Изобретение относится к автоматизации прокатного производства и может быть использовано для автоматической настройки скоростей клетей по заданному натяжению полосы и величине петли в межклетевых промежутках непрерывного широкополосного стана горячей прокатки.
Известна система регулирования межклетевых натяжений полосы на непрерывном широкополосном стане, содержащая петледержатель с приводом от двигателя постоянного тока, датчик угла подъема петледержателя, блок расчета момента и регулятор момента петли, положения петледержателя (1).
Наиболее близким аналогом к предлагаемому изобретению относится система автоматического регулирования натяжения полосы содержащая петледержатель с приводом от двигателя постоянного тока, блок расчета момента, датчик угла подъема петледержателя, блок управления, датчик тока, регуляторы момента петли, скорости и конечных положений петледержателя (2).
Недостаток этих систем состоит в том, что после выхода металла из межклетевого промежутка накопленная регулятором петли коррекция заправочной скорости клети обнуляется. Таким образом на каждой полосе происходит заново процесс настройки заправочной скорости клети исходя из условий поддержания заданного натяжения полосы, а это приводит к большей петле металла при заправке полосы в клеть и выходе за пределы допуска по ширине головной части прокатываемой полосы.
Технический результат предлагаемого изобретения - уменьшение возможности создания аварийной ситуации при заходе полосы в межклетевой промежуток из-за чрезмерной петли металла и увеличение выхода годного проката за счет минимизации разноширинности полосы.
Технический результат предлагаемого изобретения достигается тем, что устройство дополнительно содержит блок суммирования и блок аналоговой памяти, один информационный вход блока суммирования соединен с выходом регулятора петли, а другой - с выходом блока аналоговой памяти, информационный вход блока аналоговой памяти соединен с выходом блока суммирования, а управляющие входа блоков сумматора и аналоговой памяти соединен с выходом блока управления.
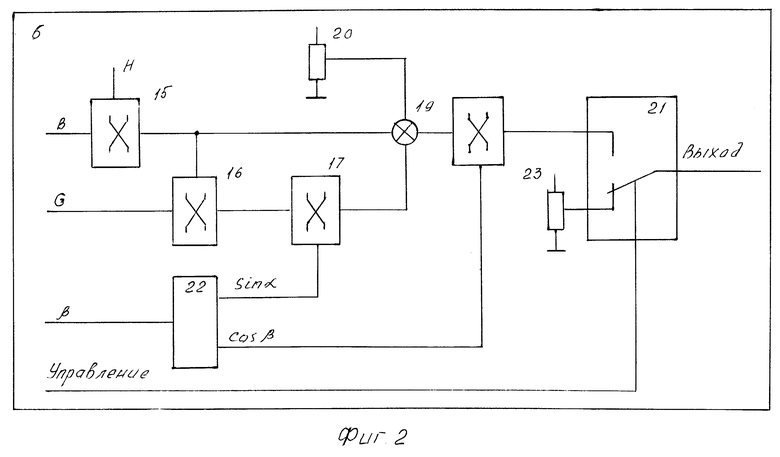
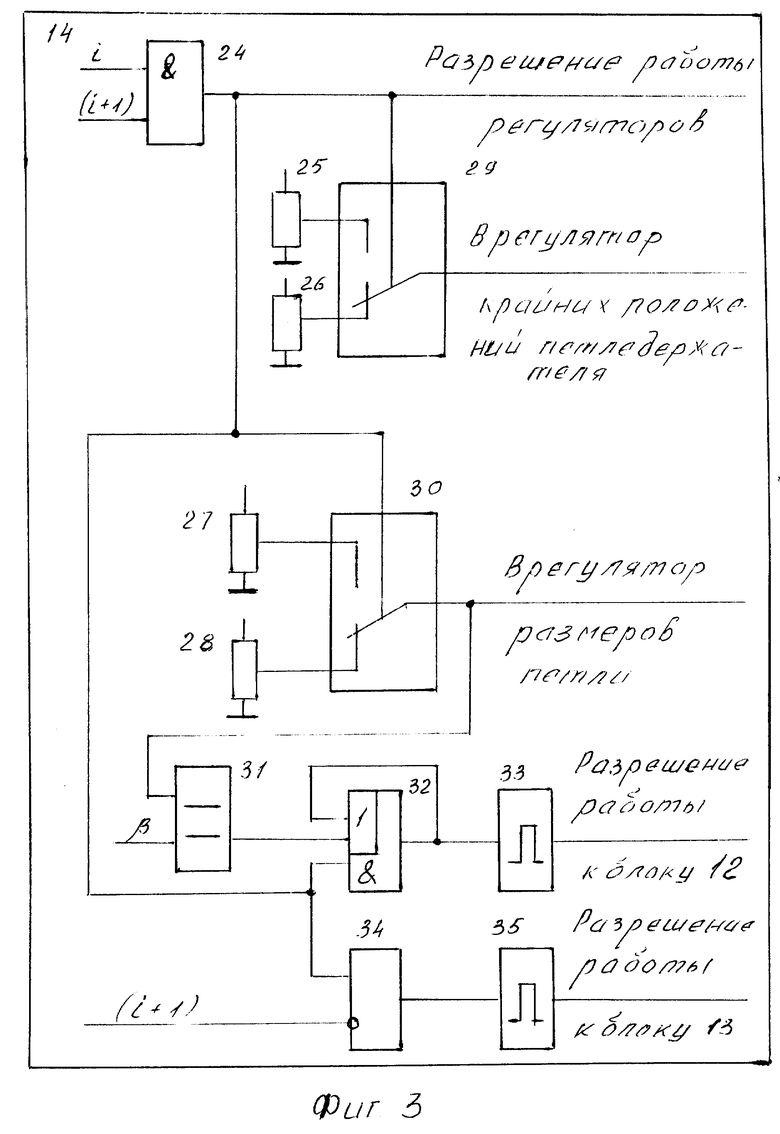
На фиг. 1 изображен блок - схема устройства автоматической настройки скоростей клетей; на фиг. 2 - структурная схема блока расчета момента; на фиг. 3 - структурная схема блока управления.
Устройство автоматической настройки скоростей смежных клетей стана по заданному натяжению полосы 1 (фиг. 1) в межклетевом промежутке между 1-й и (1+1)-й клетью, содержит петледержатель 2 с приводом от двигателя 3 постоянного тока, регулятор момента 4, регулятор 5 конечных положений петледержателя, блок 6 расчета момента, входы которого соединены с задатчиками (не показаны) ширины B, толщины H полосы и удельного натяжения C", регулятор петли 7, сумматор 8, регулятор 9 скорости, датчик 10 угла подъема петледержателя, блок 11 ручного задания скорости клети, блок 12 сумматора и блок 13 аналоговой памяти, управляющие входа которых подключены к выходам блока 14 управления.
Блок 6 расчета момента (фиг. 2) содержит четыре умножителя 15...18, сумматор 19, два задатчика 20, 23 и переключатель 21, а также элемент тригонометрических вычислений 22. На выходе 15 умножителя формируется сигнал пропорциональный сечению и весу полосы в межклетевом промежутке, умножитель 16 вычисляет заданное натяжение в полосе, а умножители 17 и 18 формируют линеаризованную безразличную от угла подъема петледержателя характеристику. Задатчиком 20 вводят значение неуравновешенного момента петледержателя В сумматоре 19 суммируются три составляющие, которые определяют требуемый момент на двигателе петледержателя, а именно момент от веса полосы в промежутке, неуравновешенный момент петледержателя и составляющая, идущая непосредственно на создание натяжения в полосе. Сумма этих составляющих определяет момент двигателя петледержателя. На вход элемента 22 тригонометрических вычислений подается сигнал с выхода датчика 10 угла подъема петледержателя, на одном выходе элемента 22 сигнал пропорциональный синусу угла подъема петли, на другом выходе сигнал пропорциональный косинусу угла подъема петледержателя. В исходном положении переключатель 21 подключает выход блока к задатчику 23, который определяет максимальный момент петледержателя. Таким образом, если нет металла в межклетевом промежутке или выбран ручной режим работы петледержателя, момент петледержателя ограничивается максимальным значением, что дает возможность регулятору 5 конечных положений петледержателя при подъеме из исходного положения работать с темпом, определяемым заданием.
Блок 14 управления (фиг. 3) содержит задатчики углов 25 максимального и 26 рабочего для регулятора крайних положений петледержателя, задатчики 27 рабочего и 28 исходного углов для регулятора петли, два переключателя 29 и 30, элемент сравнения 31, два импульсных элемента 33 и 35, два логических элемента 32 и 34. Блок работает следующим образом. При заходе полосы в межклетьевой промежуток срабатывают датчики наличия металла в клетях и если автоматический режим работы петледержателей выбран, то на выходе логического 24 элемента появляется сигнал, разрешающий работу регуляторов петли и момента. При этом срабатывают переключатели 29 и 30, которые выдают задание на входе регуляторов крайних положений и петли. На вход регулятора петли поступает задание на рабочий угол подъема, устанавливаемый задатчиком 28. На вход регулятора крайних положений поступает задание на максимальный угол подъема петледержателя, устанавливаемое задатчиком 25. На вход элемента сравнения 31 поступают сигналы, первый с выхода блока 10 датчика угла подъема петледержателя и второй с выхода переключателя 30 задающего величину рабочего угла для регулятора петли. Логический выход элемента 31 соединен с входом логического элемента 32, на другой вход элемента 32 подключен сигнал с выхода элемента 24 разрешающий работу регуляторов. К выходу логического элемента 32 подключен вход импульсного элемента 33. На входе логического элемента 34 подключены сигналы разрешения работы регуляторов с выхода элемента 24 и сигнал наличия металла в (1+1)-й клети. К выходу логического элемента 34 подключен вход импульсного элемента 35. Таким образом если есть разрешение работы регуляторов и на выходе элемента сравнения 31 появилась логическая "1", то элемент 33 вырабатывает импульсный сигнал разрешения работы блока 12, по выходу металла из клети (1+1) элемент 35 вырабатывает импульсный сигнал разрешения перезаписи в блок 13.
Устройство автоматической настройки скоростей смежных клетей по заданному межклетевому натяжению полосы работает следующим образом.
В исходном положении, когда прокатываемой полосы в промежутке нет, регулятор 7 петли отключен, на выходе блока расчета момента максимальный сигнал и он не ограничивает выход регулятора 5 конечных положений петледержателя, на вход которого из блока 11 управления подается сигнал соответствующий начальному углу подъема, а на второй вход - сигнал с датчика 10 угла подъема петледержателя.
Блок 5 регулятора конечных положений петледержателя работает в режиме поддержания петледержателя в заданном положении. Петледержатель находится в исходном положении, приподнят над опорами на 5 - 10 мм и готов к работе. При заходе полосы в межклетевой промежуток последовательно срабатывают датчики наличия металла в клетях (1-1)-й, 1-й и (1+1)-й. Блок 11 управления логический обрабатывает сигналы наличия металла и в момент захода полосы в (1+1)-ю клеть разрешает работу регуляторов петли и момента, а также увеличивает задание на регулятор петли до рабочей величины, для регулятора крайних положений задание устанавливается равным максимальному. Регулятор 5 конечных положений, работая в режиме поддержания заданного угла, начинает поднимать петледержатель до момента соприкосновения с полосой, в дальнейшем он входит в насыщение, т.к. задание максимального угла значительно больше величины рабочего угла подъема петледержателя с петлей. Регулятор петли начинает формировать корректирующий сигнал в регулятор скорости привода (1+1)-й клети с целью подъема петледержателя до заданного рабочего угла. На выходе регулятора момента блок 6 появляется сигнал, ограничивающий выход регулятора 5 конечных положений петледержателя на уровне, соответствующем моменту, необходимому для поддержания петледержателем заданного удельного натяжения. В момент достижения петледержателем с петлей заданного рабочего угла подъема происходит суммирование выходного сигнала регулятора петли 7 и сигнал коррекции регулятора петли 7 при заправке предыдущей полосы запомненный в блоке 13 аналоговой памяти. Для первой полосы предыдущее значение коррекции равно нулю. Дальше начинается обычный процесс работы систем регулирования. Петледержатель поддерживает заданное удельное натяжение в полосе, а регулятор петли, воздействуя на регулятор скорости клети, поддерживает угол подъема петледержателя на заданном уровне. После выхода металла из межклетевого промежутка выключаются регуляторы петли и момента, а выход регулятора петли обнуляется. В момент выхода металла из (1+1)-й клети происходит запись значения коррекции заправочной скорости сохраненного в блоке суммирования 12 в блок 13 аналоговой памяти и тем самым устраняется возможная ошибка заправочной скорости клети. Таким образом при заходе каждой полосы в межклетевой промежуток происходит коррекция запомненной величины коррекции в блоках 12, 13 и этим устраняются ошибки в заправочной скорости клети, что позволяет уменьшить возможность создания аварийной ситуации при заправке полосы и увеличить выход годного проката за счет заправки полосы с заданным натяжением.
Источники информации
1. Стефанович В. Л. Автоматизация непрерывных и полунепрерывных станов горячей прокатки. - М.: Металлургия, 1975, с. 132.
2. Авт.св. СССР N 1258541, кл. B 21 B 37/06, 1986 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ДИНАМИЧЕСКОГО ТОКА ЭЛЕКТРОПРИВОДА ПЕТЛЕДЕРЖАТЕЛЯ | 1998 |
|
RU2136418C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ | 1999 |
|
RU2147951C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Система автоматического регулирования натяжения полосы | 1985 |
|
SU1258541A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ПЕТЛЕДЕРЖАТЕЛЯ ПРИ ЗАПРАВКЕ ПОЛОСЫ В КЛЕТИ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2643157C1 |
| Устройство для автоматического регулирования натяжения полосы | 1977 |
|
SU692650A1 |
| Устройство для управления межклетевым охлаждением полосы на широкополосовом стане горячей прокатки | 1984 |
|
SU1217514A2 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПЕРВОМ МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2646305C1 |
| Устройство для управления скоростью клетей непрерывного стана холодной прокатки полосы | 1990 |
|
SU1752461A1 |
Изобретение относится к автоматизации прокатного производства и может быть использовано для автоматической настройки скоростей клетей по заданному натяжению полосы и величине петли в межклетевых промежутках непрерывного широкополосного стана горячей прокатки. Задача изобретения - уменьшить возможность создания аварийных ситуаций при заходе полосы в межклетевой промежуток из-за чрезмерной петли металла и увеличить выход годного проката за счет минимизации разноширинности полосы. Существо изобретения заключается в том, что дополнительно изобретение содержит блок суммирования и блок аналоговой памяти, причем один информационный вход блока суммирования соединен с выходом регулятора петли, другой - с выходом блока аналоговой памяти, информационный вход блока аналоговой памяти соединен с выходом блока суммирования, а управляющие входа блоков сумматора и аналоговой памяти соединены с выходами блока управления. 3 ил.
Устройство автоматической настройки скоростей смежных клетей широкополосного стана горячей прокатки по заданному межклетевому натяжению полосы и величине петли, содержащее петледержатель с приводом от двигателя постоянного тока, блок расчета момента, датчик угла подъема петледержателя, блок управления, регуляторы момента, петли, скорости и конечных положений петледержателя, соединенный с регулятором момента, выход блока расчета момента соединен с входом ограничения выхода регулятора конечных положений петледержателя, вход регулятора скорости привода прокатной клети соединен с выходом сумматора, выход регулятора петли и выход блока ручного задания скорости клети соединены со входами сумматора, выход датчика подъема петледержателя соединен с входами блока расчета момента, регуляторов петли и конечных положений петледержателя, блок управления соединен своими выходами с блоком расчета момента, регуляторами петли и конечных положений петледержателя, отличающееся тем, что оно дополнительно содержит блок суммирования и блок аналоговой памяти, один информационный вход блока суммирования соединен с выходом регулятора петли, а другой - с выходом блока аналоговой памяти, информационный вход блока аналоговой памяти соединен с выходом блока суммирования, а управляющие входы блоков суммирования и аналоговой памяти соединены с выходами блока управления.
| Система автоматического регулирования натяжения полосы | 1985 |
|
SU1258541A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Способ изготовления керамзита | 1956 |
|
SU108379A1 |
| DE 3314466, 03.11.83. | |||
