Изобретение относится к области резиновой промышленности, в частности к области производства радиальных шин для легковых и грузовых автомобилей.
Известна технология изготовления радиальных шин, включающая операции обвивки отдельных компонентов вокруг бортовой проволоки посредством использования коленчатых рычагов и резиновых мембран с последующим обвиванием резиновыми мембранами компонентов с использованием прижимных колец на упорах бортовой проволоки и прижиманием боковых частей к покрышке.
Для реализации этого способа используют намоточно-закаточный узел сборочного барабана, содержащий шпиндель с направляющим винтом, связанным с поводком, пяточным диском, над которыми расположено плечо рычага с закаточными роликами, соединенное со шпинделем через держатель рычага (AO 216895)
Недостатком известного устройства следует признать трудоемкость сборки шин и высокую стоимость производства.
Техническая задача, на решение которой направлено настоящее изобретение, состоит в разработке конструкции намоточно-закаточного узла сборочного барабана усовершенствованной конструкции.
Технический результат, получаемый при реализации изобретения, состоит в уменьшении трудоемкости сборки шин и уменьшение их себестоимости.
Для получения указанного технического результата предложено использовать намоточно-закаточный узел сборочного барабана для изготовления радиальных шин, содержащий шпиндель с направляющим винтом, связанным с поводком, пяточным диском, над которым расположено плечо рычага с закаточными роликами, соединенное со шпинделем через держатель рычага, причем узел дополнительно снабжен пневматическим цилиндром, связанным с держателем рычага и с пяточным диском, плечо рычага снабжено по меньшей мере двумя эластичными натяжными кольцами и соединено со шпинделем посредством муфты.
Изобретение иллюстрировано графическим материалом, на котором под средней осью в разрезе приведено основное состояние сборочного барабана для нанесения отдельных компонентов шины с обозначением положения "х" для прокладки бортовых проволок, а над средней осью в разрезе показано положение после предварительного формования сырого материала шины, обвивки, закатывания и прижатия боковых частей, причем "у" обозначает зажим бортовых проволок.
Намоточно-закаточный узел сборочного барабана содержит направляющий винт 10, размещенный в шпинделе 11, снабженным пяточным диском 20. Пяточный диск 20 соединен с поводком 210, состоящим из втулки 211 и гайки 212. В средней части на шпинделе 11 закреплено центральное кольцо 40, над которым расположена средняя лента 410, заходящая за цилиндр 30. Цилиндр 30 снабжен конусом 310 с сегментом 320 и манжетой 321. На пяточном диске 20 через поводок 210 закреплено плечо 50 рычага с закаточным роликом 501 и двумя эластичными натяжными кольцами 502. Плечо 50 рычага через держатель 510 рычага и муфту 511 соединено со шпинделем 11. На муфте 511 укреплен пневматический цилиндр 520 с контактным кольцом 521, поршнями 539 и 540 и поршневыми кольцами 531 и 541. В поршне 540 размещен поршневой шток 542 с цилиндром 543 обратного хода.
Намоточно-закаточный узел сборочного барабана работает следующим образом. На цилиндрическую поверхность сборочного барабана накладывают боковые части, материал каркаса и прочие компоненты соответственно типу изготавливаемой шины. Посредством подачи воздуха в шпиндель 11 конус 310 отжимают к центру сборочного барабана. Посредством трения его конической части движение передают на сегменты 320 и удерживаемую ими резиновую манжету 321, которая охватывает сегменты 320. При этом происходит увеличение первоначального диаметра D сборочного барабана до диаметра, необходимого для зажима боковых проволок 60. Одновременно диаметр барабана увеличивается за счет средних лент 410 над центральным кольцом 40. После фиксирования боковых проволок 60 в позиции "х" посредством направляющего винта 10 через гайку 212, втулку 211 и поводок 210 вращательное движение направляющего винта 10 переходит в прямо линейное движение пяточного диска 20, который через цилиндр 30, сегменты 320 и манжету 321 перемещает неподвижно зафиксированные бортовые проволоки 60 из позиции "х" в позицию "у". После предварительного формования посредством осуществляемого в шпинделе 11 управления выполняют операцию обматывания и закатывания. За один ход плеча 50 рычага происходит как обмотка компонентов вокруг бортовых проволок 60, так и закатывание боковых частей на шину 80 и их прижатие. Это обеспечивается механизмом плеча 50 рычага с закаточными роликами 501, установленными с возможностью вращения в подшипниках втулки 511 и муфты 512 и жестко соединенными с держателем 510 рычага. Усилие, необходимое для прижатия боковых частей, создают эластичными натяжными кольцами 502, которые дополнительно также фиксируют положение плеча 50 рычага в исходном состоянии. Рабочее движение плеча 50 рычага обеспечивается пневматическим цилиндром 520 с уплотнительным кольцом 521, который жестко связан с держателем 510 рычага, и поршнем 530 с поршневым кольцом 531, который жестко соединен с пяточным диском 20. Возвратное движение плеча 50 рычага обеспечивается отводными роликами 543 вместе с поршневым штоком 542, поршнем 540 и поршневым кольцом 541. После окончания операции обмотки и закатывания остальные операции выполняют в зоне брекерного слоя и протектора, что завершает формование невулканизированной шины.
Изобретение применимо только при изготовлении радиальных шин легковых и грузовых автомобилей.
Узел предназначен для изготовления радиальных шин для грузовых и легковых автомобилей. Состоит из шпинделя с направляющим винтом, связанного с поводком, пяточным диском и пневматическим цилиндром, над которыми расположено плечо рычага с> по меньшей мере двумя эластичными натяжными кольцами и закаточными роликами. Плечо рычага соединено со шпинделем через держатель рычага и муфту. В результате уменьшается трудоемкость сборки шин и снижается себестоимость. 1 ил.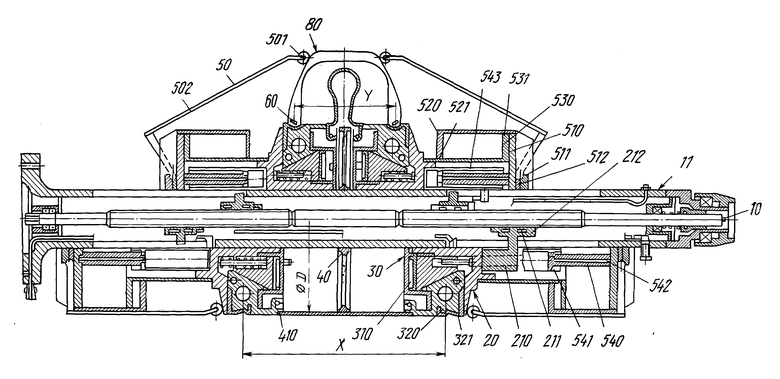
Намоточно-закаточный узел сборочного барабана для изготовления радиальных шин, включающий шпиндель с направляющим винтом, связанным с поводком, пяточным диском, над которыми расположено плечо рычага с закаточными роликами, соединенное со шпинделем через держатель рычага, отличающийся тем, что узел снабжен пневматическим цилиндром, связанным с держателем рычага и с пяточным диском, плечо рычага снабжено по меньшей мере двумя эластичными натяжными кольцами и соединено со шпинделем посредством муфты.
| ПЕЧЬ ДЛЯ СЖИГАНИЯ СЕРЫ | 1965 |
|
SU216895A1 |

