ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к способам изготовления узла головки щетки, имеющего пучки щетинок без закрепления, переформованные с эластомерной матрицей.
УРОВЕНЬ ТЕХНИКИ
[0002] Головки как ручных, так и механических зубных щеток содержат щетинки, используемые для чистки зубов, языка и щек. В некоторых зубных щетках щетинки прикреплены скобами или закреплены в шеечной части головки щетки. В других зубных щетках щетинки закреплены в головке без скоб способами, обычно известными как «тафтинг без закрепления (anchor free tufting, AFT)».
[0003] Существует несколько способов изготовления головок щетки с тафтигом без закрепления. Согласно одному способу группы или пучки отдельных щетинок сплавляют или плавят вместе на одном конце, а затем пучки щетинок подвергают переформованию материалом, который затем отверждается, формируя головку щетки. Еще в одном способе пучки щетинок, которые сплавлены на одном конце, вставляют в отверстия в шейке щетки, и материал шейки нагревают для усадки вокруг пучков щетинок или шейку щетки со вставленными пучками щетинок подвергают переформованию. Однако в каждом из этих способов изготовления существуют ограничения и трудности, заключающиеся в том, что способы изготовления являются медленными, включают множество этапов и оборудования, или же имеют частоту возникновения ошибок, которая превышает допустимую, что в результате приводит к потере щетинок или возможному выпадению пучков щетинок из головки щетки во время использования.
[0004] Соответственно, в данной области техники существует необходимость в способах и устройстве для более эффективного изготовления головок щетки с тафтингом без закрепления.
[0004a] В US 2015/0026905 раскрыт способ изготовления головки гигиенической щетки для очистительных изделий, причем головка щетки содержит множество гибких нитей щетинок, проходящих в продольном направлении и сгруппированных в гибкие прочесывающие элементы, инкапсулированные в формованный держатель щетинок, соединенный с формованным корпусом головки щетки, при этом способ включает: сбор гибких нитей щетинок в группировочном модуле с созданием по меньшей мере одной группы гибких прочесывающих элементов, инкапсуляцию одного конца по меньшей мере одной группы гибких прочесывающих элементов в держателе щетинок, содержащем фланцевую часть, которая проходит от держателя щетинок в сторону от гибких прочесывающих элементов, размещение множества инкапсулированных групп гибких прочесывающих элементов в форме и выполнение первого формования головки щетки путем формования корпуса головки щетки вокруг множества инкапсулированных групп гибких прочесывающих элементов, выполнение второго формования головки щетки путем формования корпуса головки щетки, тем самым создавая головку гигиенической щетки.
[0004b] В US 2010/0043165 раскрыта щетка, содержащая головку щетки, несущую пучки щетинок, и рукоятку с основным корпусом, полученным литьем под давлением, причем рукоятка содержит крепежную секцию, проходящую до головки щетки, через которую пучки щетинок скреплены с основным корпусом с помощью слепочной массы.
[0004c] В US 2013/0291320 раскрыта щетка, содержащая держатель щетинок, который получен литьем под давлением, и щетинки, которые выполнены из материала щетинок также литьем под давлением. Держатель щетинок снабжен по меньшей мере одним распределительным каналом для материала щетинок. Щетинки выполнены за единое целое с материалом щетинок в распределительном канале.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Настоящее изобретение направлено на оригинальные способы изготовления головки щетки с закрепленными пучками щетинок. Различные описанные в настоящем документе варианты реализации и воплощения направлены на способы изготовления, в которых держатель пучков с одним или более удерживающими элементами и выполненными в них сквозными отверстиями используют для удержания пучков щетинок. Затем пучок щетинок вставляют в отверстия, выполненные в удерживающих элементах. Сразу после вставки пучков щетинок в отверстия, выполненные в удерживающем элементе, при необходимости, один или оба конца пучков щетинок могут быть подрезаны или отрегулированы для достижения желаемой длины и/или контура для обеспечения чистящей поверхности головки щетки, и/или для достижения однородной длины пучков щетинок на ближней стороне удерживающего элемента.
[0006] Затем, ближний конец пучков щетинок или, в некоторых компоновках, ближний конец пучков щетинок и ближнюю сторону удерживающего элемента скрепляют вместе с использованием, например, лазера, тепла, химического взаимодействия или адгезива для образования части головки с ближними концами или части головки с объединенными ближними концами. При необходимости, после охлаждения после процесса плавления, в этой точке, если это не было сделано ранее, удерживающий элемент со сплавленными или объединенными пучками щетинок может быть разделен на отдельные узлы объединенных пучков.
[0007] Затем шейку щетки располагают в основной пластине, которая содержит удерживающий(е) элемент(ы) объединенных пучков, или над ней. Эластомерный материал вводят вокруг части шейки щетки и удерживающего(их) элемента(ов) объединенных пучков, который после охлаждения образует эластомерную матрицу, которая скрепляет шейку, удерживающий элемент и сплавленный ближний конец пучков щетинок вместе для образования головки щетки. Различные описанные в настоящем документе варианты реализации и воплощения обеспечивают существенно улучшенное экономически эффективное и действенное производство головок щеток с пучками щетинок без закрепления.
[0008] В целом, в одном аспекте предложен способ изготовления головки щетки. Способ включает формирование множества удерживающих элементов, каждый из которых имеет одно или более сквозных отверстий, размещение удерживающих элементов в соответствующих выемках в основной пластине, вставку пучка щетинок в отверстие каждого соответствующего удерживающего элемента, скрепление ближнего конца каждого пучка щетинок с соответствующим удерживающим элементом для образования части головки с объединенными ближними концами, которая скрепляет пучки щетинок и удерживающие элементы вместе в виде множества узлов объединенных пучков, размещение шейки головки щетки относительно узлов объединенных пучков и охватывание основания шейки и узлов объединенных пучков по меньшей мере частично в матрице.
[0009] В одном варианте реализации скрепление включает применение тепла к ближней стороне удерживающих элементов и ближнему концу пучков щетинок при температуре, достаточной по меньшей мере для частичного сплавления и соединения пучков щетинок для образования части головки с объединенными ближними концами. В одном варианте реализации пучки щетинок и удерживающие элементы выполнены из одинакового или подобного материала, обладающего одинаковой или подобной точкой плавления. В одном варианте реализации скрепление включает лазерную сварку.
[0010] В одном варианте реализации формирование включает штамповку удерживающих элементов из полосы материала основы. В одном варианте реализации удерживающие элементы формируют в виде взаимосвязанной сети или несущей пластины.
[0011] В одном варианте реализации формирование включает удаление лишнего материала из удерживающих элементов. В одном варианте реализации множество удерживающих элементов включают посредством держателя пучков, который содержит несущую пластину, одно или более образующих сеть соединений, или комбинацию, содержащую по меньшей мере одно из вышеуказанного. В одном варианте реализации способ дополнительно включает штамповку держателя пучков для удаления некоторой части или всей несущей пластины или образующих сеть соединений, или для удаления лишнего материала для формирования несущей пластины или образующих сеть соединений.
[0012] В одном варианте реализации удерживающие элементы не удаляются из выемок основной пластины в ходе по меньшей мере двух этапов из вставки, скрепления, размещения и введения, выполняемых последовательно. В одном варианте реализации отверстия в удерживающих элементах имеют разные формы и размеры. В одном варианте реализации охватывание включает переформование узлов объединенных пучков и основания с матрицей.
[0013] В одном варианте реализации охватывание включает введение узлов объединенных пучков в форме пиков пучков в матрицу после отверждения матрицы. В одном варианте реализации способ дополнительно включает регулировку характеристик ближнего конца или свободного конца, противоположного ближнему концу, пучков щетинок.
[0014] В целом, еще в одном аспекте предложена головка щетки. Головка щетки содержит множество узлов объединенных пучков, каждый из которых содержит: пучок щетинок, содержащий множество прядей щетинок, а также имеющий свободный конец и ближний конец, удерживающий элемент с выполненным сквозь него отверстием, которое выполнено с возможностью приема пучка щетинок, и часть головки с объединенными ближними концами, сформированную путем скрепления ближнего конца пучка щетинок с удерживающим элементом, шейку, имеющую основание, и матрицу, которая по меньшей мере частично охватывает основание и удерживающие элементы узлов объединенных пучков.
[0015] Следует понимать, что все комбинации приведенных выше замыслов и дополнительных замыслов, описанных более подробно ниже (при условии, что такие замыслы не являются взаимно несовместимыми), считаются частью объекта настоящего изобретения, раскрытого в настоящем документе. В частности, все комбинации заявленного объекта изобретения, приведенные в конце настоящего раскрытия, считаются частью объекта настоящего изобретения, раскрытого в настоящем документе.
[0016] Эти и другие аспекты изобретения будут очевидны и разъяснены со ссылкой на вариант(ы) реализации, описанный(е) ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] На чертежах подобные ссылочные обозначения в целом относятся к одинаковым частям на всех видах. Кроме того, чертежи не подлежат масштабированию, вместо этого внимание должно быть уделено иллюстрации принципов настоящего изобретения.
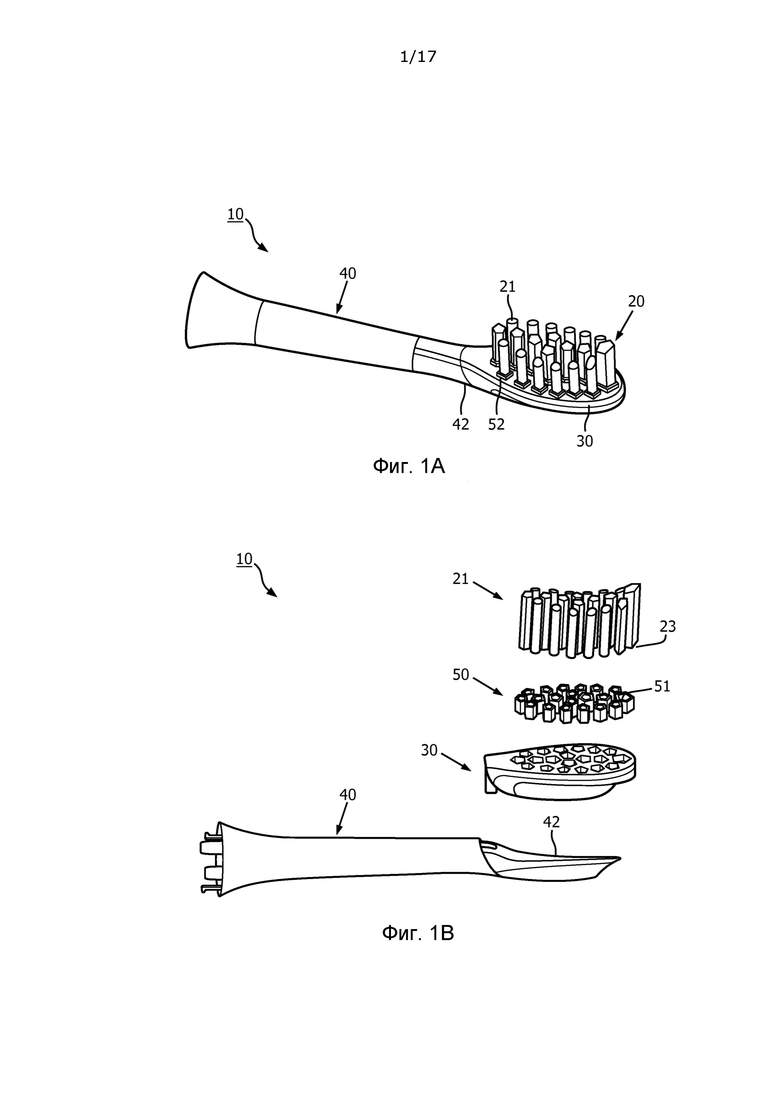
[0018] На ФИГ. 1A схематически показан вид в перспективе узла головки щетки в соответствии с вариантом реализации настоящего изобретения.
[0019] На ФИГ. 1B показан покомпонентный вид в перспективе узла головки щетки по ФИГ. 1А.
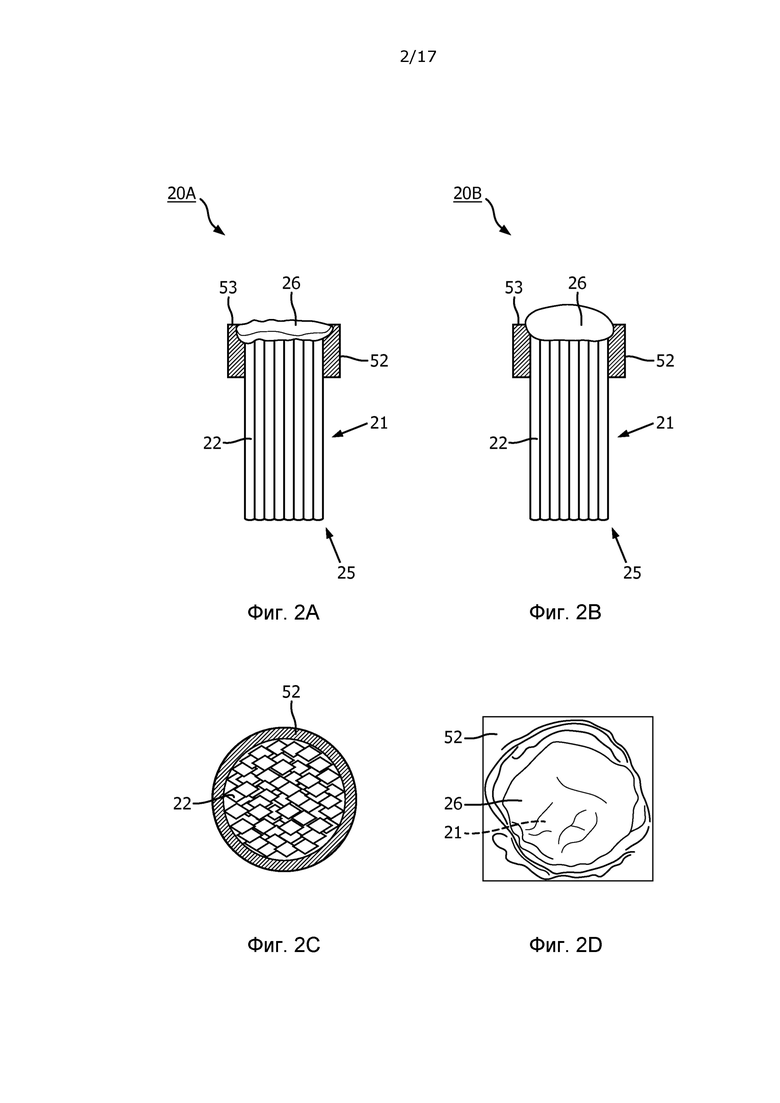
[0020] На ФИГ. 2А и 2В схематически показаны виды сбоку в разрезе узлов объединенных пучков в соответствии с двумя раскрытыми в настоящем документе вариантами реализации.
[0021] На ФИГ. 2C показан вид снизу пучка щетинок, зацепленного в удерживающем элементе держателя пучков.
[0022] На ФИГ. 2D показан вид сверху части головки с объединенными ближними концами в узле объединенных пучков после лазерной сварки.
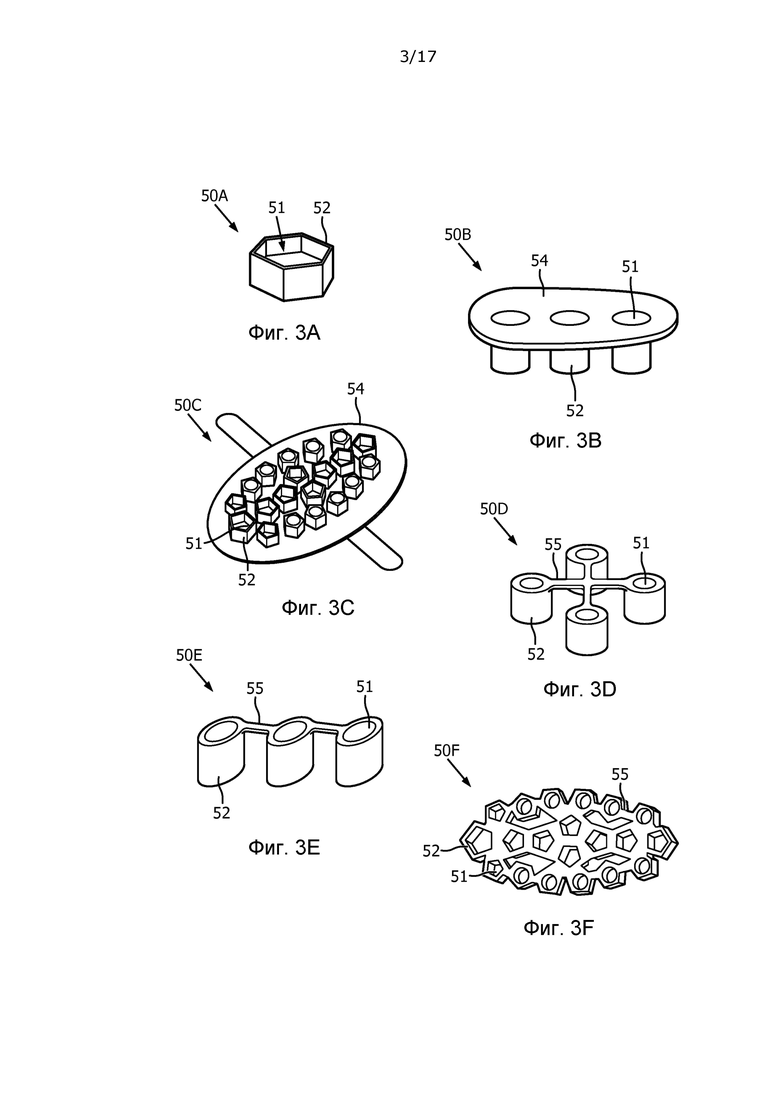
[0023] На ФИГ. 3A-3F схематически показаны держатели пучков в соответствии с различными раскрытыми в настоящем документе вариантами реализации.
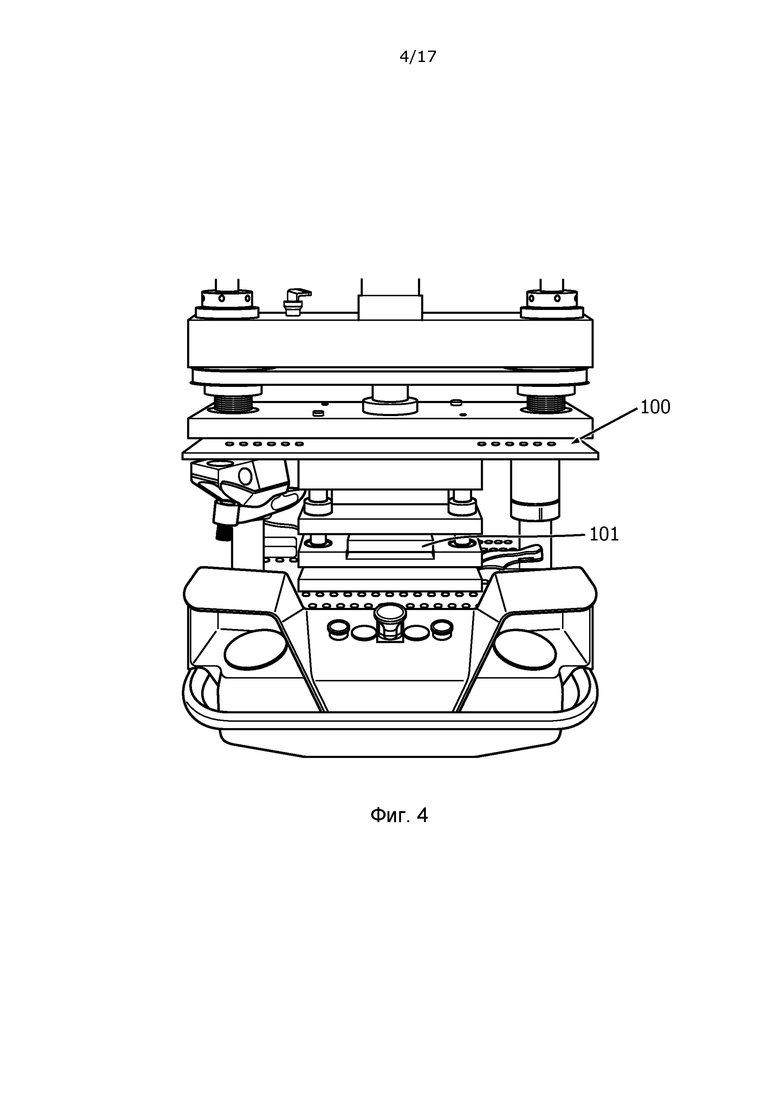
[0024] На ФИГ. 4 показан штамповочный инструмент, предназначенный для изготовления узла головки щетки в соответствии с настоящим изобретением.
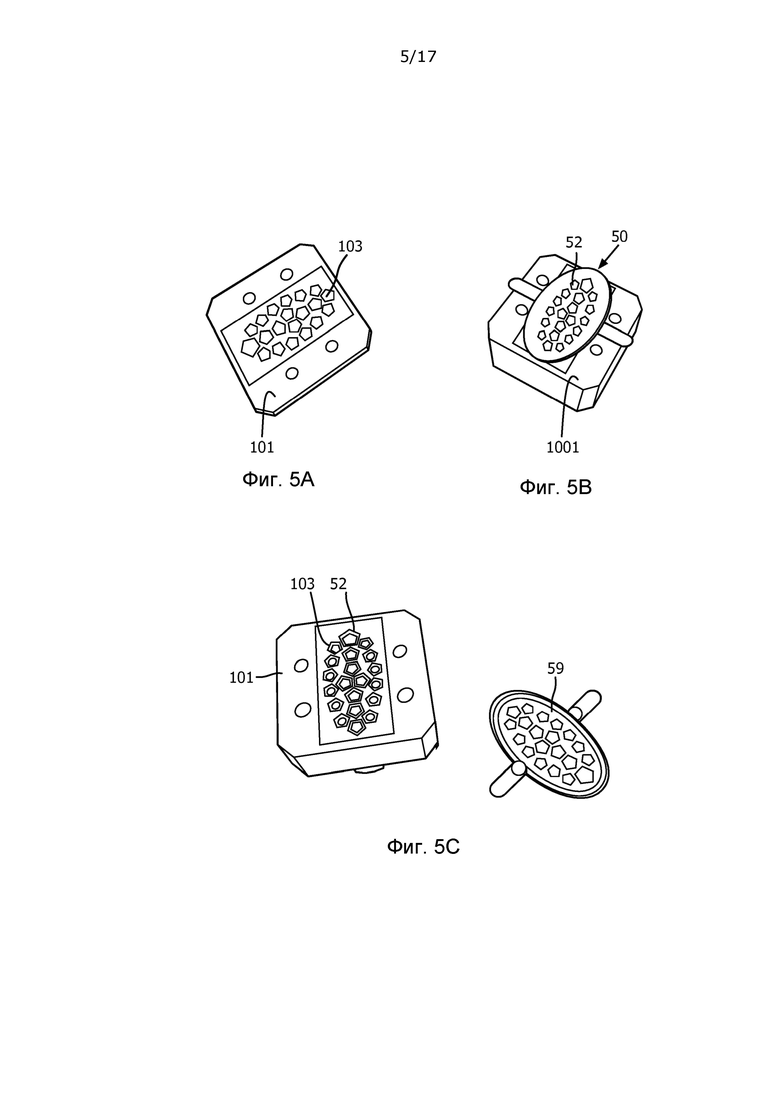
[0025] На ФИГ. 5A-5C показаны последовательные этапы использования матрицы пресса (или рабочей пластины) для штамповки удерживающих элементов держателя пучков в соответствии с одним раскрытым в настоящем документе вариантом реализации.
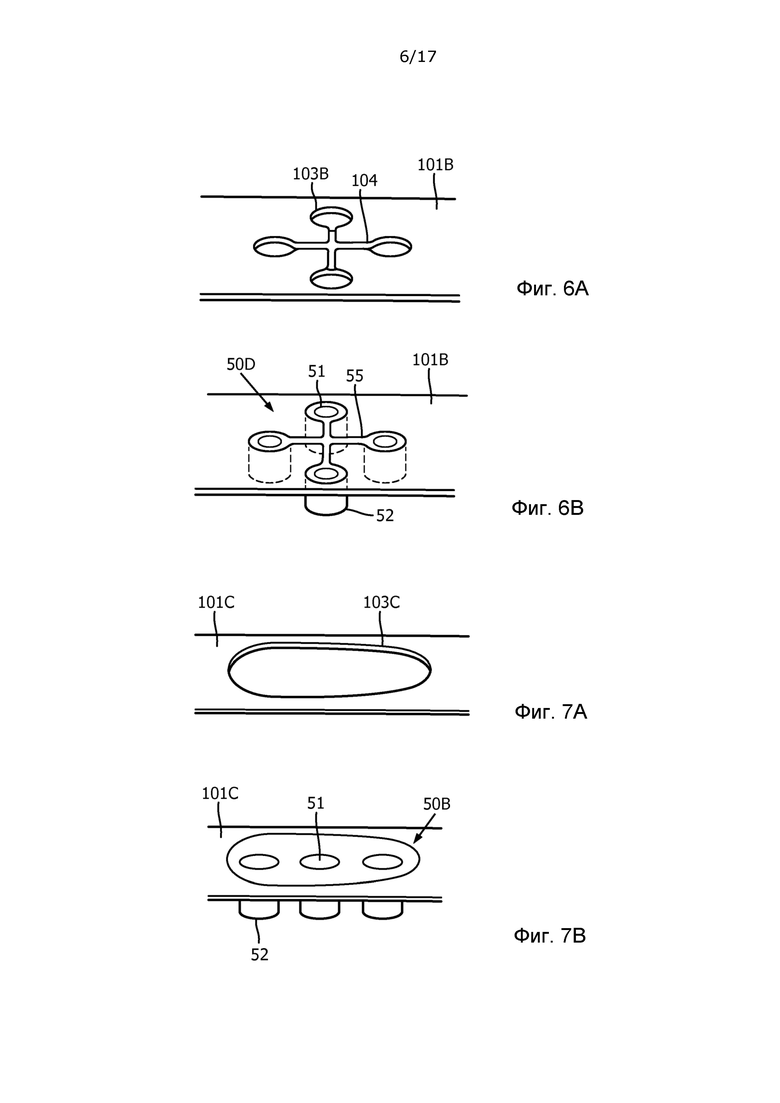
[0026] На ФИГ. 6A-6B показана рабочая пластина, а также рабочая пластина в скреплении с держателем пучков в соответствии с одним раскрытым в настоящем документе вариантом реализации.
[0027] На ФИГ. 7A-7B показана рабочая пластина, а также рабочая пластина в скреплении с держателем пучков в соответствии с одним раскрытым в настоящем документе вариантом реализации.
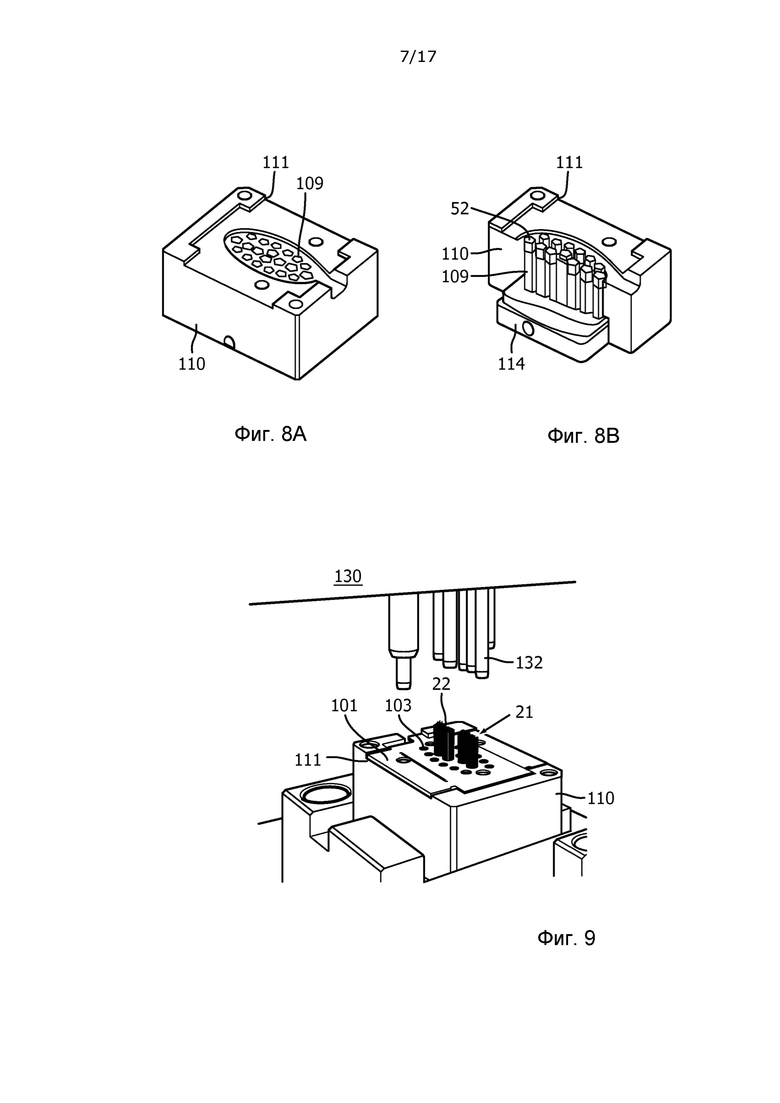
[0028] На ФИГ. 8A и 8B показан вид в перспективе и вид в перспективе в разрезе основной пластины в соответствии с одним раскрытым в настоящем документе вариантом реализации.
[0029] На ФИГ. 9 показана основная пластина, нагруженная в блоке для тафтинга, в соответствии с одним раскрытым в настоящем документе вариантом реализации.
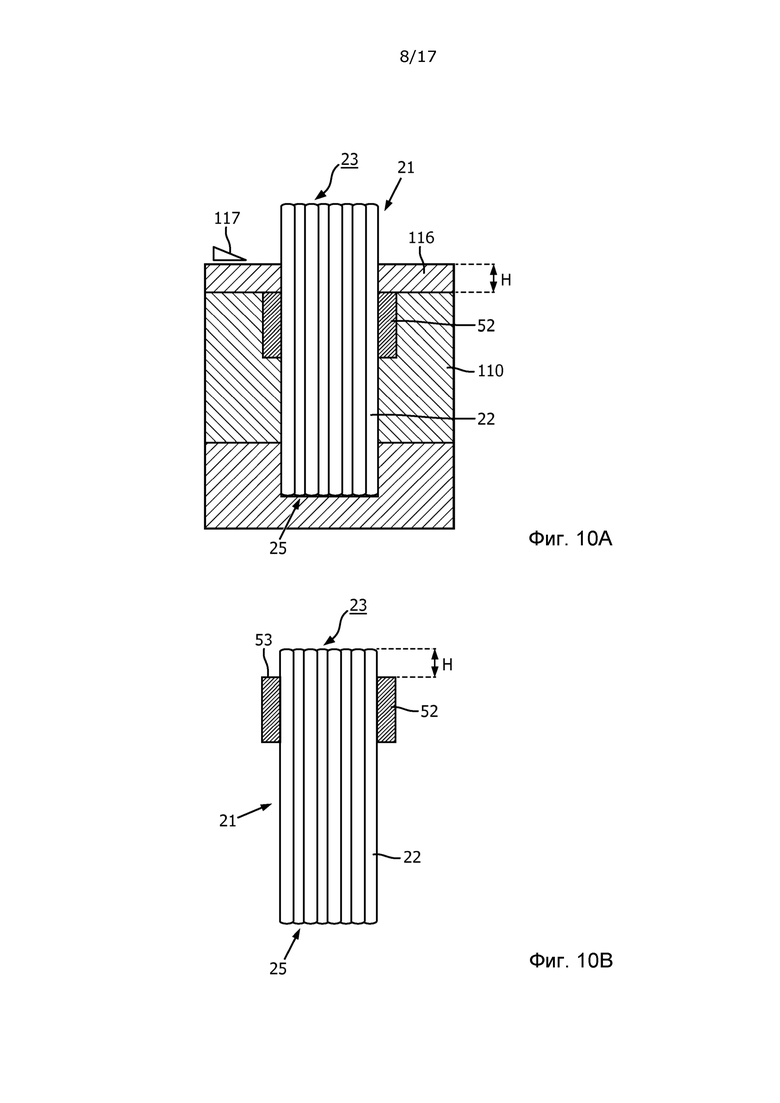
[0030] На ФИГ. 10A и 10B показаны виды в разрезе пучка щетинок перед и после подрезания ближнего конца пучка щетинок.
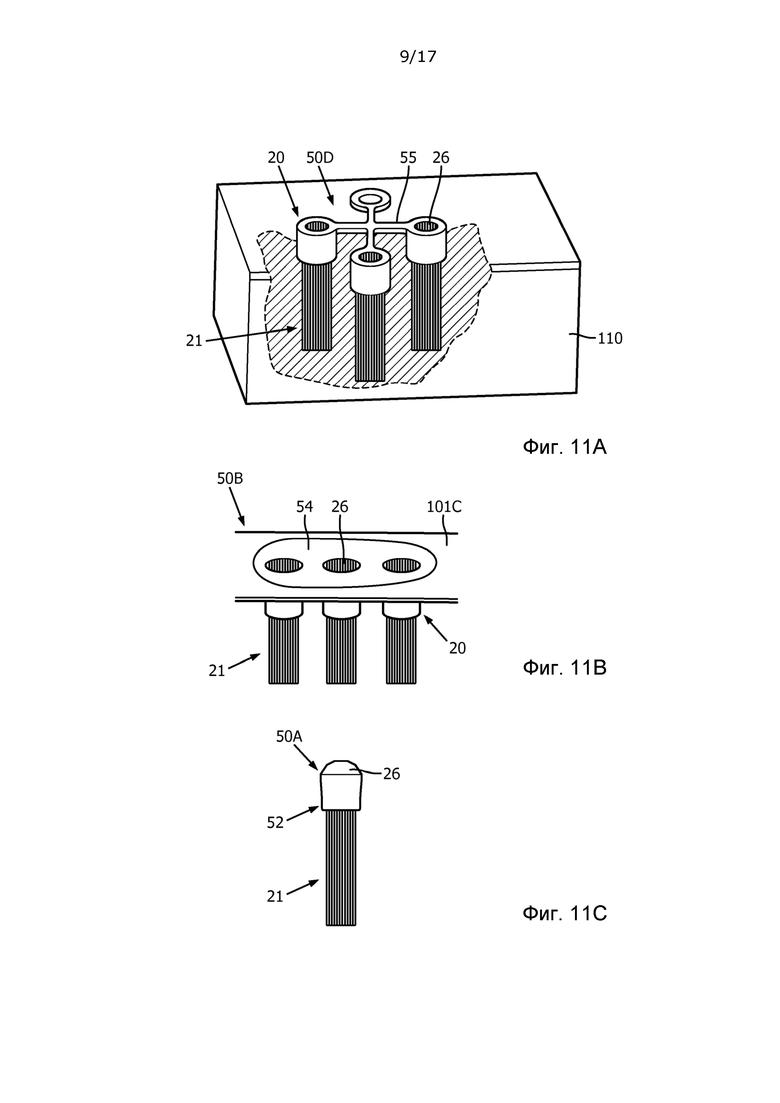
[0031] На ФИГ. 11A-11C показаны держатели пучков после вставки и скрепления пучков щетинок в соответствии с различными раскрытыми в настоящем документе вариантами реализации.
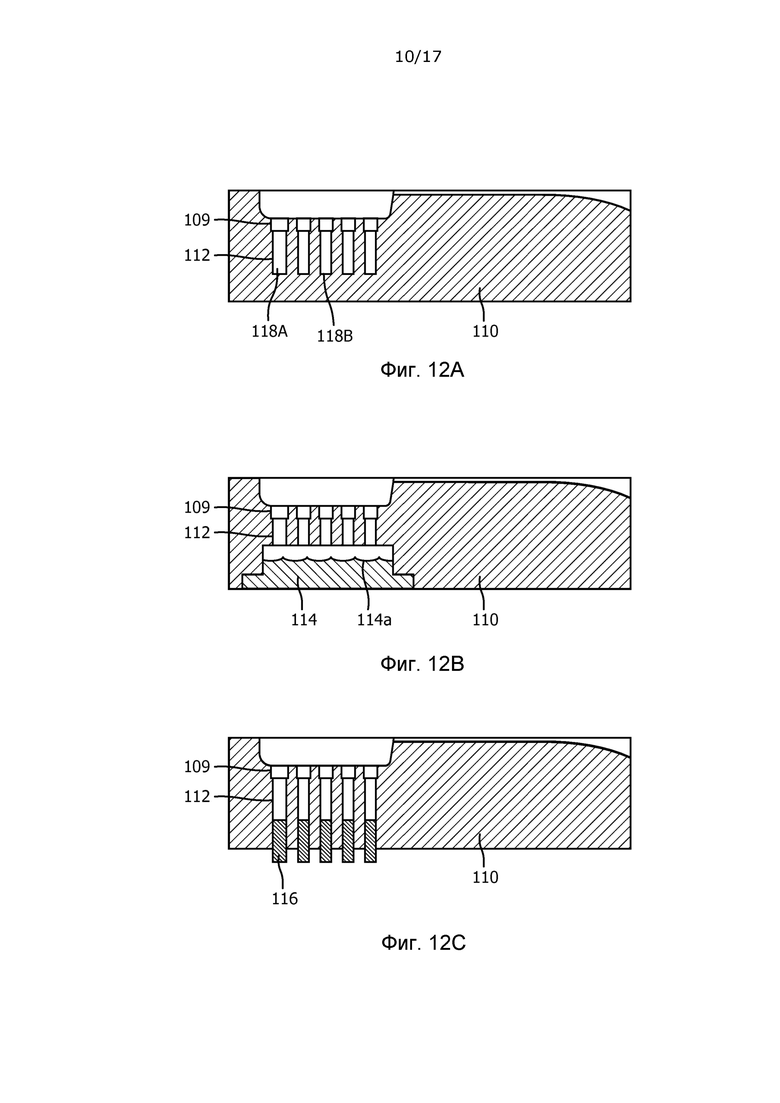
[0032] На ФИГ. 12A-12C показана основная пластина, имеющая элементы для регулировки свободного конца вставленных пучков щетинок в соответствии с различными раскрытыми в настоящем документе вариантами реализации.
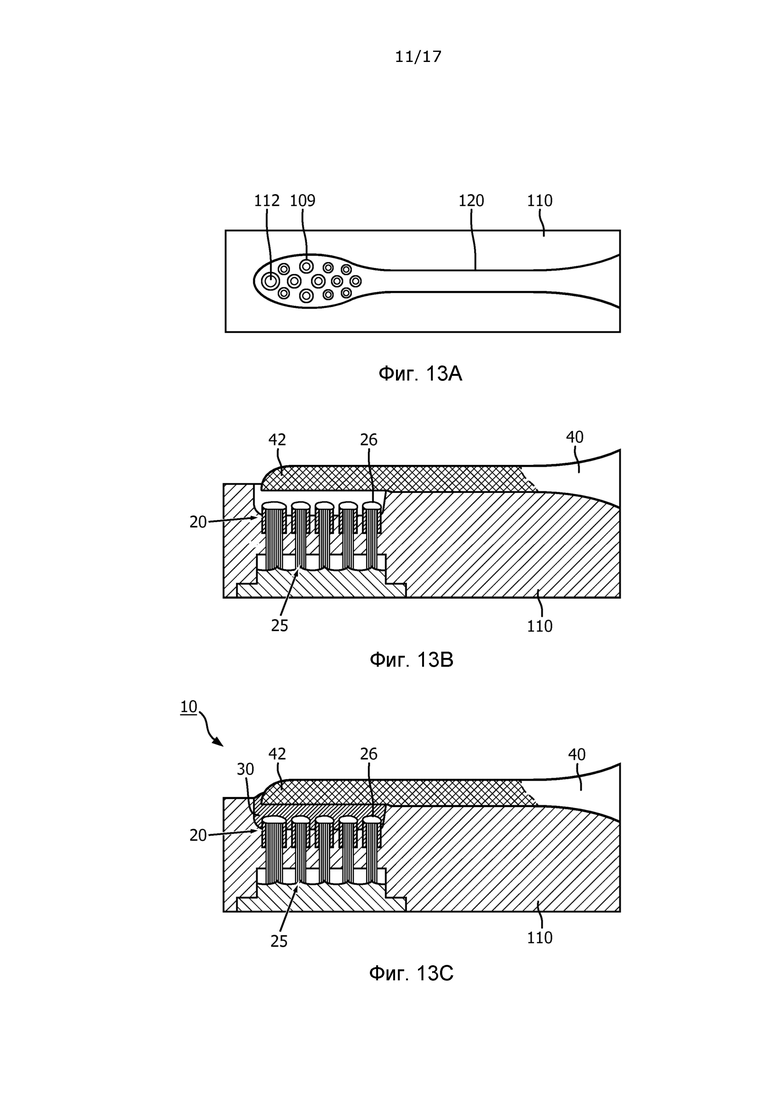
[0033] На ФИГ. 13A-13C показан вид сверху и два вида в разрезе различных стадий изготовления головки щетки с использованием основной пластины в соответствии с одним раскрытым в настоящем документе вариантом реализации.
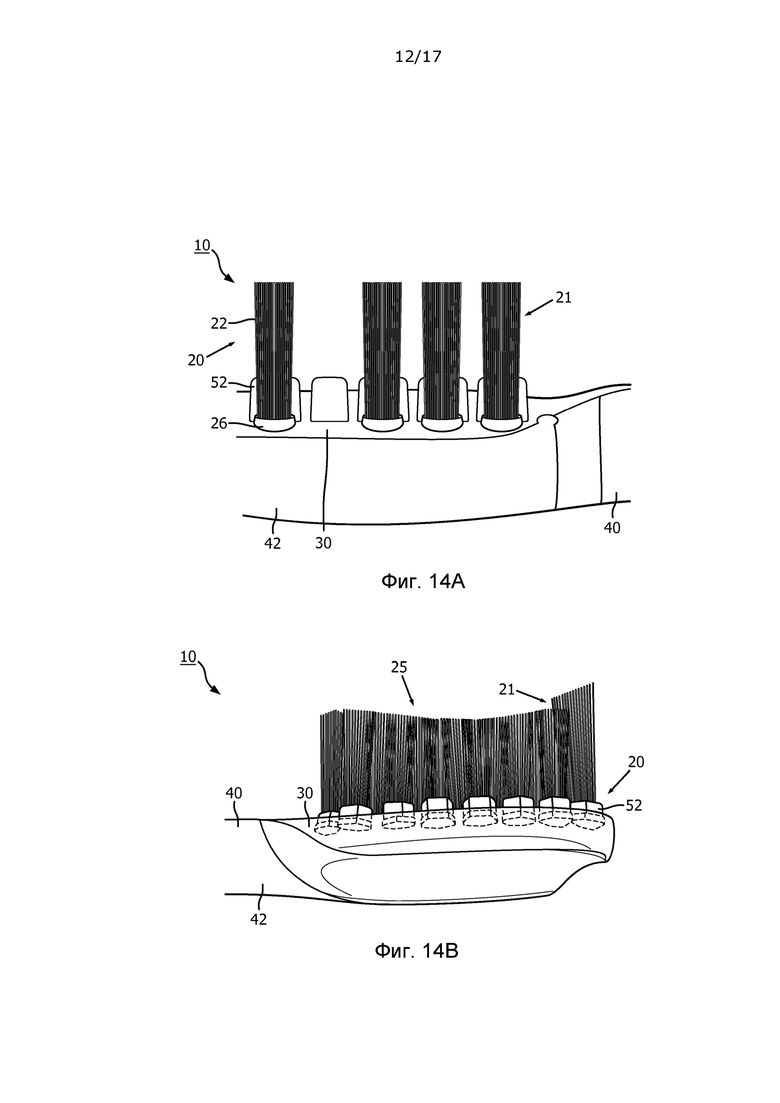
[0034] На ФИГ. 14А и 14В показан вид в разрезе и вид сбоку узлов головки щетки в соответствии с раскрытыми в настоящем документе вариантами реализации.
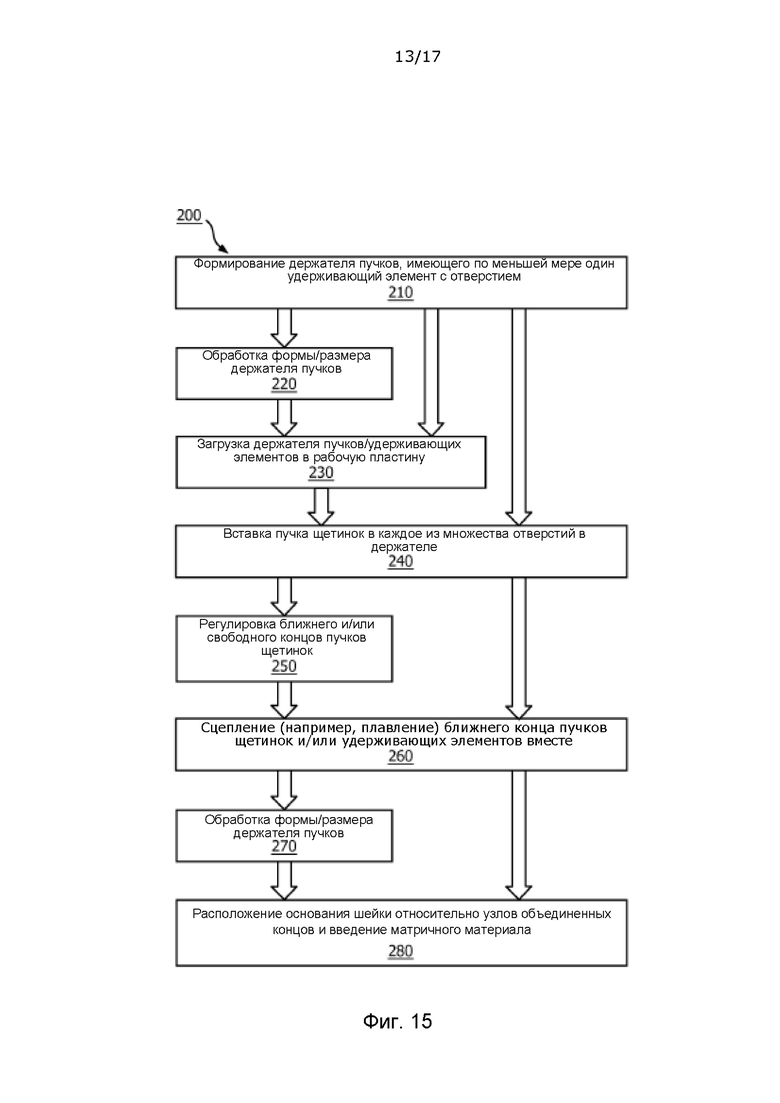
[0035] На ФИГ. 15 показана блок-схема способа изготовления головки щетки в соответствии с одним раскрытым в настоящем документе вариантом реализации.
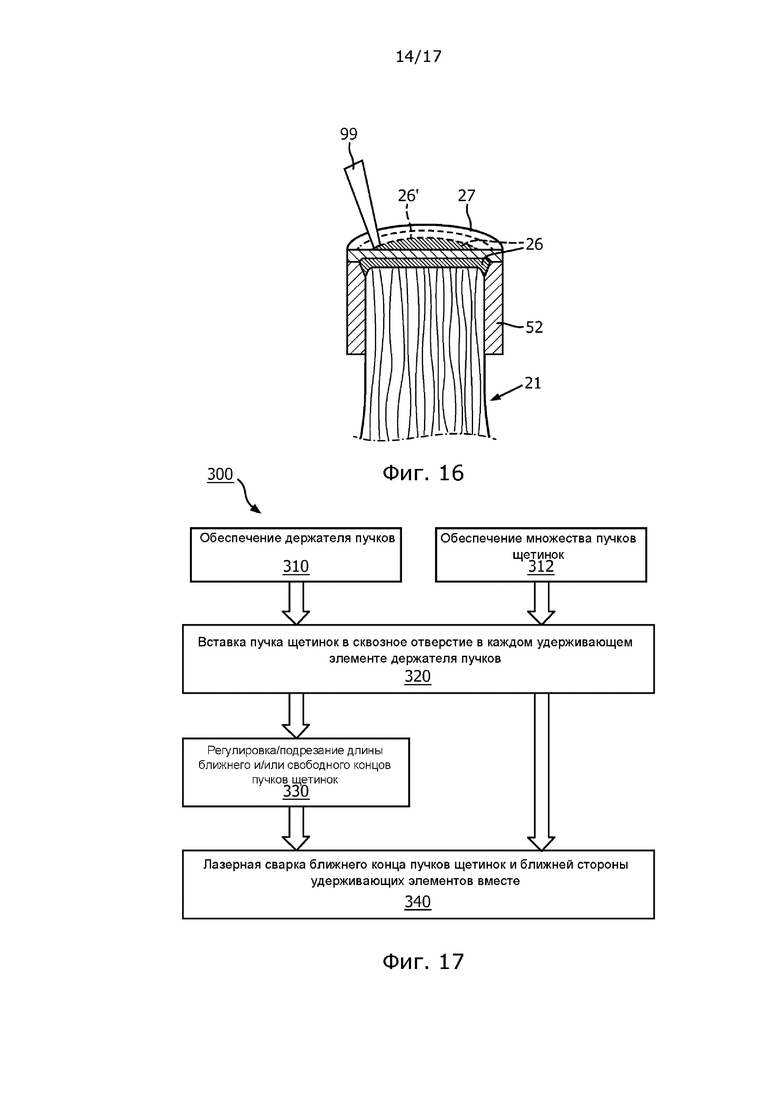
[0036] На ФИГ. 16 показан схематический вид в перспективе узла объединенных пучков с крышкой и процесса лазерной сварки с использованием прозрачного компонента.
[0037] На ФИГ. 17 показана блок-схема способа изготовления узла головки щетки с пучками щетинок, удерживаемыми в удерживающем элементе, в соответствии с вариантом реализации.
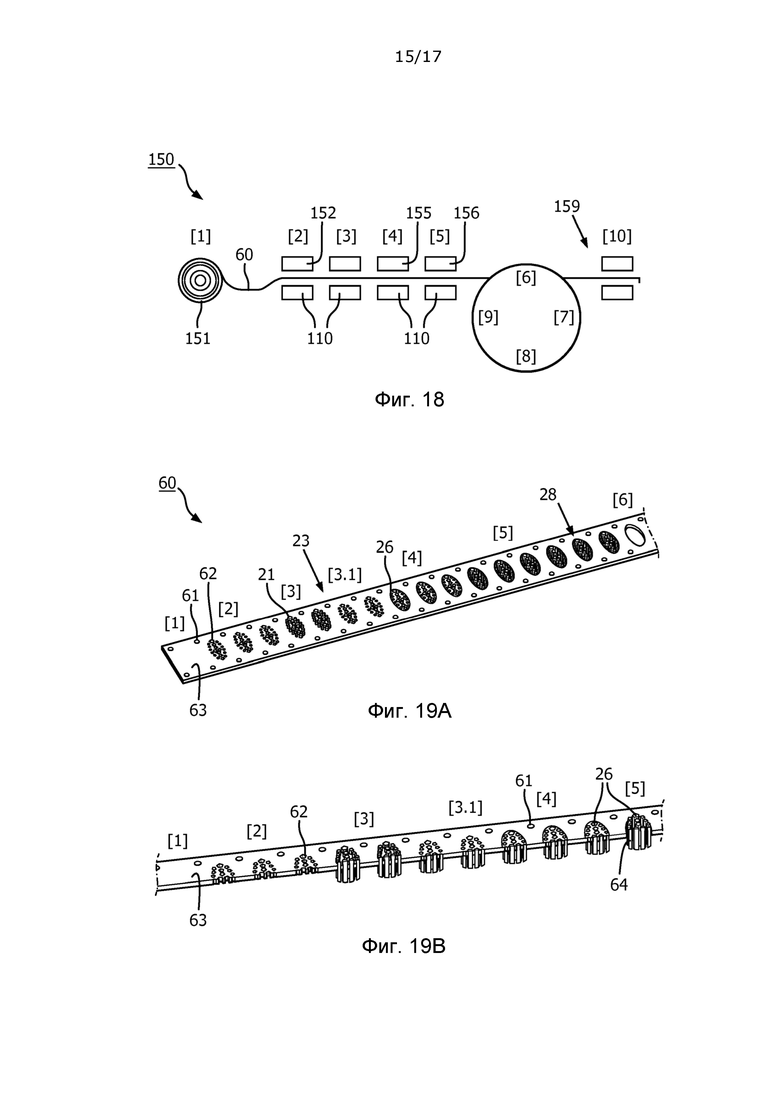
[0038] На ФИГ. 18 схематически показана производственная линия для изготовления головки щетки в соответствии с одним раскрытым в настоящем документе вариантом реализации.
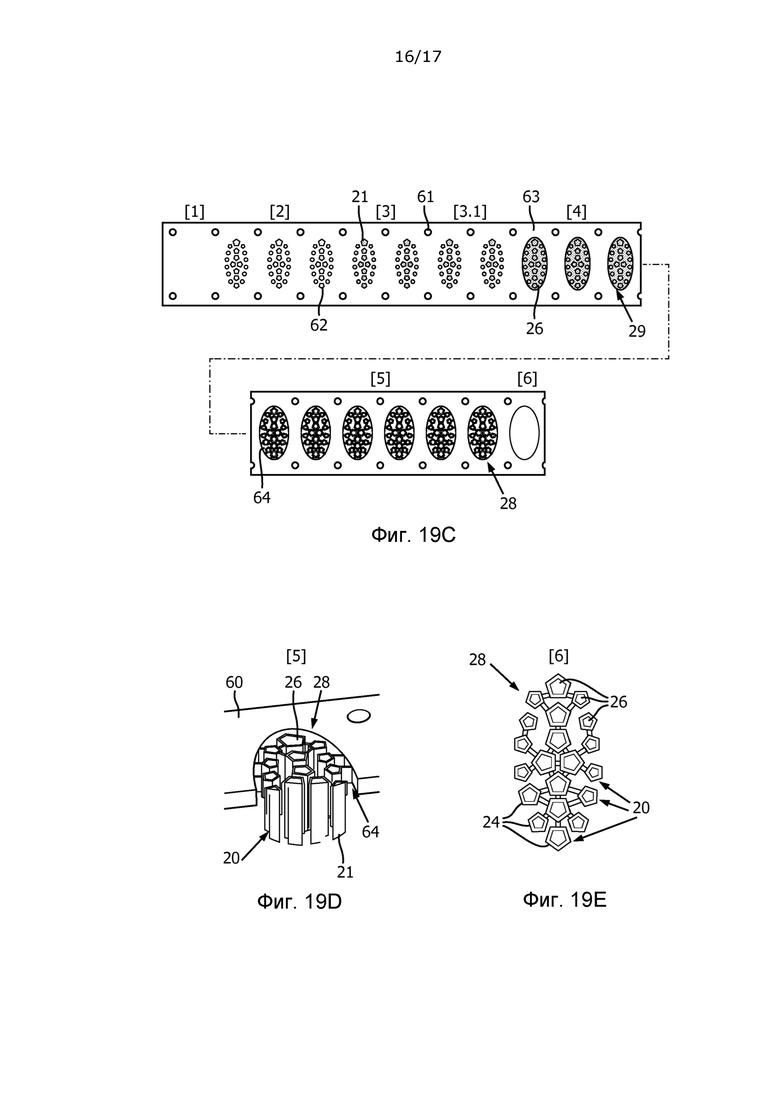
[0039] На ФИГ. 19A-19E показана полоса материала основы и компоненты, получаемые на различных стадиях производства, в соответствии с одним раскрытым в настоящем документе вариантом реализации.
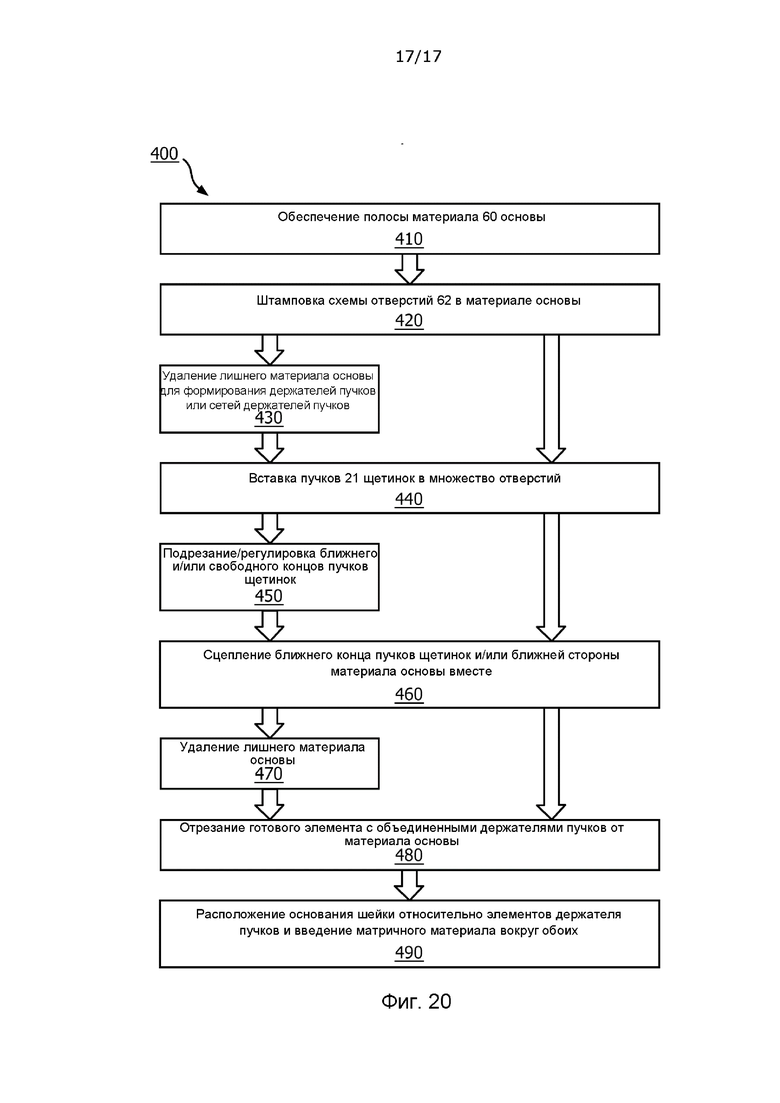
[0040] На ФИГ. 20 показана блок-схема способа изготовления узла головки щетки в соответствии с вариантом реализации.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0041] Настоящее изобретение описывает различные варианты реализации способ изготовления узла головки щетки с пучками щетинок, удерживаемыми тафтингом без закрепления в удерживающем элементе, закрепленном в формованной эластомерной матрице. Более конкретно, заявители настоящего изобретения обнаружили необходимость в улучшениях способов изготовления и изделий, получаемых с использованием тафтинга без закрепления. Благодаря литью держателей, а в некоторых компоновках - литью держателей из того же или подобного материала, что и пучки щетинок, достигается эффективность изготовления при улучшенном качестве изделия.
[0042] Ссылаясь на ФИГ. 1A-1B, в одном варианте реализации представлен схематический вид узла 10 головки щетки. Более конкретно, узел 10 головки щетки может содержать, но без ограничения, множество пучков 21 щетинок, расположенных в матрице 30 на дальнем конце шейки 40. То есть дальняя часть 42 шейки, которая может называться основанием, может быть по меньшей мере частично заключена в матрице 30 и соединена с ней. Основание 42 может, например, представлять собой или содержать в целом плоскую часть, которая обеспечивает твердую, жесткую или иным образом усиливающую подложку, которая выровнена с щетинками узлов 20 объединенных пучков для поддержания щетинок узла 10 головки щетки при использовании. Узлы 20 объединенных пучков могут содержать держатель 50 пучков, имеющий один или более удерживающих элементов 52, в которых закреплены пучки 21 щетинок, как описано более подробно в настоящем документе. Шейка 40 может быть соединена со стержневой частью любой ручной или механической зубной щетки или образовывать ее часть. Например, шейка 40 может быть выполнена с возможностью съемного соединения с исполнительным механизмом или приводным валом (не показан) устройства для ухода за полостью рта с приводом (например, электрической зубной щетки), которые в настоящее время известны или разрабатываются.
[0043] Два примера узлов 20 объединенных пучков показаны на ФИГ. 2А и 2В и обозначены как узлы 20А и 20В объединенных пучков, соответственно. Следует понимать, что позиционное обозначение «20» предназначено для общего обозначения любого из узлов объединенных пучков, раскрытых в настоящем документе, тогда как узлы 20А и 20В использованы в настоящем документе для облегчения описания в отношении конкретных вариантов реализации. Также следует понимать, что многие компоненты узлов 20 объединенных пучков выполнены общими для всех вариантов реализации и, таким образом, обозначены одинаковыми позиционными обозначениями.
[0044] Ссылаясь на ФИГ. 1-2C, каждый пучок 21 щетинок содержит множество прядей 22 щетинок, которые закреплены в удерживающих элементах 52 держателя 50 пучков. Каждый пучок 21 щетинок имеет ближний конец 23 и свободный конец 25. Ближний конец 23 каждого пучка 21 щетинок удерживается в отверстии 51, выполненном в каждом удерживающем элементе 52 держателя 50 пучков, тогда как свободный конец 25 расположен напротив ближнего конца 23 и образует чистящее поверхностное усилие головки 10 щетки в собранном виде. Пучки 21 щетинок могут меть форму и диаметр, соответствующие размеру и форме отверстий 51 в удерживающем элементе 52.
[0045] Следует также понимать, что различные компоненты головки 10 щетки могут иметь любой желаемый размер, форму и/или ориентацию. Например, как изображено на ФИГ. 1A, удерживающие элементы и пучки щетинок, содержащиеся в них, могут быть иметь круглую, пятиугольную, шестиугольную или широкий ряд других форм, такую как форму квадрата, ромба, семиугольника, восьмиугольника и т.д. Кроме того, удерживающие элементы 52 и отверстия 51 в них могут иметь одинаковый размер, форму и расположение, или разные формы и размеры. Например, удерживающий элемент 52 может иметь первую форму, определяющую его внешнюю периферию, тогда как отверстие 51 имеет вторую, другую форму, определяющую форму пучка 21 щетинок, вставленного через него.
[0046] После вставки пучка 21 щетинок в отверстие 51 удерживающего элемента 52, ближний конец 23 пучков 21 щетинок или, в некоторых компоновках, ближний конец 23 пучков 21 щетинок и по меньшей мере часть ближней стороны 53 удерживающего элемента 52 скрепляют вместе для образования части 26 головки с объединенными ближними концами. То есть часть 26 головки с объединенными ближними концами может быть образована из расплавленного материала только из щетинок 22 или щетинок 22 вместе с частью удерживающего элемента 52, смежной с щетинками 22. В одном варианте реализации пучки щетинок и/или удерживающие элементы 52 скрепляют вместе посредством любого подходящего способа, такого как сварка (ультразвуковая, лазерная и т.д.), плавление, адгезивы и т.д.
[0047] Для упрощения формирования части 26 головки с объединенными ближними концами, такой, как показана на ФИГ. 2A-2B, держатели 50 пучков и пучки 51 щетинок, предпочтительно, выполнены из одного и того же материала или материалов, имеющих подобный состав. Могут быть использованы пластики, такие как акрилонитрил-бутадиен-стирол (АБС), полиамид (ПА) или нейлон, полипропилен или их разновидности, или комбинации этих или других материалов. Особенно полезны комбинации материалов, которые имеют сходный коэффициент плавления для способствования скреплению посредством плавления и охлаждения при аналогичной температуре и скорости. В одном варианте реализации щетинки 22 выполнены из ПА, а удерживающие элементы 52 выполнены из смеси ПА/АБС. Следует понимать, что может присутствовать некоторая изменчивость по сварному шву части 26 головки с объединенными ближними концами, например, на основе характеристик материалов прядей 22 щетинок и/или удерживающих элементов 52, а также параметров, используемых во время сварки. В частности, возможны вариации при изготовлении пучка 21 щетинок и удерживающих элементов 52 из разных материалов, что может вызывать плавление/охлаждение при разных температурах или другие различия ввиду их различного химического состава. Однако такая изменчивость приемлема до тех пор, пока достигается желаемое скрепление.
[0048] Преимущественно, в одном варианте реализации используют процесс лазерной сварки, который эффективным образом может расплавлять и скреплять пучки 21 щетинок и удерживающие элементы 52 вместе для образования части 26 головки с объединенными ближними концами в качестве уплотнения, которое полностью заполняет отверстие 51 на ближнем конце 23 узлов 20 объединенных пучков. Для выполнения лазерной сварки лазер более точно концентрирует энергию сварки, обеспечивая возможность более точного приложения тепла, так что происходит сплавление ближних концов 23 пучков 21 щетинок и ближней стороны 53 удерживающих элементов 52 с образованием по существу однородной части 26 головки с объединенными ближними концами, например, как показано на ФИГ. 2D.
[0049] Держатели 50 пучков и/или удерживающие элементы 52 могут быть образованы различными способами, такими как литье, штамповка и т.д., как более подробно описано в настоящем документе. Различные варианты реализации держателей 50 пучков могут быть оценены на ФИГ. 3A-3F. Позиционное обозначение «50», используемое в настоящем документе, предназначено для общего обозначения всех вариантов реализации держателей пучков, раскрытых или предполагаемых, в то время как буквенные индексы (например, «А», «B» и т.д.) предназначены для облегчения обсуждения конкретных вариантов реализации, показанных на Фигурах. Подобный стиль наименования может быть использован в отношении других компонентов в настоящем документе.
[0050] Держатель 50A пучков, показанный на ФИГ. 3A, содержит один из удерживающих элементов 52, который будет удерживать по меньшей мере один пучок 51 щетинок в отверстии 51, выполненном в удерживающем элементе 50A. На ФИГ. 3B и 3C, соответственно, показаны держатель 50B пучков и держатель 50C пучков, каждый из которых содержит несущую пластину 54, содержащую множество соединенных вместе удерживающих элементов 52, например, расположенных в форме окончательной головки щетки или некоторой ее части. На ФИГ. 3D-3F соответственно показаны держатели 50D, 50E и 50F пучков. Каждый из держателей 50D-50F пучков содержит сеть держателей пучков, которая имеет множество отдельных удерживающих элементов 52, соединенных друг с другом посредством ряда прядей или образующих сеть соединений 55. Таким образом, следует понимать, что удерживающие элементы 52 могут представлять собой отдельные дискретные или соединенные между собой блоки, например, несущей пластиной 54 или образующими сеть соединениями 55. Аналогично держателям 50В и 50С пучков, удерживающие элементы 52 и/или отверстия 51 держателей 50D-50F пучков могут быть размещены по необходимой схеме для пучков 21 при полностью собранной головке щетки или какой-либо ее части.
[0051] В одном варианте реализации держатели 50 пучков выполнены путем операции литья, такой как литье под давлением. Фактическая форма и размер держателя 50 пучков, количество, размер и форма отверстий 51 и т.д. могут быть заданы и определены формой, используемой для формования держателя 50. После формования и охлаждения держателя 50, при необходимости, он может быть удален из формы, при этом он готов для дальнейшей обработки сразу же или позже и/или в другом месте.
[0052] В соответствии с раскрытыми и предусмотренными в настоящем документе вариантами реализации по меньшей мере часть держателя 50 пучков может быть удалена перед сборкой удерживающих элементов 52 в головке 10 щетки. В одном варианте реализации удаление лишнего материала выполняют путем штамповочного инструмента 100, показанного на ФИГ. 4. Например, штамповочный инструмент 100 может содержать пресс, пуансон, штамп или матрицу, которая принудительно зацепляет держатель 50 пучков, находящийся в прессовой матрице или рабочей пластине 101, как показано на ФИГ. 5B, для разрезания, отсоединения или иного отделения одной или более частей держателя 50 пучков друг от друга.
[0053] Прессовая матрица 101 или рабочая пластина имеет ряд отверстий 103, выполненных с возможностью соответствия размеру, форме и расположению удерживающих элементов 52 в держателе 50 пучков. А именно, отверстия 103 прессовой матрицы или рабочей пластины 101, показанной на ФИГ. 5A-5C, соответствуют размеру, форме и схеме держателя 50C пучков, показанного на ФИГ. 3C. Таким образом, как показано на ФИГ. 5B, удерживающие элементы 52 держателя 50C пучков могут быть вставлены в отверстия 103 рабочей пластины 101 прессовой матрицы. Прессовая матрица или рабочая пластина 101 вместе с держателем 50C пучков может быть загружена в штамповочный инструмент 100 и отштампована ним. Как изображено на ФИГ. 5C, операция штамповки может отсоединить или отделить удерживающие элементы 52 от лишнего материала 59. Лишний материал 59 может быть отдан на вторичную переработку или утилизацию, тогда как удерживающие элементы 52 могут оставаться в отверстиях 103 рабочей пластины 101 или они могут быть удалены для дальнейшей переработки. Рабочая пластина 101 может быть использована для облегчения общих манипуляций с держателем 50 пучков и/или загрузки держателя 50 пучков в другие инструменты, такие как блок для тафтинга или другое оборудование, используемое для создания готовой головки 10 щетки. В одном варианте настоящего изобретения рабочая пластина 101 с держателем пучков в ней может быть расположена сверху основной пластины 110 с отверстиями подобного размера и формы в подобных положениях, а держатель пучков может быть перемещен с рабочей пластины в основную пластину 110. Следует также отметить, что некоторая часть или весь лишний материал 59 держателя 50 пучков может быть удален с помощью других процессов, например, резки, или с помощью множества процессов, выполняемых последовательно, на данном этапе или других этапах процесса изготовления.
[0054] Для упрощения выполнения манипуляций с многообразием держателей 50 пучков может быть использована одна или более прессовых матриц или рабочих пластин 101. Прессовая матрица или рабочая пластина 101b показана на ФИГ. 6A-6B. А именно, рабочая пластина 101B имеет отверстия 103B, форма, размер и схема которых соответствуют удерживающим элементам 52 держателя 50D пучков, показанного на ФИГ. 3D, как показано на ФИГ. 6B. Отверстия 103B в прессовой матрице 101B способствуют штамповке держателя 50D пучков непосредственно в прессовой матрице 101.
[0055] Кроме того, рабочая пластина 101B может иметь набор канавок или выемок 104, которые имеют такую форму и размер, чтобы принимать образующие сети соединения 55 держателя 50D пучков. Таким образом, например, канавки 104 могут способствовать размещению и удержанию держателя 50D пучков в ходе изготовления. Следует отметить, что рабочие пластины 101, раскрытые и представленные в настоящем документе, могут быть съемным образом отделены от основной пластины 110 или других компонентов штамповочного инструмента 100, например, для упрощения дальнейшей обработки соответствующего держателя пучков, перемещаемого рабочей пластиной 101. Таким образом, рабочая пластина 101B вместе с держателем 50 пучков, отштампованным в рабочей пластине, оставшимся в канавках 104, может быть отделена от лишнего материала, при необходимости, для дальнейшей переработки.
[0056] Рабочая пластина 101C в соответствии с еще одним вариантом реализации показана на ФИГ. 7A-7B. В отличие от рабочей пластины 101B, рабочая пластина 101C имеет отверстие 103C, общая форма, размер и/или схема которого соответствуют несущей пластине 54 держателя 50B пучков, показанного на ФИГ. 3B (а не отдельным удерживающим элементам 52). Таким образом, некоторая часть или полностью вся несущая пластина 54 может оставаться с удерживающими элементами 52 в течение различных этапов изготовления, и/или может быть включена в головку 10 щетки в ходе конечной сборки. Например, в одном варианте реализации штамповочный инструмент 100 может быть выполнен с наличием пробивного или штамповочного элемента для удаления лишь части несущей пластины 54 для изменения формы держателя 50B пучков до формы держателя 50F пучков, показанного на ФИГ. 3F. Иными словами, лишние части несущей пластины 54 могут быть удалены для того, чтобы оставить только образующие сети соединения 55. Еще в одних вариантах реализации несущая пластина 54 может быть использована без удаления каких-либо лишних частей.
[0057] В одном варианте реализации держатель 50 пучков сформирован путем переформования держателя 50 пучков непосредственно на соответствующую рабочую пластину 101. Таким образом, рабочая пластина 101 вместе с необработанным образцом держателя 50 пучков может быть размещена непосредственно на основной пластине 110 и обработана с помощью производственного оборудования, например, отштампована штамповочным инструментом 100. Рабочие пластины 101 могут быть выполнены из любого подходящего материала, такого как металл или другой жесткий материал, для упрощения выполнения манипуляций с держателем 50 пучков при зацеплении с рабочей пластиной 101, а также для обеспечения возможности повторного использования рабочей пластины 101 для множества операций штамповки или других процессов изготовления.
[0058] Один вариант реализации основной пластины 110 показан на ФИГ. 8A и в поперечном сечении на ФИГ. 8B. Основная пластина 110 имеет углубленную область 111, выполненную с возможностью приема рабочих пластин 101 или других производственных пластин, как описано в настоящем документе (как показано на ФИГ. 9). Таким образом, в соответствии с одним вариантом реализации основная пластина 110 вместе с рабочей пластиной 101, расположенной в углубленной области 111, может быть использована в ходе штамповки для штамповки удерживающих элементов 52 непосредственно в соответствующие отверстия 109 в основной пластине 110.
[0059] Кроме того, на ФИГ. 8B показано, что основная пластина 110 имеет удерживающие элементы 52, которые уже вставлены в отверстия 109 посредством штамповки, как описано выше, или посредством некоторого другого процесса, такого как вставка вручную. Как было отмечено выше, держатель 50 пучков может содержать отдельные удерживающие элементы 52, такие как показанные на ФИГ. 8B, или держатель 50b, 50c пучков может содержать множество удерживающих элементов 52, соединенных несущей пластиной 54, или держатель 50d, 50e, 50f пучков может содержать множество удерживающих элементов 52, соединенных образующими сеть соединениями 55.
[0060] Как показано на ФИГ. 8B, основная пластина 110 имеет отверстия 109, которые соответствуют каждому отверстию 51 в удерживающих элементах 52. Следует отметить, что диаметр или габаритные размеры отверстий 109 могут быть выполнены такими, что удерживающие элементы 52 удерживались основной пластиной 110 в необходимом положении (например, отверстия 109 могут быть сужаться сверху вниз). Конфигурация отверстий 109 подходит для задания формы, длины, конфигурации и формы поперечного сечения пучков 21 щетинок, подлежащих вставке в ходе последующих этапов процесса изготовления. Как описано более подробно ниже, основная пластина 110 может содержать регулировочный элемент, выполненный с возможностью обеспечения помощи при задании длины и/или контура свободных концов 25 пучков 21 щетинок, такой как контурная вставка 114.
[0061] На фигуре 9 показан блок 130 для тафтинга в соответствии с одним вариантом реализации. Блок 130 для тафтинга может быть выполнен с возможностью формирования множества прядей 22 щетинок в пучки 21 щетинок, которые вставляют в каждое из множества отверстий 51 в удерживающих элементах 52, как показано на ФИГ. 10A. Например, как показано на ФИГ. 9, блок 130 для тафтинга может содержать устройство 132 для вставки пучков, которое может быть выровнено с соответствующими отверстиями 103 в рабочей пластине 101, которая вставлена в основную пластину 110 (например, удерживается в углубленной области 111). Прессовая матрица или рабочая пластина 101 имеет множество сквозных отверстий 103. Отверстия 103 в рабочей пластине 101 выровнены с отверстиями 51 в держателе 50 пучков и отверстиями 109 в основной пластине 110. Когда различные отверстия 103, 51, 109 в рабочей пластине 101, держателе 50 пучков и основной пластине 110 выровнены, при работе блок 130 для тафтинга принудительно вводит в них щетинки (например, механическим путем, посредством воздуха под давлением и т.д.) для формирования пучков 21 щетинок, имеющих форму и размер, соответствующие отверстиям. Следует понимать, что рабочая пластина 101 может представлять собой пластину матрицы, направляющую пластину или другую пластину. Следует отметить, что при необходимости тафтинг может выполняться перед указанной выше штамповкой или резкой держателей пучков.
[0062] Как можно понять, пучки 21 щетинок должны иметь надлежащую форму, размер и диаметр для посадки в каждое соответствующее отверстие. Концы пучков 21 щетинок, которые находятся внутри основной пластины 110, как показано на ФИГ. 10A, станут свободным концом 25 пучков 21 щетинок в узле 10 головки щетки, тогда как часть пучков 21 щетинок, которые выступают над основной пластиной 110, как показано на ФИГ. 9, станут ближним концом 23 пучков 21 щетинок.
[0063] Возможно, что после тафтинга потребуется подрезать ближние концы 23 пучков 21 щетинок до однородной высоты для обеспечения надлежащего уплотнения в ходе последующего этапа скрепления. Для выполнения подрезания, как показано на Фиг. 10A, режущая пластина 116, имеющая высоту H, может быть помещена в выемку 111 на основной пластине 110 на ближнем конце 23 пучка 21. Режущая пластина 116 может представлять собой ту же пластину, что и рабочая пластина 101, или другую пластину. Для подрезания длины пучка 21 щетинок может быть использован нож или режущий инструмент 117 путем удаления лишней части пучка 21 волокон, выступающей над пластиной 116. Таким образом, как показано на ФИГ. 10B, длина пучка 21 щетинок, выходящая из ближней стороны 53 удерживающего элемента 52, будет приблизительно равняться высоте H пластины 116, когда пластина 116 удалена. Например, эта заранее заданная длина ближнего конца 23 пучка 21 щетинок может быть полезна для помощи при оптимальном и прогнозируемом создании части 26 головки с ближними концами в ходе скрепления.
[0064] После тафтинга ближние концы 23 пучков 21 щетинок могут быть скреплены с ближней стороной 53 удерживающих элементов 52, например, путем плавления, сварки, приклеивания или другой техники, с образованием части 26 головки с объединенными ближними концами, как было отмечено выше относительно ФИГ. 2A-2B, а также показано на ФИГ. 11A-11C. Три различных примера держателей 50 пучков после тафтинга показаны на ФИГ. 11A-11C. Более конкретно, на ФИГ. 11A показан держатель 50D пучков после тафтинга с пучками 21 щетинок, которые проходят в отверстия основной пластины 110. На ФИГ. 11B показан держатель 50B пучков после тафтинга с пучками 21 щетинок, расположенный на рабочей пластине 101C. На ФИГ. 11C показан держатель 50A пучков (один из удерживающих элементов 52) с пучком 21 щетинок, сплавленный для формирования части 26 головки с объединенными ближними концами по меньшей мере из части пучка 21 щетинок и части ближнего конца удерживающего элемента 52.
[0065] В одном варианте реализации скрепление выполняют путем плавления прядей 22 щетинок отдельно или вместе с частью удерживающего элемента 52. Тепло может исходить от источника тепла, который входит в прямой физический контакт с ближним концом 23 пучков щетинок и/или ближней стороной 53 удерживающих элементов 52, такого как лазер. В качестве альтернативы, тепло может исходить от нагретого воздуха или любого из широкого количества других источников тепла, которые могут находиться в прямом физическом контакте, близко или могут быть направленными. Как было отмечено выше, формирование прядей 22 щетинок и удерживающих элементов 52 из материала с одинаковым или схожим составом, преимущественно, может улучшить скрепление за счет использования одинаковой или схожей точки плавления.
[0066] Несколько вариантов реализации признаков, обеспечивающих возможность регулировки характеристик свободного конца 25 пучков 21 щетинок, могут быть оценены после ознакомления с ФИГ. 12A-12C. На ФИГ. 12A каналы 112 для пучков расположены в виде глухих отверстий, которые заканчиваются в основной пластине 110. Как было описано выше, нижняя поверхность глухих отверстий может быть задана в виде заданного расстояния от отверстий 109, в которых усажены удерживающие элементы 52 в ходе тафтинга. То есть дно каждого глухого отверстия обеспечивает стопор для части прядей 22 щетинок, которые в конечном счете становятся свободным концом 25 пучков 21 щетинок в готовой головке щетки, так что пучки 21 щетинок поддерживаются на надлежащей длине в ходе процесса изготовления. Кроме того, глухие отверстия поддерживают пряди 22 щетинок в ходе процесса изготовления, когда пряди 22 щетинок вставлены (например, посредством блока 130 для тафтинга). Помимо длины, каналы 112 для пучков, расположенные в виде глухих отверстий, могут иметь различные заданные формы, размеры или контуры. Например, первое глухое отверстие 118A показано с несколько большим диаметром чем другие, тогда как второе глухое отверстие 118B показано несколько более коротким чем другие и с изогнутой нижней поверхностью для создания изогнутого контура для свободного конца 25 пучка 21 щетинок, который вставлен в глухое отверстие 118B.
[0067] На ФИГ. 12B показано, что основная пластина 12B содержит контурную вставку 114, что также показано на ФИГ. 8B. Как было отмечено ранее, контурная вставка 114 может быть использована для задания формы свободного конца 25 пучка 21 щетинок в узле 10 головки щетки. Например, контурная вставка 114, показанная на ФИГ. 12B, будет обеспечивать готовую головку щетки, которая имеет форму пучков щетинок с переменной длиной и углом поверхности, которые задаются пучками 21, зацепляющимися за поверхность 114a контурной вставки 114. Можно понять, что могут быть обеспечены другие формы, такие как плоская чистящая поверхность, в которой, например, свободные концы 25 всех пучков 21 щетинок выступают на одинаковое расстояние, исходя из формы используемой контурной вставки 114. Контурная вставка 114 может быть расположена в виде съемного и взаимозаменяемого компонента, так что может быть достигнут широкий ряд желаемых форм щетинок готовой головки щетки вместе с одной и той же основной пластиной 110.
[0068] Еще в одной компоновке, показанной на ФИГ. 12C, каждый из каналов 112 для пучков может быть снабжен штырем 116, имеющим ту же форму и диаметр, что и каналы 112 для пучков. Например, штыри 116 могут быть выполнены с возможностью движения в каналах 112 для пучков для обеспечения возможности задания длины каналов 112 для пучков регулируемым образом. Штыри, имеющие разные углы к поверхности, могут быть предусмотрены для изменения контура чистящей поверхности, обеспечиваемого свободными концами 25. Таким образом, следует понимать, что штыри 116 в целом имеют то же функциональное назначение, что и контурная вставка 114 и глухие отверстия 118, например, для формирования желаемой формы, длины и контуров области щетинок и/или чистящей поверхности готовой головки щетки.
[0069] Готовый узел головки 10 щетки может быть оценен на ФИГ. 13A-13C. На ФИГ. 13A показан вид сверху основной пластины 110, имеющей каналы 112 для пучков и выполненные в ней выемки 109, как описано выше, т.е. для приема пучков 21 щетинок и удерживающих элементов 52, соответственно. Таким образом, после штамповки, тафтинга, скрепления и т.д. полностью формируются узлы 20 объединенных пучков, и они могут быть расположены с удерживающими элементами 52 в выемках 109, а свободные концы 25 пучков 21 щетинок - в каналах 112 для пучков.
[0070] Кроме того, основная пластина 110 может иметь выемку или полость 120, в целом имеющую форму головки 10 щетки, шейки 40 и/или матрицы 30. После того, как узлы 20 объединенных пучков были созданы и размещены в основной пластине 110, шейка 40 может быть расположена таким образом, чтобы выравнивать основание 42 относительно частей 26 головки с объединенными ближними концами в узлах 20 объединенных пучков. Например, как изображено на ФИГ. 13B полость 120 может быть надлежащим образом выравнивать основание 42 шейки 40 с узлами 20 пучков, когда шейка 40 расположена в полости 120. Кроме того, в ходе этого этапа изготовления могут быть добавлены и неподвижно удерживаться любые желаемые заранее изготовленные детали (например, электронные детали, дополнительные кольца, пружины или любые другие компоненты). Любые такие детали могут быть отлиты в готовую головку щетки, как описано в последующих этапах в настоящем документе.
[0071] После этого, компоненты могут быть переформованы матрицей 30 путем введения материала, например, в жидком или текучем состоянии, в пространство, образованное между основанием 42 и частями 26 головки с объединенными ближними концами в узлах 20 объединенных пучков. Матрица 30 отверждается для скрепления шейки 40 и узлов 20 пучков друг с другом за счет по меньшей мере частичного охватывания или инкапсуляции основания 42 и узлов 20 пучков, как показано на ФИГ. 13C, тем самым формируя узел 10 головки щетки. В соответствии с вариантом реализации матрица 30 предпочтительно выполнена из эластомерного материала, такого как гибкий термопластичный эластомер (ТПЭ) или силиконовый каучук. Следует понимать, что в одном варианте реализации шейка 40 не предусмотрена в виде заранее сформованного элемента, а вместо этого, матрица 30 и шейка 40 формуют одновременно и из одинакового материала путем введения подходящего материала в полость 120. На ФИГ. 14A и 14B соответственно показаны дополнительные примеры головки 10 щетки в готовом состоянии.
[0072] Ссылаясь на ФИГ. 15, в одном варианте реализации представлен способ 200 изготовления одного или более различных вариантов реализации и воплощения головки 10 щетки, которые описаны или иным образом представлены в настоящем документе. На этапе 210 формуют держатель 50 пучков, например, путем литья любым известным процессом литья. Держатель пучков содержит один или более удерживающих элементов 52 со сквозным отверстием 51.
[0073] На необязательном этапе 220 способа 200 держатель пучков может быть обработан для изменения, задания или определения размера или формы держателя пучков или удерживающих элементов, или сквозных отверстий. Например, держатель пучков может быть подвергнут штамповке или резке для удаления лишнего материала 59. Например, держатель пучков может представлять собой несущую пластину 54, подвергнутую дополнительной обработке с образованием, приданием формы, приданием размера или удалением одного или более образующих сеть соединений 55 на этапе 220 (например, с помощью штамповочного инструмента 100, рабочей пластины 101 или иного способа, описанного относительно ФИГ. 4-7B).
[0074] На этапе 230 удерживающие элементы держателя пучков располагают в соответствующих выемках 109 рабочей пластины сразу после формования на этапе 210 или после обработки на этапе 220. В одном варианте реализации этапы 220 и 230 по существу объединяют таким образом, что удерживающие элементы непосредственно штампуются в выемки рабочей пластины одновременно с удалением лишнего материала (как описано относительно ФИГ. 4-7B).
[0075] На этапе 240 способа 200 щетинки размещают в виде пучков и вставляют (например, посредством блока 130 для тафтинга) через отверстия 51 в удерживающих элементах 52. На необязательном этапе 250 ближний конец 23 и/или свободный конец 25, находящийся напротив ближнего конца пучков 21 щетинок, может быть отрегулирован по длине, форме, размеру, контуру и т.д. Например, основная пластина может содержать регулировочный элемент, такой как вставка, имеющий контурную поверхность 114 или глухие отверстия 118 и штыри 119 для приема и задания контура свободных концов. При необходимости, ближние концы пучков щетинок могут быть срезаны или подрезаны для обеспечения желаемой высоты с использованием режущей пластины 116 и ножа или режущего инструмента 117.
[0076] На этапе 260 способа ближний конец 23 щетинок 22 из пучков 21 щетинок скрепляют вместе и/или скрепляют по меньшей мере с частью ближней стороны удерживающего элемента 50 для формирования части 26 головки с объединенными ближними концами. Сразу после совместного скрепления частью 26 головки с объединенными ближними концами, каждая соответствующая пара пучков щетинок и удерживающих элементов формирует узел 20 объединенных пучков. В одном варианте реализации скрепление обеспечивается путем применения тепла к ближнему концу пучков щетинок и удерживающим элементам для совместного плавления компонентов. Тепло может исходить от источника тепла, который входит в прямой физический контакт с ближним концом пучков щетинок и/или удерживающими элементами. В качестве альтернативы, тепло может исходить от нагретого воздуха или любого из широкого количества других источников тепла, которые могут находиться в прямом физическом контакте, близко или могут быть направленными. За счет выполнения прядей щетинок и удерживающих элементов из материала одного или схожего состава, а, следовательно, имеющего одинаковую или подобную точку плавления, хорошее скрепление может быть облегчено.
[0077] На необязательном этапе 270 держатель пучков может быть подвергнут обработке для удаления какого-либо лишнего материала, если это уже не было выполнено ранее в процессе изготовления (например, на этапе 220). Например, как было описано выше относительно этапа 220, он может включать удаление части или всей несущей пластины, образующего сеть соединения и т.д. Как также было описано выше, этап 270 может не выполняться, например, если полностью вся несущая пластина 54 содержится в узле 10 головки щетки при полной сборке.
[0078] На этапе 280 способа 200 узлы пучков могут быть вставлены в основную пластину (если уже не вставлены) и шейку 40 для щетки, расположенную относительно узлов пучков. Например, он может включать помещение шейки в соответствующую полость 120 основной пластины, которая выравнивает часть основания 42 шейки 40 относительно узлов объединенных пучков. После размещения, материал матрицы 30 переформуют по меньшей мере вокруг части узлов объединенных пучков и шейки путем введения материала в пространство между шейкой и узлами объединенных пучков. Матрица может содержать эластомерный материал. Сразу после отверждения, матрица по меньшей мере частично охватывает или инкапсулирует узлы объединенных пучков и шейку вместе, тем самым формируя узел головки щетки.
[0079] Следует понимать, что в соответствии с раскрытыми и предполагаемыми вариантами реализации одна и та же рабочая пластина или основная пластина (101, 110) может быть использована для множества различных этапов изготовления, таких как литье, штамповка, тафтинг, скрепление, подрезание/регулировка щетинок и/или переформование. В других вариантах реализации частично изготовленные компоненты могут быть перенесены с одной рабочей пластины или основной пластины на другую рабочую пластину или основную пластину. Кроме того, следует понимать, что каждый из этапов способа 200 является необязательным и/или может быть осуществлен в ином порядке по сравнению с показанным. Преимущественно, эти признаки обеспечивают гибкость в части времени и места для любого из этапов изготовления, при этом также обеспечивая возможность того, чтобы каждый этап следовал за другим, при необходимости.
[0080] Как было отмечено в настоящем документе, лазерная сварка может быть особенно предпочтительной в некоторых вариантах реализации для скрепления щетинок и удерживающих элементов между собой. При лазерной сварке используют по меньшей мере часть ближнего конца 23 щетинок 22, а также смежные части удерживающих элементов 52 при формировании части 26 головки с объединенными ближними концами в виде полностью уплотненного единого элемента. Соответственно, лазерная сварка может работать при некоторых предварительно заданных рабочих характеристиках (например, длина волны лазерного излучения, результирующая температура нагреваемых материалов, частота пульсации или продолжительность непрерывной работы, диаметр луча, скорость, с которой луч выполняет перемещение через ближний конец 23 и т.д.) для плавления соответствующих материалов до предсказуемой глубины и/или с предсказуемым(и) профилем(ями) глубины по ширине (в поперечном/радиальном направлении) каждого из узлов 20 пучков.
[0081] Операции лазерной сварки могут быть выполнены в одной или более зонах сварки. Зоны сварного шва могут представлять собой первую зону сварного шва, примыкающую к ближней стороне 53 удерживающего элемента 52, в которой только материал удерживающего элемента 52 подвержен расплавлению и преобразованию, т.е. не происходит интеграции в него каких-либо прядей 22 щетинок. В боковом или радиальном направлении внутрь первой зоны может быть образована вторая зона, в которой часть удерживающего элемента 52 и прядей 22 щетинок сплавлены и объединены вместе. Может быть образована третья зона, в которой только щетинки 22 сплавлены и объединены вместе, т.е. без интеграции какого-либо материала из удерживающего элемента 52.
[0082] При использовании совместимых материалов вторая зона может преимущественно объединять материалы как из удерживающих элементов 52, так и из щетинок 22, и способствовать объединению вместе первой и третьей зон в виде непрерывной, единой, уплотненной структуры, например, части 26 головки с объединенными ближними концами. Любая из описанных выше зон сварки может быть образована с предварительно выбранными размерами (например, поперечным расстоянием и/или продольной глубиной) и/или с некоторыми предварительно выбранным(и) размерным(и) профилем(ями) в соответствующей зоне, например, с градиентом в поперечном/радиальном направлении через узел 20 пучков и/или через любую из зон. Ожидается, что третья зона (включая только материал из щетинок 22) во многих вариантах реализации будет самой большой зоной, в зависимости от размера поперечного сечения пучков 21 и толщины удерживающих элементов 52.
[0083] Выбранная величина энергии или разновидности энергий сварки, площадь/объемы, на которые направлена энергия/разновидности энергии, длительность подачи энергии/разновидностей энергии и другие параметры могут претерпевать изменение поперек пучка 21 или носителя 50 пучков и/или поперек конкретного пучка конкретного удерживающего элемента 52 держателя 50 пучков. В отношении любого держателя параметры сварки могут быть выполнены с возможностью обеспечения прочных, полных, уплотненных и обладающих иными необходимыми свойствами сварных швов для каждого элемента держателя пучков. Например, конкретные параметры сварки могут быть отрегулированы для удовлетворения одного или нескольких различных факторов, таких как: (a) необходимая форма/размеры сварного шва для установления величины силы удержания пучка, обеспечиваемой сварным швом, и других структурных и эксплуатационных целей, связанных со сварным швом; (b) форма пучка, размерности, размер и т.д.; (c) форма, размерности, размер и т.д. держателя пучков или удерживающего элемента; (d) выравнивание/ориентация пучка по отношению к его удерживающему элементу (например, определение расстояния(ий), такого(их) как высота Н, до которого(ых) нити выступают от ближнего конца удерживающего элемента); (e) выравнивание/ориентация держателя пучков или удерживающего элемента пучков относительно основания, например, для установки рабочих характеристик пучков после окончательной сборки головки щетки; (f) форма, структура(ы), тип, материалы и т.д. нити(ей); и/или (g) форма, структура(ы), тип, материалы и т.д. несущего/удерживающего элемента. Конфигурация сварки может быть оптимизирована, например, для получения необходимых и надлежащих сварных швов за минимальное или иным образом заданное количество времени или энергии (например, для минимизации или предотвращения горения или другой активности, которая способна изменить природу сварного шва или любого материала).
[0084] Один или более выбранных сварных швов могут быть выполнены посредством введения вспомогательного материала в выбранную область сварки. В качестве примера, вспомогательный материал может быть введен на ближнем конце выбранных или всех нитей, так что при сварке обеспечен сварной шов, который объединяет щетинки 22 со вспомогательным материалом и удерживающим элементом 52 в местах, достаточно близких к удерживающему элементу 52. Введение выбранного материала может быть выполнено посредством нанесения вспомогательного материала, например, в виде нити, порошка, жидкости и т.д. на область сварки, в виде выбранной массы или объема во время сварки. Вспомогательный материал может представлять собой такой же или подобный материал, что и нити 22 щетинок или удерживающий элемент 52, некоторая их комбинация или не представлять ни одну из них.
[0085] Например, как показано на ФИГ. 16, в одном варианте реализации одна или более пластин, крышек, обшивок, покрытий или других твердотельных объемов, содержащих определенное количество вспомогательного материала, могут быть нанесены на, над или рядом с выбранной(ыми) областью(ями) для сварки. Например, в случае пластины ее выбранная область может предусматривать ее выход за пределы периметра пучка (например, в поперечном или радиальном направлении) для перекрытия части 26 головки с объединенными ближними концами. Таким образом, после сварки пластина образует крышку 27, как показано на ФИГ. 16, которая покрывает всю или практически всю часть 26 головки с объединенными ближними концами удерживающего элемента 52 и пучка 21 после сварки. Посредством этого или другого способа введения вспомогательного материала в предполагаемую область сварки может быть улучшено, например, обеспечиваемое сваркой уплотнение, например, для предотвращения или затруднения проникновения других материалов между щетинками 22 и/или удерживающим элементом 52 во время последующего переформования или других процессов сборки.
[0086] В одном варианте реализации процесс лазерной сварки выполнен с использованием пластины или материала, проницаемого для луча лазера. В этом способе сварки с пропусканием луч лазер способен проходить через пластину для выполнения сварки пучка и удерживающего элемента и выделения при этом тепловой энергии, достаточной для соединения пластины с удерживающим элементом 52 и/или пучком 21. Пластина может быть размещена над частью 26 головки с объединенными ближними концами посредством приложенного зажимного давления. Ссылаясь на ФИГ. 16, крышка 27 может быть выполнена из материала, проницаемого для луча 99 от лазерного устройства, так что луч 99 проходит через крышку 27 и сплавляет вместе пучок 21 щетинок и/или удерживающий элемент 52 на внешней поверхности 26’ части 26 головки с объединенными ближними концами. Тепло, вырабатываемое на внешней поверхности 26’, может быть также достаточным для скрепления крышки 27 с пучком 21 щетинок и/или удерживающим элементом 52, что, тем самым, уплотняет и/или образует часть 26 головки с объединенными ближними концами.
[0087] Ссылаясь на ФИГ. 17, в одном варианте реализации представлен способ 300 изготовления узлов 20 объединенных пучков согласно вариантам реализации и воплощения, описанным или иным образом предусмотренным в настоящем документе. Следует понимать, что этапы способа 300 в целом могут быть взаимозаменены или включены, по мере необходимости, с или между этапами других раскрытых в настоящем документе способов, таких как способ 200. Подобным образом, этапы других способов, раскрытых в настоящем документе, могут быть взаимозаменены и/или включены в способ 300. На этапе 310 способа 300 обеспечивают держатель 50 пучков, содержащий один или более удерживающих элементов 52. На этапе 312 способа 300 обеспечивают множество пучков 21 щетинок, каждый из которых содержит множество прядей 22 щетинок.
[0088] На этапе 320 способа 300 по меньшей мере один из пучков щетинок вставляют в отверстие 51 каждого из удерживающих элементов держателя пучков. На этапе 330 длина, контур или конфигурация ближнего конца 23 или свободного конца 25 пучков щетинок могут быть подрезаны или иным образом отрегулированы (например, как обсуждено относительно этапа 250 способа 200).
[0089] На этапе 330 лазер используют для сварки вместе ближнего конца пучка щетинок или ближнего конца пучка щетинок и по меньшей мере части ближней стороны 53 удерживающего элемента. После охлаждения или отверждения иным способом, лазерная сварка создает ближнюю часть 26 головки. Этап 330 может включать добавление вспомогательного материала (например, крышки 27) для содействия в создании или уплотнении сварного шва.
[0090] После образования и остывания части головки с ближними концами сварного узла пучков этот сварной узел пучка может быть подвергнут дальнейшей обработке, либо сразу после этого, либо в другом месте и в другое время. Например, в одном варианте реализации сварные узлы пучков могут быть расположены относительно шейки головки щетки (например, шейки 40) и подвергнуты переформованию вместе с шейкой посредством матрицы (например, матрицы 30) для образования законченной головки щетки (например, головки 10 щетки).
[0091] Как было отмечено в настоящем документе, держатели 50 пучков могут быть образованы путем штамповки. Следовательно, на ФИГ. 18 показана линия 150 серийного производства для изготовления головок щеток, например, головки 10 щетки, с использованием штамповки. Различные этапы или стадии, реализуемые линией 150 производства, наилучшим образом могут быть оценены на ФИГ. 19A-19E, которые обозначены соответствующим номером стадии с ФИГ. 18 в скобках. На стадии [1] на линию 150 производства подают материал 60 основы в форме заготовки. Материал 60 основы может быть подан с рулона 151 или в некоторой другой форме, такой как полоса 151a, пластина и т.д. (не показано). Как описано более подробно ниже, материал 60 основы может иметь ширину и толщину, достаточные для того, чтобы выступать за удерживающие элементы 52. Материал 60 основы может быть сформирован такой длины, чтобы удерживающие элементы 52 для некоторого количества головок щеток могли изготавливаться последовательно из одной и той части материала основы, например, по мере разворачивания материала 60 основы с рулона 151 или подачи полосы материала 151a основы (не показана) в производственное оборудование. В некоторых компоновках материал 60 основы может иметь одно или более направляющих отверстий 61 для содействия переходу материала 60 основы между различными единицами производственного оборудования и/или для поддержания материала 60 основы в надлежащем положении и натяжении на производственном оборудовании, например, путем скрепления отверстий 61 с соответствующими штырями производственного оборудования.
[0092] На стадии [2] сквозь материал 60 основы штампуют множество отверстий 62. Как можно увидеть на ФИГ. 19A-19C, в материале 60 основы могут быть отштампованы отверстия 62 различных размеров, форм и в различных положениях. Таким образом, каждое отверстие 62 и/или все они вместе может/могут быть предусмотрены в таких размерах, формах и/или схемах расположения, чтобы отражать запланированную схему расположения пучков 21 щетинок в узле 10 головки щетки после сборки. Как будет лучше понятно исходя из представленного ниже раскрытия, удерживающие элементы 52 выполнены из материала 60 основы, при этом каждое отверстие 62 обеспечивает средство для вставки пучка щетинок через него, так что пучок щетинок может быть закреплен посредством удерживающих элементов 52 или через них. Стадию [2] могут осуществлять с использованием матричного и/или штамповочного пресса 152. Если необходимы другие конечные конфигурации щетинок, для других конфигураций могут быть использованы другие штамповочные матрицы.
[0093] В ходе штамповки материал 60 основы и/или его части могут быть зацеплены в формовочной или основной пластине 110 или на ней. Сразу после штамповки материала 60 основы, он становится готовым для дальнейшей обработки, либо немедленно, либо в более позднее время и/или в другом месте. В случае более позднего времени и/или другого мета, отштампованный материал 60 основы может быть скатан или сложен и позже раскатан или разложен вновь для дальнейшей обработки на том же или другом производственном оборудовании. Материал 60 основы может оставаться в форме (например, основной пластине 110) в ходе множества стадий, или же он может быть перемещен между разными формами (например, основной пластиной 110), например, специально предназначенными для каждой стадии, при необходимости.
[0094] На стадии [3] один или более пучков 21 щетинок вставляют в множество отверстий 62 в материале 60 основы. Как можно понять, каждый пучок 21 щетинок должен иметь надлежащий размер для посадки в каждое соответствующее отверстие 62 и/или размер и форма отверстий 62 задают соответствующие форму и размер соответствующего пучка 21 щетинок, когда отверстия 62 заполнены прядями 22 щетинок.
[0095] Ближний конец 23 и свободный конец 25 могут быть отрегулированы любым описанным в настоящем документе способом, например, посредством контурной пластины, штырей, глухих отверстий, режущей пластины, ножа и т.д. Например, на ФИГ. 19A-19B часть пучков 21 показана выступающей из ближней стороны 63 материала 60 основы на стадии [3], и эту выступающую часть удаляют на стадии [3.1]. В одном варианте реализации выступающая часть может быть подрезана до заданной высоты, например, для облегчения последующих процессов скрепления, в частности, плавления или других процессов, которые склонны к частичному использованию прядей 22 щетинок в ходе скрепления. Резка или подрезание щетинок 22 может быть выполнено ножом или другим режущим инструментом, например, проходя вдоль поверхности ближней стороны 63 материала 60 основы.
[0096] На стадии [4] ближние концы 23 множества пучков 21 щетинок скрепляют вместе, что может включать в себя скрепление пучков 21 с окружающим материалом 60 основы или по меньшей мере с его частью. Например, достаточное количество тепла для совместного плавления компонентов может быть применено для формирования части 26 головки с объединенными ближними концами, как описано выше относительно ФИГ. 2. Таким образом, следует понимать, что часть 26 головки с объединенными ближними концами может быть сформирована в виде комбинации одного или более из части ближней стороны 63 материала 60 основы и по меньшей мере части ближнего конца 23 пучков 21 щетинок, объединенных между собой. Скрепление может достигаться путем использования источника 155 тепла, такого как нагретый пресс, пуансон или штырь, который входит в прямой физический контакт с ближним концом 23 пучков 21 щетинок и/или ближней стороной 63 материала 60 основы. В качестве альтернативы, скрепление может достигаться путем использования нагретого воздуха, лазера для сварки, химического плавления или широким рядом любых других источников тепла. Как было отмечено выше, для формирования узла 20 объединенных пучков, материал 60 основы и пучки 21 щетинок могут быть выполнены из материала одинакового или схожего состава, такого как АБС, нейлон, полипропилен, или вариаций или комбинаций этих материалов.
[0097] На стадии [5], после формирования части 26 головки с объединенными ближними концами (и ее охлаждения или достаточного отверждения), в одном варианте реализации настоящего изобретения лишние части 64 материала 60 основы могут быть удалены, например, посредством штамповочного или режущего оборудования 156 для формирования отдельных узлов 20 объединенных пучков. Как показано, вместо отдельных узлов объединенных пучков может быть сформирована сеть 28 держателей пучков в виде группы удерживающих элементов 52 пучков, соединенных между собой прядями или сетями (например, в конечной схеме расположения щетинок для головки 10 щетки). Увеличенные виды удерживающих элементов 52 пучков и/или сети 28 держателей пучков на стадии [5] показаны на ФИГ. 19D. Стадия [5] может включать операцию предварительной резки, на которой удерживающие элементы 52 пучков и/или сеть 50’ держателей пучков по-прежнему прикреплена к материалу 60 основы посредством одной или более прядей или сетей. В одном варианте реализации настоящего изобретения стадию [5] изготовления не выполняют. В данном варианте реализации вместо формирования сети 28 держателей пучков путем удаления лишних частей 64 создают несущую пластину 29 из узлов объединенных пучков, что наилучшим образом показано на ФИГ. 19C на стадии [4]. В этом варианте реализации процесс изготовления переходит со стадии [4] непосредственно на стадию [6], и несущую пластину 29 из узлов объединенных пучков удаляют из материала 60 основы, как описано ниже.
[0098] На стадии [6] отдельные узлы 20 объединенных пучков и/или сети 29 держателей пуков в узлах объединенных пучков, или несущие пластины 29 в узлах объединенных пучков, могут быть полностью удалены из материала 60 основы. Увеличенный вид сети 28 держателей пучков показан на ФИГ. 19E. После того, как готовые узлы 20 объединенных пучков (по отдельности или соединенные между собой в сети 28 держателей пучков или несущей пластине 29 пучков) отделены от материала 60 основы, избыточный материал основы, оставшийся на рулоне, может быть подвергнут утилизации или вторичной переработке на стадии [10], что известно из стандартных технологий промышленной вторичной переработки.
[0099] На стадии [7] формируют шейку 40 в соответствии с любой желаемой известной или перспективной стандартной производственной технологией, например, путем литья шейки 40 из пластика с использованием формы. На стадии [8] шейку 40 и узлы 20 объединенных пучков (например, отдельно или в одном из держателей 50 пучков, таких как сеть 28 держателей пучков или несущая пластина 29 пучков) располагают друг относительно друга и подвергают переформованию посредством матрицы 30.
[00100] Следует понимать, что возможны вариации описанных выше производственных процессов. Например, описанные выше этапы и стадии могут выполняться при их необходимости, могут выполняться в другом порядке или могут быть заменены другими этапами или стадиями. В одном варианте реализации материал 60 основы штампуют таким образом, например, на стадии [3], что лишние части 64 материала 60 основы удаляются перед тафтингом. Таким образом, удерживающие элементы 52 пучков и/или сеть 50’ держателей пучков, вместо этого, подвергают тафтингу и затем скрепляют в щетинки после тафтинга, как описано выше. В одном варианте реализации удерживающие элементы 52, сеть 28 держателей пучков или несущая пластина 29 могут быть полностью отрезаны от материала 60 основы (например, как описано в отношении стадий [5-6]), и дальнейшая обработка (например, вставка пучков щетинок в соответствии со стадией [3], скрепление или плавление в соответствии со стадией [4], переформование в соответствии со стадией [8] и т.д.) может быть завершена (например, после отрезания от материала 60 основы, удерживающие элементы 52 и/или сеть 28 держателей, или несущая пластина 29 могут удерживаться в одной и той же форме до завершения). Еще в одних вариантах реализации частично обработанный материал 60 основы может быть перемещен между различными формами или единицами оборудования в одном и том же или других местах, объектах и/или в одно и то же или другое время.
[00101] Ссылаясь на ФИГ. 20, представлен способ 400 изготовления одного или более различных вариантов реализации и воплощения головки 10 щетки, которые описаны или иным образом представлены в настоящем документе. Как и в случае других раскрытых в настоящем документе способов, следует понимать, что этапы способа 400 в целом могут быть взаимозаменены или включены, по мере необходимости, с или между этапами других раскрытых в настоящем документе способов, таких как способы 200 или 300. Подобным образом, этапы других способов, раскрытых в настоящем документе, могут быть взаимозаменены и/или включены в способ 400.
[00102] На этапе 410 способа 400 обеспечивают полосу 151a или рулон 151 материала основы, как было описано выше в отношении стадии [1]. На этапе 420 в материале основы выполняют множество сквозных отверстий 62, имеющих такие размер, форму и схему расположения, чтобы отражать запланированное расположение щетинок в готовом узле 10 головки щетки, как было описано выше в отношении стадии [2].
[00103] При необходимости, в одном варианте реализации на этапе 430 материал основы штампуют или режут таким образом, что лишние части 64 материала основы удаляются с образованием одного или более отдельных удерживающих элементов 52 пучков и/или сети 28 соединенных между собой удерживающих элементов пучков. Удерживающие элементы и/или сеть держателей может быть полностью отрезана от материала основы перед последующей обработкой. После штамповки материала основы (для выполнения только отверстий или как отверстий, так и удерживающих элементов и/или сети держателей), он готов для последующей обработки сразу же или в более позднее время и/или в другом месте.
[00104] На этапе 440 способа 400 пучок 21 щетинок, содержащий множество прядей 22 щетинок, вставляют в каждое из отверстий, выполненных на этапе 420. В некоторых вариантах реализации на этапе 450 ближний конец 23 и/или свободный конец 25 пучков щетинок может быть подрезан или отрегулирован для задания желаемой длины и/или контура (например, с использованием контурной пластины, как описано в настоящем документе).
[00105] На этапе 460 способа 400 щетинки скрепляют. Например, этап 460 может включать применение тепла к ближнему концу множества пучков 21 щетинок для плавления щетинок и/или щетинок и материала основы вместе для формирования части 26 головки с ближними концами. В качестве альтернативы, для этапа скрепления может быть использована лазерная сварка, адгезивы или другие технологии скрепления.
[00106] Необязательный этап 470 похож на необязательный этап 430 и может выполняться, если этап 430 не был выполнен ранее. То есть на этапе 470, после формирования части головки с объединенными ближними концами в узле объединенных пучков, лишние части материала основы могут быть удалены для формирования отдельных удерживающих элементов пучков и/или группы соединенных между собой удерживающих элементов пучков, расположенных в сети держателей пучков. На этапе 480 способа 400 готовые удерживающие элементы пучков и/или сеть держателей пучков может быть отрезана от материала основы. Следует отметить, что при необходимости этап 480 может выполняться непосредственно перед этапом 430 или в качестве его части.
[00107] На этапе 490 способа 400 основание 43 шейки 40 головки щетки располагают относительно узлов 20 объединенных пучков путем размещения узлов 20 держателей пучков так, как описано выше. После этого матрица 30 может быть введена в пространство, созданное между узлами держателей пучков и шейкой головки щетки. После отверждения матрица охватывает или инкапсулирует по меньшей мере часть шейки и узлов объединенных пучков для формирования готового узла головки щетки (например, головки 10 щетки, показанной на ФИГ. 1А).
[00108] Все определения, определенные и используемые в настоящем документе, обладают преимуществом перед определениями в словарях, определениями в документах, включенных в качестве ссылок, и/или обычными значениями определенных терминов.
[00109] Грамматические показатели единственного числа, используемые в настоящем документе в описании и в формуле изобретения следует понимать как «по меньшей мере одно», если явным образом не указано обратное.
[00110] Выражение «и/или», используемое в настоящем документе в описании и в формуле изобретения, следует понимать как «один или оба» из элементов, объединенных таким образом, т.е. элементов, которые совместно присутствуют в некоторых случаях и раздельно присутствуют в других случаях. Несколько элементов, перечисленных с помощью «и/или», следует толковать одинаково, т.е. «один или более» элементов, объединенных таким образом. Другие элементы могут присутствовать при необходимости, за исключением элементов, конкретно определенных с оговоркой «и/или», независимо от того, связаны они или не связаны с конкретно определенными элементами.
[00111] Используемый в настоящем документе в описании и в формуле изобретения союз «или» следует толковать с тем же значением, как «и/или», определенное выше. Например, при разделении пунктов в списке, «или» или «и/или» следует интерпретировать как включительные, т.е. включающие по меньшей мере одно, но также включающие более одного, из числа или списка элементов, и, при необходимости, дополнительные не включенные в список пункты. Напротив, только явно обозначенные термины, такие как «только один из» или «в точности один из», или, при использовании в формуле изобретения, «состоящие из», будет относиться к включению только одного элемента из числа или списка элементов. В целом, используемый здесь термин «или» следует интерпретировать лишь в качестве указания на исключительные альтернативы (т.е. «одно или другое, но не оба»), когда ему предшествуют условия исключительности, такие как «либо», «один из», «только один из» или «в точности один из».
[00112] Используемую в настоящем документе в описании и формуле изобретения выражение «по меньшей мере один» по отношению к списку из одного или более элементов следует понимать как означающее по меньшей мере один элемент, выбранный из любого одного или более элементов в списке элементов, но необязательно включающую по меньшей мере каждый элемент, конкретно указанный в списке элементов и не исключающий каких-либо комбинаций элементов в списке элементов. Данное определение также допускает, что присутствие элементов необязательно, за исключением элементов, конкретно указанных в списке элементов, к которым относится выражение «по меньшей мере один», независимо от того, присутствует ли связь между ними и определенными элементами.
[00113] Следует также понимать, что, если явным образом не указано обратное, в любых заявленных в настоящем документе способах, которые включают более одного этапа или действия, порядок шагов или действий способа не обязательно ограничен порядком, в котором перечислены этапы или действия способа.
[00114] В пунктах формулы изобретения, как и в представленном выше описании изобретения, все переходные выражения, такие как «содержащий», «включающий», «имеющий при себе», «имеющий», «вмещающий», «включающий в себя», «удерживающий», «состоящий из» и т.п. следует понимать в качестве открытой конструкции, т.е. означающей наличие, но не ограничение. Только переходные выражения «состоящий из» и «состоящий по существу из» будут представлять собой закрытые или полузакрытые переходные выражения соответственно.
[00115] Несмотря на то, что в настоящем документе было описано и проиллюстрировано несколько вариантов реализации настоящего изобретения, специалистам в данной области техники будет легко представить множество других средств и/или конструкций для выполнения функций и/или получения результатов и/или одного или более из описанных в настоящем документе преимуществ, при этом каждое из таких изменений и/или модификаций следует рассматривать в пределах объема вариантов реализации изобретения, раскрытых в настоящем документе. В более широком смысле, специалистам в данной области техники будет легко понять, что все параметры, размеры, материалы и конфигурации, описанные в настоящем документе, приведены в качестве примера, и что фактические параметры, измерения, материалы и/или конфигурации будут зависеть от конкретного применения или применений, для которых используется/используются решение/решения по настоящему изобретению. Специалисты в данной области техники узнают или смогут установить, используя не более, чем рутинные эксперименты, широкий ряд эквивалентов конкретных вариантов реализации изобретения, описанных в настоящем документе. Таким образом, следует понимать, что вышеприведенные варианты реализации представлены только в качестве примера и что в рамках объема прилагаемой формулы изобретения и ее эквивалентов изобретения могут быть реализованы на практике иным образом, отличным от того, который конкретно описан и заявлен. Варианты реализации изобретения, раскрытые в данном описании, относятся к каждому отдельному признаку, системе, изделию, материалу, набору и/или способу, описанным в настоящем документе. Кроме того, любая комбинация двух или более таких признаков, систем, изделий, материалов, наборов и/или способов, в случае если такие функции, системы, изделия, материалы, наборы и/или способы не являются взаимно несовместимыми, включена в объект настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ С ИСПОЛЬЗОВАНИЕМ ФОРМОВАННОГО ДЕРЖАТЕЛЯ ПУЧКОВ И ОПОРНОЙ ПЛАСТИНЫ, А ТАКЖЕ ГОЛОВКА ЩЕТКИ | 2018 |
|
RU2770726C2 |
| ШТАМПОВАННЫЕ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ ШТАМПОВАНИЕМ | 2018 |
|
RU2783791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2769363C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2786984C2 |
| УЗЕЛ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2781101C2 |
| КОНСТРУКЦИИ ГОЛОВКИ ЗУБНОЙ ЩЕТКИ | 2016 |
|
RU2721512C2 |
| УЗЕЛ ЧИСТЯЩЕЙ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2711868C2 |
| БЛОК ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2717582C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2014 |
|
RU2679168C2 |
| ЗУБНАЯ ЩЕТКА С ПРИВОДОМ | 2003 |
|
RU2314774C2 |
Группа изобретений относится к головке щетки и способу ее изготовления. Способ включает формирование множества удерживающих элементов, каждый из которых имеет сквозное отверстие. Удерживающие элементы размещают в соответствующих выемках пластины. Пучок щетинок вставляют в каждое отверстие в удерживающих элементах. Ближний конец каждого пучка щетинок скрепляют с соответствующей ближней стороной удерживающего элемента для образования части головки с объединенными ближними концами, которая скрепляет пучки щетинок и соответствующие удерживающие элементы вместе в виде множества узлов объединенных пучков. Шейку головки щетки располагают относительно узлов объединенных пучков. Основание шейки и узлы объединенных пучков по меньшей мере частично закрепляют в матрице. Технический результат заключается в изготовлении головки щетки, обладающей улучшенными характеристиками удержания пучков щетинок. 2 н. и 12 з.п. ф-лы, 20 ил.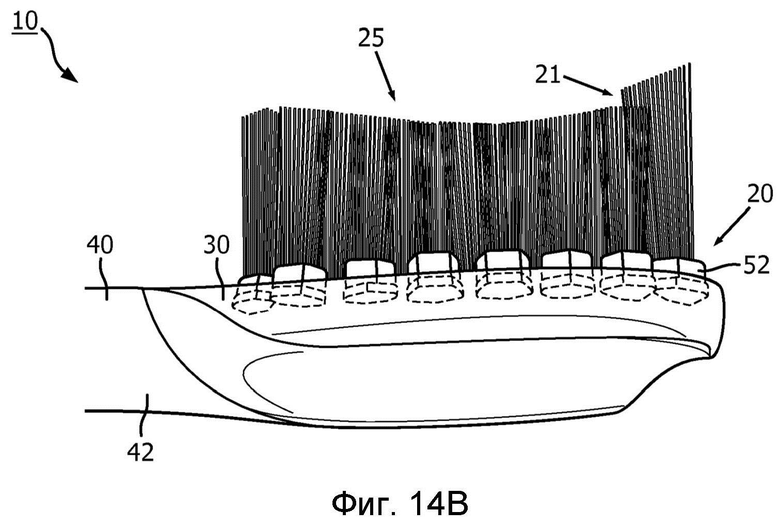
1. Способ (200) изготовления головки (10) щетки, включающий следующие этапы:
формирование (210) множества удерживающих элементов (52), каждый из которых имеет одно или более сквозных отверстий (51), причем формирование включает удаление лишнего материала из удерживающих элементов,
размещение (230) удерживающих элементов в соответствующих выемках (109) рабочей пластины (101),
вставку (240) пучка (21) щетинок в одно или более отверстий (51) каждого соответствующего удерживающего элемента,
скрепление (260) ближнего конца (23) каждого пучка щетинок с соответствующим удерживающим элементом для образования части (26) головки с объединенными ближними концами, которая скрепляет пучки щетинок и удерживающие элементы вместе в виде множества узлов (20) объединенных пучков,
размещение (280) шейки (40) головки щетки относительно узлов объединенных пучков, и
по меньшей мере частичное охватывание основания шейки и узлов объединенных пучков в матрице (30).
2. Способ по п. 1, в котором скрепление включает применение тепла к ближней стороне (53) удерживающих элементов и ближнему концу пучков щетинок при температуре, достаточной по меньшей мере для частичного сплавления и соединения пучков щетинок для образования части (26) головки с объединенными ближними концами.
3. Способ по п. 1, в котором пучки щетинок и удерживающие элементы выполнены из одинакового или подобного материала, обладающего одинаковой или подобной точкой плавления.
4. Способ по п. 3, в котором скрепление включает лазерную сварку (99).
5. Способ по п. 1, в котором формирование включает штамповку удерживающих элементов из полосы материала (60) основы.
6. Способ по п. 5, в котором удерживающие элементы формируют в виде взаимосвязанной сети (28) или несущей пластины (29).
7. Способ по п. 1, в котором множество удерживающих элементов включают в держатель пучков, который содержит несущую пластину (54), одно или более образующих сеть соединений (55) или комбинацию, содержащую по меньшей мере одно из вышеуказанного.
8. Способ по п. 7, дополнительно включающий штамповку держателя пучков для удаления лишнего материала для формирования несущей пластины или одного или более образующих сеть соединений.
9. Способ по п. 1, в котором удерживающие элементы не удаляют из выемок основной пластины в ходе по меньшей мере двух этапов из вставки, скрепления, размещения и введения, выполняемых последовательно.
10. Способ по п. 1, в котором одно или более отверстий (51) в удерживающих элементах имеют разные формы и размеры.
11. Способ по п. 1, в котором охватывание включает переформование узлов объединенных пучков и основания с матрицей.
12. Способ по п. 1, в котором охватывание включает введение узлов объединенных пучков в форме пиков пучков в матрицу после отверждения матрицы.
13. Способ по п. 1, дополнительно включающий регулировку (250) характеристик ближнего конца (23) или свободного конца (25), противоположного ближнему концу, пучков щетинок.
14. Головка (10) щетки, содержащая:
- множество узлов (20) объединенных пучков, каждый из которых содержит:
пучок (21) щетинок, содержащий множество прядей (22) щетинок и имеющий свободный конец (25) и ближний конец (23),
удерживающий элемент (52), имеющий сквозное отверстие (51), выполненное с возможностью приема пучка щетинок, сформированный с использованием удаления лишнего материала из удерживающих элементов, и
часть (26) головки с объединенными ближними концами, сформированную путем скрепления по меньшей мере части ближнего конца пучка щетинок по меньшей мере с частью ближней стороны (53) удерживающего элемента;
- шейку (40), имеющую основание (42); и
- матрицу (30), которая по меньшей мере частично охватывает основание и удерживающие элементы узлов объединенных пучков.
| СОЕДИНЕНИЕ ГОЛОВКИ И РУЧКИ ЗУБНОЙ ЩЕТКИ С ПОМОЩЬЮ ЛАЗЕРА | 2000 |
|
RU2249422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ПЛАСТИНЫ ГОЛОВКИ И ОБРАЗОВАНИЕ УСТРОЙСТВА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА С ИСПОЛЬЗОВАНИЕМ ТАКОГО СПОСОБА | 2012 |
|
RU2592772C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| CN 106132240 A, 16.11.2016 | |||
| EP 3169191 A1, 24.05.2017. | |||

