Изобретение относится к автоматизации прокатного производства и может быть использовано в системах автоматического регулирования межклетевого натяжения.
Известна система регулирования межклетевого натяжения полосы на непрерывном широкополосном стане, содержащая петледержатель с приводом от двигателя постоянного тока, датчик угла подъема петледержателя, блок ограничения, блок расчета момента и регулятор момента петли, положения петли и положения петледержателя [1].
Наиболее близким аналогом к предлагаемому изобретению является система автоматического регулирования натяжения полосы, содержащая петледержатель с приводом от двигателя постоянного тока соединенный с датчиком угла подъема петледержателя, блок регулятора момента, соединенный с двигателем постоянного тока привода петледержателя, блок регулятора крайних положений петледержателя соединенный с входом регулятора момента, блок расчета момента соединенный с входом управления уровнем ограничения выходного сигнала блока регулятора крайних положений петледержателя, датчик утла подъема петледержателя соединенный с входом блока регулятора крайних положений петледержателя, блок регулятора размеров петли соединенный с выходом датчика угла подъема петледержателя, блок регулятора скорости прокатной клети соединенный с выходом блока регулятора размеров петли, блок управления соединенный с входом управления блока расчета момента, блок управления соединенный с входами блока регулятора крайних положений петледержателя и входами блока регулятора размеров петли [2].
Недостаток этих систем состоит в том, что во время прокатки хвостовых частей полос натяжение в межклетевом промежутке и положение петли не регулируются. Следствием недостатка этих систем является выход геометрических размеров заднего конца полосы за пределы допуска. Отсутствие контроля за размером петли во время прокатки заднего конца полосы в случае возникновения чрезмерной петли может привести к аварийной ситуации с поломкой рабочих валков стана. Эти недостатки вызваны тем, что в момент выхода металла из (i-1) клети блок управления скачком снижает задание в регулятор крайних положений петледержателя и в регулятор размеров петли от рабочей величины до исходного положения, одновременно запрещая работу регулятора размеров петли. Таким образом во время прокатки заднего конца полосы регулирование межклетевого натяжения отсутствует, т.к. петледержатель в это время занимает исходное положение, а регулятор размеров петли выключен.
Технический результат предлагаемого изобретения - увеличение выхода годного проката за счет минимизации разноширинности полосы и уменьшение возможности создания аварийной ситуации во время прокатки заднего конца полосы.
Технический результат предлагаемого изобретения достигается тем, что система дополнительно содержит блок зависимого опускания, один информационный вход блока зависимого опускания соединен с выходом задания на положение петледержателя от блока управления, второй информационный вход блока зависимого опускания соединен с выходом задания на размер петли от блока управления, третий информационный вход блока зависимого опускания соединен с выходом датчика скорости (i-1) клети, первый информационный выход блока зависимого опускания соединен с входом задания регулятора крайних положений петледержателя, другой информационный выход блока зависимого опускания соединен с входом задания регулятора размеров петли, первый вход управления блока зависимого опускания соединен с выходом блока управления, разрешающим работу регуляторов, второй управляющий вход блока зависимого опускания соединен с выходом датчика наличия металла в (i-1) клети.
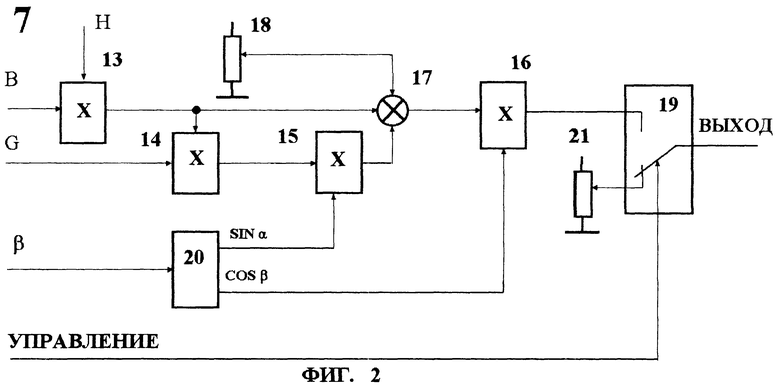
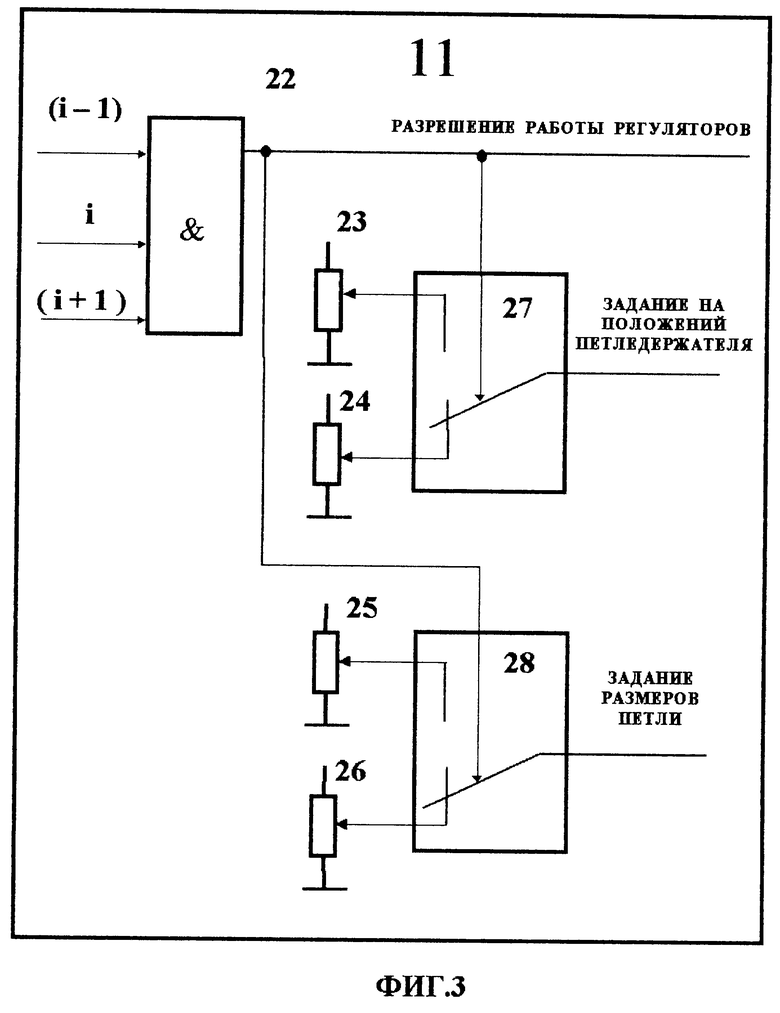
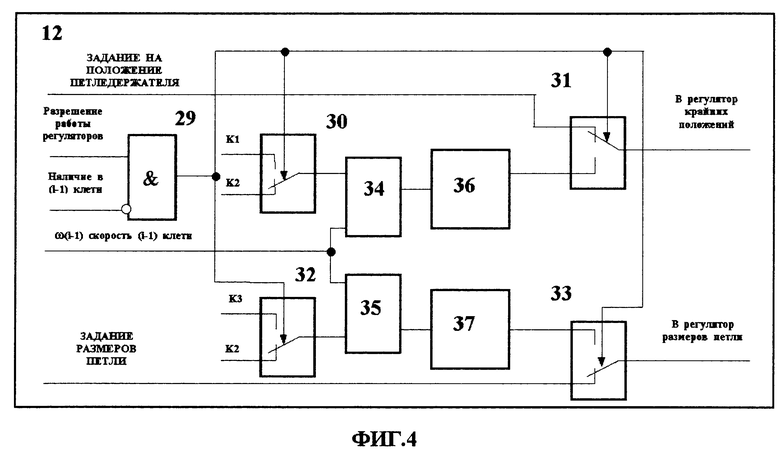
На фиг. 1 изображена блок-схема системы автоматического регулирования межклетевого натяжения полосы; на фиг. 2 - структурная схема блока расчета момента; на фиг. 3 - структурная схема блока управления; на фиг. 4 - структурная схема блока зависимого опускания.
Система автоматического регулирования межклетевого натяжения полосы 1 (фиг. 1) в межклетевом промежутке между i-й и (i+1)-й клетью содержит петледержатель 2 с приводом от двигателя 3 постоянного тока, регулятор момента 4, блок ограничения 5, регулятор 6 крайних положений петледержателя, блок 7 расчета момента, входы которого соединены с задатчиками (не показаны) ширины В, толщины H полосы и удельного натяжения G'', регулятор размеров петли 8, регулятор скорости привода прокатной клети 9, датчик угла подъема петледержателя 10, блок управления 11, на входы которого поступают сигналы наличия металла в клети, блок зависимого опускания 12. Блок 7 расчета момента (фиг. 2) содержит четыре умножителя 13...16, сумматор 17, два задатчика 18, 21 и переключатель 19, а также элемент тригонометрических вычислений 20. На выходе 13 умножителя формируется сигнал, пропорциональный сечению и весу полосы в межклетевом промежутке, умножитель 14 вычисляет заданное натяжение в полосе, а умножители 15 и 16 формируют линеаризованную независимую от угла подъема петледержателя характеристику. Задатчиком 18 вводят значение неуравновешенного момента петледержателя. В сумматоре 17 суммируются три составляющие, которые определяют требуемый момент на двигателе петледержателя, а именно момент от веса полосы в промежутке, неуравновешенный момент петледержателя и составляющая, идущая непосредственно на создание натяжения в полосе. Сумма этих составляющих определяет момент двигателя петледержателя. На вход элемента 20 тригонометрических вычислений подается сигнал с выхода датчика 10 угла подъема петледержателя, на одном выходе элемента 20 сигнал, пропорциональный синусу угла подъема петли, на другом выходе сигнал, пропорциональный косинусу угла подъема петледержателя. В исходном положении переключатель 19 подключает выход блока к задатчику 21, который определяет максимальный момент петледержателя. Таким образом, если нет металла в межклетевом промежутке или выбран ручной режим работы петледержателя, момент петледержателя ограничивается максимальным значением. Блок 11 управления (фиг. 3) содержит задатчики углов 23 максимального и 24 исходного для регулятора крайних положений петледержателя, задатчики 25 рабочего и 26 исходного углов для регулятора петли, два переключателя 27 и 28. Блок работает следующим образом. При заходе полосы в межклетевой промежуток срабатывают датчики наличия металла в клетях и если автоматический режим работы петледержателей выбран, то на выходе логического элемента 22 появляется сигнал, разрешающий работу регуляторов петли и момента. При этом срабатывают переключатели 27 и 28, которые выдают задание на входы регуляторов крайних положений и петли. На вход регулятора петли поступает задание на рабочий угол подъема, устанавливаемый задатчиком 25. На вход регулятора крайних положений поступает задание на максимальный угол подъема петледержателя, устанавливаемое задатчиком 23. Блок 12 зависимого опускания (фиг. 4) содержит логический элемент 29, четыре селектора 30...33, два элемента умножения 34 и 35, два интегральных элемента с ограничением уровня выходного сигнала 36 и 37. Блок работает следующим образом. В исходном положении, когда прокатываемой полосы в промежутке нет, селекторы 30 и 32 подключают на вход элементов умножения 34 и 35 константу К2 положительной полярности большой величины, сигнал положительной полярности, пропорциональный скорости движения полосы, с выходов элементов умножения 34 и 35 поступает на интегральные элементы 36 и 37, выходной сигнал положительной полярности интегрального элемента 36 ограничен на уровне, равном максимальному углу подъема петледержателя, выходной сигнал положительной полярности интегрального элемента 37 ограничен на уровне, равном рабочему размеру петли, селектор 31 в исходном состоянии обеспечивает передачу сигнала задания на положение из блока управления 11 в регулятор 6 крайних положений петледержателя, селектор 33 в исходном состоянии обеспечивает передачу сигнала задания размеров петли из блока управления 11 в регулятор размеров петли 8. В момент выхода металла из клети (i- 1), если разрешена работа регуляторов, логический элемент 29 формирует команду на переключение селекторов 30...33, в этот момент входы регулятора крайних положений петледержателя 6 и регулятора размера петли 8 отключаются от выхода блока управления 11, и подключаются к выходам интегральных элементов 36 и 37 соответственно, селекторы 30 и 32 подключают к входам элементов умножения 34 и 35 отрицательные константы К1 и К3 соответственно, на выходах элементов умножения 34 и 35 формируются сигналы отрицательной полярности, пропорциональные скорости движения полосы, на выходах интегральных элементов 36 и 37 - линейно спадающий сигнал от верхней уставки ограничения до нижней уставки ограничения с темпом, пропорциональным скорости движения полосы, для интегральных элементов 36 и 37 нижняя уставка ограничения выходного сигнала равна исходному углу подъема петледержателя.
Система автоматического регулирования межклетевого натяжения полосы работает следующим образом. В исходном положении, когда прокатываемой полосы в промежутке нет, регулятор 8 петли отключен, на выходе блока расчета момента 7 максимальный сигнал, который поступает на вход управления уровнем ограничения блока ограничения 5, в исходном положении блок ограничения 5 не ограничивает выходной сигнал регулятора крайних положений 6, на вход регулятора крайних положений 6 из блока зависимого опускания 12 поступает сигнал задания на исходный угол подъема петледержателя, а на второй вход - сигнал обратной связи по положению от датчика угла подъема петледержателя 10. Блок 6 регулятора крайних положений петледержателя работает в режиме поддержания петледержателя в заданном положении. Петледержатель находится в исходном положении, приподнят над опорами на 5-10 мм и готов к работе. При заходе полосы в межклетевой промежуток последовательно срабатывают датчики наличия металла в клетях (i-1), i-й и (i+1)-й. Блок 11 управления логически обрабатывает сигналы наличия металла и в момент захода полосы в (i+1)-ю клеть разрешает работу регулятора петли, блока расчета момента, а также увеличивает задание на регулятор петли до рабочей величины, для регулятора крайних положений задание устанавливается равным максимальному. Регулятор 6 крайних положений, работая в режиме поддержания заданного угла, начинает поднимать петледержатель до момента соприкосновения с полосой, в дальнейшем он входит в насыщение, т.к. задание максимального угла значительно больше величины рабочего угла подъема петледержателя с петлей. Регулятор петли 8 начинает формировать корректирующий сигнал в регулятор 9 скорости привода (i+1)-й клети с целью получения заданного размера петли. На выходе блока 7 регулятора момента появляется сигнал, поступающий в блок 5, ограничивающий выход регулятора 6 крайних положений петледержателя на уровне, соответствующем моменту, необходимому для поддержания петледержателем заданного межклетевого натяжения полосы. Дальше начинается обычный процесс работы систем регулирования. Петледержатель поддерживает заданное удельное натяжение в полосе, а регулятор размера петли, воздействуя на регулятор скорости клети, поддерживает размер петли на заданном уровне. В момент выхода металла из (i-l) клети блок зависимого опускания 12 с помощью селекторов 31 и 33 переключает сигналы задания в регулятор крайних положений петледержателя 6 и регулятор размеров петли 8 от выходов блока управления 11 к выходам интегральных элементов 36 и 37, на выходах интегральных элементов 36 и 37 формируется в этот момент линейно спадающий сигнал с темпом, пропорциональным скорости движения хвостовой части полосы от клети (i-1)-й до i-й клети, темп снижения выходного сигнала элемента 36 зависит и от величины константы К1, темп снижения выходного сигнала элемента 37 зависит и от величины константы К3, величины констант К1 и К3 подобраны таким образом, чтобы к моменту выхода заднего конца полосы из клети i задание на положение петледержателя в регулятор крайних положений 6 петледержателя соответствовало исходному и задание в регулятор размеров петли 8 соответствовало минимальному размеру петли, изменяя соотношение констант К1 и К3, можно регулировать величину натяжения полосы в межклетевом промежутке во время процесса опускания петледержателя из рабочего положения в исходное с одновременным уменьшением размеров петли металла. В момент выхода металла из i-й клети блок управления 11 запрещает работу регулятора крайних положений 6 и регулятора размеров петли 8, блок зависимого опускания 12 переходит в исходное состояние, сигналы задания на входах регулятора крайних положений 6 и регулятора размеров петли 8 с помощью селекторов 31 и 33 в блоке зависимого опускания 12 переключаются с выходов элементов 36 и 37 на выходы блока управления 11, одновременно селекторы 30 и 32 подключают на входы элементов умножения 34 и 35 константу К2, это позволяет подготовить схему к следующему процессу опускания петледержателя. Таким образом блок зависимого опускания 12 позволяет контролировать межклетевое натяжение в полосе и контролировать величину размера петли практически до самого выхода металла из i-й клети. Сохранение заданного натяжения позволяет увеличить выход годного металла за счет уменьшения разноширинности полосы, а контроль за размерами петли позволяет уменьшить возможность возникновения аварийной ситуации из-за чрезмерной петли металла во время прокатки хвостовой части полосы.
Источники информации
1. Стефанович В. Л. Автоматизация непрерывных и полунепрерывных станов горячей прокатки. - М.: Металлургия, 1975, с. 132.
2. Авт. св. СССР N 1258541, Кл. В 21 В 37/06, 1986 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ДИНАМИЧЕСКОГО ТОКА ЭЛЕКТРОПРИВОДА ПЕТЛЕДЕРЖАТЕЛЯ | 1998 |
|
RU2136418C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Система автоматического регулирования натяжения полосы | 1985 |
|
SU1258541A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ПЕТЛЕДЕРЖАТЕЛЯ ПРИ ЗАПРАВКЕ ПОЛОСЫ В КЛЕТИ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2643157C1 |
| Устройство для автоматического регулирования натяжения полосы | 1977 |
|
SU692650A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПЕРВОМ МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2646305C1 |
Изобретение относится к автоматизации прокатного производства. Технический результат - увеличение выхода годного проката за счет минимизации расширенности полосы и уменьшение возможности создания аварийных ситуаций во время прокатки заднего конца полосы. Система автоматического регулирования межклетевого натяжения полосы содержит петледержатель с приводом от двигателя постоянного тока, соединенный с датчиком угла подъема петледержателя, блок регулятора момента, соединенный с двигателем постоянного тока привода петледержателя, вход которого соединен с входом блока ограничения. Кроме того, система содержит блок регулятора крайних положений петледержателя, соединенный с выходом блока ограничения, блок расчета момента, соединенный с входом управления уровнем ограничения выходного сигнала блока ограничения, датчик угла подъема петледержателя, соединенный с входом блока регулятора крайних положений петледержателя, блок регулятора размеров петли, соединенный с выходом датчика угла подъема петледержателя. В систему также входят блок регулятора скорости прокатной клети, соединенный с выходом блока регулятора размеров петли, блок управления, соединенный с входами управления блока расчета момента, блок регулятора размеров петли, блок управления, соединенный с входами управления блока расчета момента и блока регулятора размеров петли. Система дополнительно содержит блок зависимого опускания, один информационный вход которого соединен с выходом задания на положение петледержателя от блока управления, второй информационный вход блока соединен с выходом задания на размер петли от блока управления, третий информационный вход соединен с выходом датчика скорости (i-1) клети, первый информационный выход блока зависимого опускания соединен с входом задания регулятора крайних положений петледержателя, другой информационный выход блока соединен с входом задания регулятора размеров петли, первый вход управления блока зависимого управления соединен с выходом блока управления, разрешающим работу регуляторов, второй управляющий вход блока соединен с выходом датчика наличия металла в (i-1) клети. 4 ил.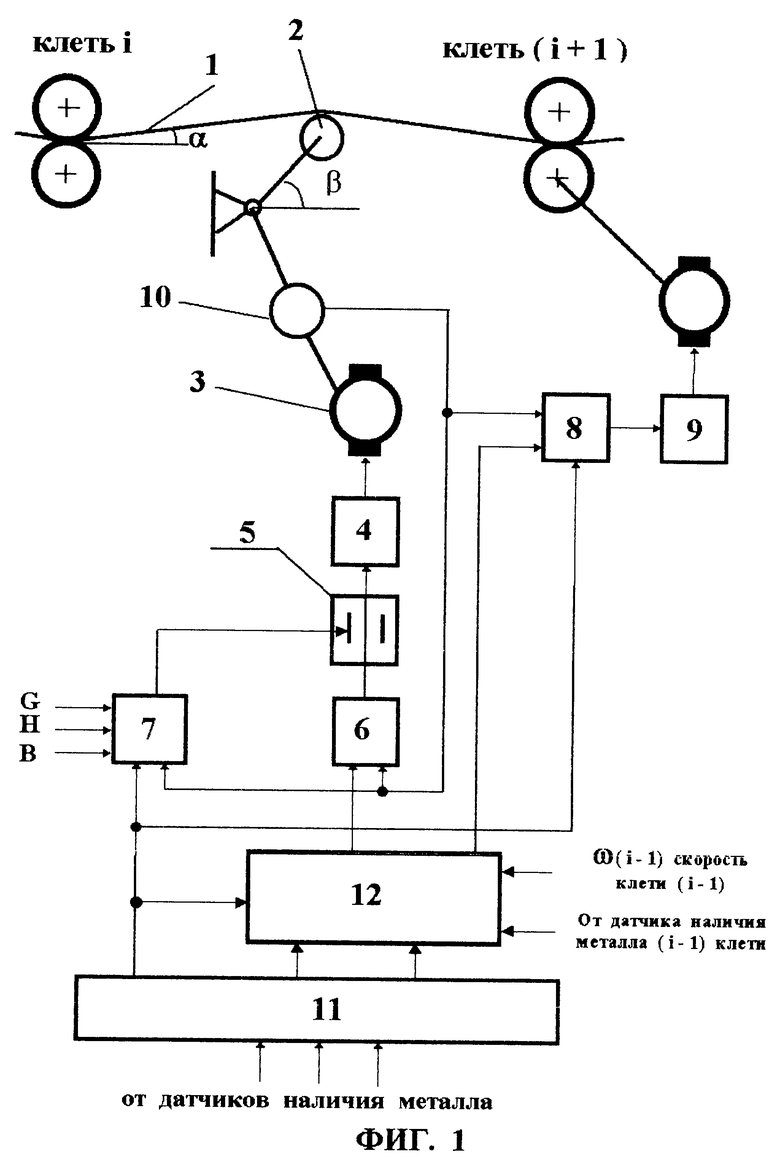
Система автоматического регулирования межклетевого натяжения полосы, содержащая петледержатель с приводом от двигателя постоянного тока, соединенный с датчиком угла подъема петледержателя, блок регулятора момента, соединенный с двигателем постоянного тока привода петледержателя, вход которого соединен с выходом блока ограничения, блок регулятора крайних положений петледержателя, соединенный с выходом датчика угла подъема петледержателя, выход которого соединен с входом блока ограничения, блок расчета момента, соединенный с выходом датчика угла подъема петледержателя, выход которого соединен с входом управления уровнем ограничения выходного сигнала блока ограничения, блок регулятора размеров петли, соединенный с выходом датчика угла подъема петледержателя, блок регулятора скорости прокатной клети, соединенный с выходом блока регулятора размеров петли, блок управления, соединенный с входами управления блока расчета момента и блока регулятора размеров петли, отличающаяся тем, что она дополнительно содержит блок зависимого опускания, один информационный вход которого соединен с выходом задания на положение петледержателя от блока управления, второй информационный вход блока соединен с выходом задания на размер петли от блока управления, третий информационный вход соединен с выходом датчика скорости (i - 1) клети, первый информационный выход блока зависимого опускания соединен с входом задания регулятора крайних положений петледержателя, другой информационный выход блока соединен с входом задания регулятора размеров петли, первый вход управления блока зависимого опускания соединен с выходом блока управления, разрешающим работу регуляторов, второй управляющий вход блока соединен с выходом датчика наличия металла в (i - 1) клети.
| Система автоматического регулирования натяжения полосы | 1985 |
|
SU1258541A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Устройство для намотки нитевидного материала | 1985 |
|
SU1284922A1 |
| DE 1602089, A, 26.04.1973 | |||
| US 4173133, 06.11.1979. | |||

