составляет от 2 до 3 мм.
Извлекающие трубки 132 остаются в этом положении в течение короткого периода времени, например, от 0.5 до 5 секунд, в зависимости от размера и свойств щетинок, при этом пластина 164 продолжает колебаться. Как легко можно понять, на начальной стадии проникновения извлекающих трубок в пачку щетинок некоторые из щетинок будут упираться в передние края трубок и изгибаться. Тем не менее благодаря продолжающемуся колебательному движению пластины 164 большая часть щетинок окажется выровненной относительно отверстий в извлекающих трубках или внутри данных отверстий, или снаружи их.
Чтобы гарантировать то, что все щетинки надлежащим образом выровнены и что не осталось никаких щетинок, упершихся в передние края извлекающих трубок, пластина 164 теперь совершает комбинированное колебательное (в горизонтальном направлении) и постукивающее (в вертикальном направлении) движение, как видно на фиг. 10C. Комбинированное колебательное и постукивающее движение пластины 104 выполняется в течение короткого периода времени, например в течение нескольких секунд.
Когда все щетинки выровнены надлежащим образом внутри или снаружи извлекающих трубок, колебательное и постукивающее движение пластины 164 прекращается, и эту пластину заменяют на противодействующую пластину 172, как видно на фиг. 10D. Противодействующая пластина 172 имеет гладкую выравнивающую поверхность, приложенную к задним концам щетинок 154 в пачке.
Теперь осуществляют дальнейшую подачу извлекающих трубок 132 вперед в пачку щетинок до тех пор, пока передние края трубок не упрутся в пластину 172 на последнем ходе извлечения, как показано на фиг. 10E.
После этого извлекающие трубки вытягивают из пачки щетинок с пучками щетинок, захваченными ими, как видно на фиг. 10F. Как также видно на этой фигуре, пластина 162 смещается вместе с держателем 130, оставляя передние концы щетинок 154 открытыми.
Устройство для извлечения пучков, показанное на фиг. 11, функционирует описанным выше образом. В данном варианте осуществления устройства для извлечения щетинок пара держателей 130a, 130b удерживается с возможностью смещения в двуруком захвате 200 для держателей, который может смещаться как вокруг горизонтальной оси 210, так и вдоль этой оси. Пока держатель 130а находится спереди от контейнера 151 для щетинок, чтобы заполнить свои извлекающие трубки пучками щетинок, другой держатель 130b находится спереди от пластины 220, предназначенной для сбора щетинок, которая имеет множество выполненных в ней групп отверстий 222 для размещения пучков. Более точно, передние концы трубок 132b, предназначенных для извлечения пучков, выровнены относительно одной группы отверстий 222 для размещения пучков. Чтобы переместить пучки щетинок, содержащиеся в извлекающих трубках 132b, в отверстия 222 для размещения пучков, имеющиеся в собирающей пластине 220, в задние концы извлекающих трубок 132b вводят плунжерные элементы 136.
В еще одном варианте осуществления изобретения плунжерные элементы 136 смещаются с извлекающими трубками 132. Таким образом, относительное смещение осуществляется только для того, чтобы переместить извлеченные пучки щетинок в сквозные отверстия в пластине 220, предназначенной для сбора пучков.
Когда комплект пучков перемещен из держателя 130b в группу отверстий 222 для размещения пучков, собирающую пластину 220 смещают в заданное положение, чтобы подать новую группу отверстий 222 для размещения пучков к извлекающим трубкам 132a держателя 130a, который после извлечения следующего комплекта пучков из контейнера 151 для щетинок перемещен в положение перед собирающей пластиной 220 за счет комбинированного поворота и осевого смещения захвата 200 для держателей. Одновременно происходит смещение пустых трубок 132b, предназначенных для извлечения пучков и имеющихся в держателе 130b, в положение перед контейнером 151 для щетинок, чтобы они извлекли следующий комплект пучков щетинок.
Когда все группы отверстий 222 для размещения пучков в собирающей плите 220 будут заполнены пучками щетинок, извлеченными из одного и того же контейнера 151 для щетинок или из разных контейнеров для щетинок, собирающую пластину 220 смещают к пресс-форме таким образом, что отверстия для размещения пучков оказываются спереди от соответствующих отверстий для вставки пучков пресс-формы. Естественно, в данном варианте осуществления изобретения пресс-форма имеет часть пресс-формы, конфигурация которой соответствует конфигурации собирающей пластины 220 для одновременного изготовления множества зубных щеток путем литья под давлением. Перемещение пучков из собирающей пластины 220 в отверстия для вставки в части пресс-формы выполняется так же, как и в варианте осуществления изобретения по фиг. 1, путем ввода плунжерных элементов в задние концы отверстий 222 для размещения пучков, так что пучки будут обязательно вытолкнуты из отверстий 222 и введены в отверстия для вставки пучков в части пресс-формы.
Устройство для изготовления щеток содержит пресс-форму для литья под давлением корпусов щеток, имеющих заделанные в литьевую массу пучки щетинок, состоящую по меньшей мере из двух выполненных с возможностью смещения друг относительно друга частей, и устройство для подачи пучков. Последнее содержит предварительно обработанные щетинки, упакованные параллельно друг другу, и множество трубок, предназначенных для извлечения и перемещения пучков и расположенных в порядке, соответствующем по меньшей мере части порядка расположения отверстий. Способ извлечения пучков щетинок для щетки из пачки щетинок предусматривает извлечение отдельных пучков щетинок с помощью множества трубок, которые подают их передними концами в пачку щетинок, в то время как концы щетинок, обращенные в сторону от трубок, за счет трения вводят в контакт с пластиной, совершающей колебательное движение, которую заменяют на противодействующую пластину, что обеспечивает получение качественных законченных щеток с желаемым профилем концов щетинок. 2 с. и 14 з.п. ф-лы, 11 ил.
| Устройство для регулирования возбуждения синхронного двигателя | 1970 |
|
SU463217A1 |
| US 5165759 A, 24.11.92 | |||
| Способ получения молибдатов щелочноземельных и нетугоплавких переходных элементов | 1974 |
|
SU567672A1 |
| Стеллаж для спасательного плота | 1972 |
|
SU472863A1 |
| US 3596999 A, 03.08.71 | |||
| Устройство для изготовления кистей | 1978 |
|
SU774538A1 |

