Описаны способ изготовления невулканизированных шин и установка для его осуществления.
Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для изготовления невулканизированных шин, включающей несколько устройств, собранных в составе установки, которая обеспечивает непрерывное последовательное изготовление одного элемента за другим и их последующую сборку для получения невулканизированной шины. Изобретение также относится к способу изготовления невулканизированных шин.
Описание известного уровня техники
В настоящее время известно несколько способов изготовления невулканизированных шин и соответствующих устройств для сборки. Каждое из них имеет некоторые достоинства или преимущества по сравнению с другими, но также некоторые недостатки. Фактически конструктивное решение для конкретных устройств, их расположение и соединение друг с другом определяет соответствующий способ изготовления невулканизированных шин.
Большинство линий сборки шин сконструированы в так называемой однолинейной конфигурации, куда поставляют полуфабрикаты, необходимые для данного производства невулканизированных шин, и подвергают их предварительной и завершающей обработке для получения конечного продукта на барабанах для сборки шин, которые обычно расположены на одной продольной оси сборочной линии. На линии с такой конфигурацией очень трудно использовать новые прогрессивные элементы, относящиеся как к конструктивным решениям для конкретных устройств линии, так и к внедрению более прогрессивных способов изготовления невулканизированных шин и оптимизации производственных технологических процессов.
Также известна линия производства невулканизированных шин, определенные технологические посты которой расположены на нескольких осях. В патенте США № 5853525 описано устройство для изготовления радиальных шин посредством способа, согласно которому предварительно формируют цилиндрический каркас шины и затем расширяют на формовочном барабане таким образом, чтобы обертывать жгуты сердечника бортов шины краями каркаса. Затем на первом передающем кольце внутрь каркаса вводят внутренний герметизирующий слой, причем слой имеет диаметр, меньший, чем диаметр цилиндрического каркаса, и его прижимают к внутренней поверхности, таким образом создавая первый сборочный комплект. В это время на втором барабане для формования лент боковинам и армирующим лентам придается цилиндрическая форма для обертывания сердечников бортов шины для получения второго сборочного комплекта боковин, имеющего диаметр, который меньше диаметра первого сборочного комплекта. В это время первое передающее кольцо, удерживающее первый сборочный комплект, и второй барабан для формования лент перемещаются соосно друг другу. После размещения второго сборочного комплекта в заданном положении внутри первого сборочного комплекта второй сборочный комплект расширяется и прижимается к первому сборочному комплекту, таким образом, формируя третий сборочный комплект. Первое передающее кольцо и формовочный барабан перемещаются в заданное положение, и третий сборочный комплект, расположенный в первом передающем кольце, передается на формовочный барабан. Затем формовочный барабан расширяется, и держатели сердечников борта перемещаются друг к другу для создания круглой формы формованной невулканизированной шины. Сборочный комплект из брекерного пояса и протектора, которому предварительно придана цилиндрическая конфигурация на другом формовочном барабане, подают при помощи второго передающего кольца и прикрепляют к третьему сборочному комплекту в ходе формования. На этом изготовление невулканизированной шины завершается. Все указанные выше барабаны снабжаются соответствующими материалами при помощи узлов обслуживания.
Этот способ может быть осуществлен на аппарате, который расположен на двух параллельных осях, при этом первый и второй барабаны для намотки лент, а также устройство для подачи сердечников бортов шины и слоев расположены на одной оси, а формовочный барабан и барабан для предварительного изготовления сборочного комплекта из брекерного пояса и протектора расположены на второй оси.
Этот способ может быть осуществлен также на аппарате, который расположен на трех параллельных осях, при этом второй барабан для намотки лент расположен на средней оси.
В патенте ЕР 597125 В1 описан аппарат для изготовления шин, содержащий барабан для намотки лент, формовочный (сборочный) барабан и устройство, содержащее два барабана для формирования брекерного пояса, которые могут качаться или циклически двигаться, при этом барабан для намотки лент и устройство с двумя барабанами для формирования брекерного пояса расположены на одной оси друг против друга. Формовочный барабан расположен таким образом, что он может совершать возвратно-поступательное движение между положением на оси и дежурным положением с сохранением параллельного состояния относительно оси. Узлы для передачи каркаса и брекерного пояса расположены таким образом, что они могут совершать возвратно-поступательное перемещение вдоль оси между барабаном для намотки лент и устройством для формирования брекерного пояса.
В патенте ЕР 880436 В1 описан аппарат для изготовления невулканизированных шин для транспортных средств, состоящий из первого двигательного отделения с двумя соосно расположенными валами для сборки брекерного пояса, проходящими в первом горизонтальном основном направлении, причем первый вал несет барабан для сборки брекерного пояса, а второй вал несет барабан для сборки протектора, при этом барабан расположен на большем расстоянии от первого двигательного отделения в первом горизонтальном основном направлении. Приводы этих валов независимы. Аппарат также содержит второе двигательное отделение с валом, вращающимся во втором горизонтальном основном направлении, которое параллельно первому горизонтальному основному направлению. Вал второго двигательного отделения несет два вала для сборки каркаса, которые расположены параллельно на определенном расстоянии друг от друга, при этом первый вал несет первый барабан для сборки каркаса, и второй вал несет второй барабан для сборки каркаса. Валы приводятся в действие независимо и расположены с возможностью вращения таким образом, чтобы каждый из них можно было устанавливать по оси, совпадающей с первым горизонтальным основным направлением. Аппарат содержит передающий конвейер с направлением передачи, параллельным первому горизонтальному основному направлению, на котором расположены первое передающее кольцо, которое может перемещаться между барабаном для сборки брекерного пояса и барабаном для сборки протектора, и второе передающее кольцо, которое может перемещаться между барабаном для сборки протектора и барабаном для сборки каркаса, вращающимися на одной линии с осью первого основного направления. На передающем конвейере расположен узел для удерживания и установки сердечников бортов шины на барабане для сборки каркаса, который вращается на одной линии с осью первого основного направления. Аппарат также включает узлы обслуживания для конкретных элементов, прикаточное устройство, расположенное под формовочным барабаном, и узел для извлечения готовых шин.
Описание изобретения
Установка для изготовления невулканизированных шин согласно настоящему изобретению пригодна для изготовления шин для пассажирских автомобилей. Такие шины обычно состоят из внутреннего герметизирующего слоя резины, на котором расположены один или два слоя каркаса, причем шины также содержат бортовую проволоку с сердечниками, два брекерных слоя, совместно образующих брекерный пояс, спирально намотанную узкую ленту, боковины и протектор, причем кромка протектора может накладываться на боковины или наоборот. Сущность установки согласно настоящему изобретению состоит в том факте, что устройства расположены на двух параллельных передающих конвейерах с определенным пунктом завершения невулканизированной шины. На первом передающем конвейере с возможностью перемещения расположено двигательное отделение, несущее барабан для сборки каркаса для изготовления сборочного комплекта каркаса, причем комплект состоит из двух лент боковин, внутреннего герметизирующего слоя резины и слоев каркаса. Для снабжения материалом барабана для сборки каркаса применяют узел обслуживания, обеспечивающий получение сборочного комплекта каркаса.
На втором передающем конвейере с возможностью перемещения расположено двигательное отделение, несущее барабан для сборки брекерного пояса. На этом же конвейере, но на противоположной его стороне также с возможностью перемещения расположено двигательное отделение, несущее барабан для сборки протектора, предназначенный для намотки протектора и, возможно, также для спиральной намотки узкой ленты, которая может быть расположена между брекерным поясом и протектором. На этом же передающем конвейере между барабаном для сборки брекерного пояса и барабаном для сборки протектора с возможностью перемещения расположено первое передающее кольцо для передачи брекерного пояса с барабана для сборки брекерного пояса на барабан для сборки протектора для намотки протектора и, возможно, также спиральной намотки узкой ленты для создания, таким образом, сборочного комплекта из брекерного пояса и протектора. С барабаном для сборки брекерного пояса связаны два узла обслуживания для подачи материала брекерного пояса, и с барабаном для сборки протектора, предназначенным для намотки протектора и, возможно, также для спиральной намотки узкой ленты, связаны узел обслуживания для подачи материала протектора и намоточное устройство для спиральной намотки узкой ленты, с которым связан узел обслуживания для подачи наматываемой узкой ленты.
На первом передающем конвейере с возможностью перемещения расположен барабан для сборки шины с двигательным отделением, находящийся на противоположном конце относительно барабана для сборки каркаса. На первом передающем конвейере между барабаном для сборки каркаса и барабаном для сборки шины с возможностью перемещения расположено устройство для удерживания и установки сердечников бортов шины и для удерживания сборочного комплекта каркаса. На первом передающем конвейере расположен пункт завершения невулканизированной шины. Над этим пунктом в горизонтальной плоскости над плоскостью первого и второго передающих конвейеров расположен вспомогательный конвейер, при этом вспомогательный конвейер проходит перпендикулярно первому и второму передающим конвейерам. На вспомогательном конвейере с возможностью перемещения расположено второе передающее кольцо для передачи сборочного комплекта из брекерного пояса и протектора в пункт завершения и для одновременного удаления завершенной невулканизированной шины из барабана для сборки (формования) шины. Это второе передающее кольцо подвешено на вспомогательном конвейере таким образом, что оно может перемещаться под конвейером. В пункте завершения расположено прикаточное устройство для конфигурирования кромок невулканизированной шины. Прикаточное устройство может быть расположено либо на внутренней стороне первого передающего конвейера, либо на внешней стороне первого передающего конвейера.
Согласно другому варианту осуществления изобретения установка для изготовления невулканизированных шин состоит из первого и второго передающих конвейеров. Как и в первом варианте осуществления изобретения, на первом передающем конвейере с возможностью перемещения расположено двигательное отделение, несущее барабан для сборки каркаса, и на противоположном конце этого же конвейера расположено двигательное отделение, несущее барабан для сборки шины. В пункте завершения, находящемся на первом передающем конвейере, расположено устройство для удерживания и установки сердечников бортов шины и для удерживания сборочного комплекта каркаса, которое неподвижно относительно первого передающего конвейера.
На втором передающем конвейере расположено двигательное отделение, несущее два барабана на одной оси, которые установлены на двух соосных валах, причем барабаном, который находится ближе к двигательному отделению, является барабан для сборки брекерного пояса, а барабаном, расположенным на большем расстоянии от двигательного отделения, является барабан для сборки протектора. Со вторым барабаном связан узел обслуживания для подачи материала протектора, намоточное устройство для спиральной намотки узкой ленты и узел обслуживания для подачи наматываемой узкой ленты, как и в первом варианте осуществления изобретения. Между этими барабанами с возможностью движения расположено первое передающее кольцо для передачи брекерного пояса с барабана для сборки брекерного пояса на барабан для сборки протектора.
Второе передающее кольцо расположено в пункте завершения перпендикулярно первому и второму передающим конвейерам. Это передающее кольцо выполнено как передающее устройство, содержащее 2-4 передающих кольца, которые с возможностью вращения расположены в пункте завершения в плоскости, перпендикулярной первому и второму передающим конвейерам. Одно передающее кольцо этого передающего устройства проходит в пункт завершения, а другое передающее кольцо в той же плоскости проходит в область второго передающего конвейера. Передающее кольцо, которое проходит во второй передающий конвейер, может вводиться в область первого передающего конвейера и наоборот посредством поворота дважды на 90°, если устройство содержит 4 передающих кольца, или посредством поворота один раз на 180°, если устройство содержит 2 передающих кольца, вокруг оси, параллельной передающим конвейерам.
Установка согласно первому варианту осуществления изобретения обеспечивает выполнение следующих операций. Первый слой брекерного пояса наматывается на барабан для сборки брекерного пояса, который находится на втором передающем конвейере, после чего барабан перемещается к узлу обслуживания, подающему второй слой брекерного пояса, и наматывается второй слой брекерного пояса. Слои брекерного пояса обеспечивают подачу узлов обслуживания, ориентированных перпендикулярно передающему конвейеру. Этот сборочный барабан перемещается в положение, в котором первое передающее кольцо может принять завершенный брекерный пояс. Первое передающее кольцо захватывает завершенный брекерный пояс снаружи, после чего барабан уменьшается в диаметре, возвращается в исходное положение, и начинается новый цикл сборки брекерного пояса. Первое передающее кольцо смещается к ожидающему барабану для сборки протектора и подает на него предварительно изготовленный брекерный пояс. Барабан для сборки протектора увеличивается в диаметре, таким образом, принимая брекерный пояс, и намоточное устройство наматывает на предварительно изготовленный брекерный пояс, принятый намоточным барабаном, узкую ленту, подаваемую узлом обслуживания для подачи наматываемой узкой ленты. Затем узел обслуживания для подачи материала протектора подает на этот барабан материал протектора для получения сборочного комплекта из брекерного пояса и протектора. Барабан для сборки протектора перемещается в область вспомогательного конвейера, уменьшается в диаметре и доставляет сборочный комплект из брекерного пояса и протектора к ожидающему второму передающему кольцу, которое захватывает его снаружи и смещается к пункту завершения. Барабан для сборки протектора возвращается в исходное положение и снова готов к приему брекерного пояса и намотке протектора в следующем цикле.
В ходе изготовления сборочного комплекта из брекерного пояса и протектора на сборочных барабанах на втором передающем конвейере, на барабане для сборки каркаса изготовляется сборочный комплект каркаса из материала, подаваемого комбинированным узлом обслуживания. Сборочный комплект каркаса содержит боковины шины, внутренний герметизирующий слой резины и один или два слоя каркаса. После смещения сборочного барабана в устройство для удерживания и установки сердечников бортов шины и для удерживания сборочного комплекта каркаса барабан для сборки каркаса уменьшается в диаметре и подает сборочный комплект каркаса в форме цилиндрической оболочки к находящемуся в готовности устройству для удерживания и монтажа сердечников бортов шины и для удерживания сборочного комплекта каркаса, в котором подготовлены сердечники бортов шины и вершины бортов шины. Затем барабан для сборки каркаса смещается от устройства для удерживания и установки сердечников бортов шины и для удерживания сборочного комплекта каркаса и возвращается в исходное положение, где он начинает работать в следующем цикле.
Устройство для удерживания и установки сердечников бортов шины и для удерживания сборочного комплекта каркаса захватывает сборочный комплект каркаса снаружи с такой ориентацией, чтобы сердечники бортов шины были установлены в правильное положение, и смещается в пункт, в котором он доставляет сборочный комплект каркаса с установленными сердечниками бортов шины к барабану для сборки шины и возвращается в исходное положение. Барабан для сборки шины со сборочным комплектом каркаса входит в находящееся в готовности второе передающее кольцо со сборочным комплектом из брекерного пояса и протектора, после чего немедленно начинается завершение изготовления невулканизированной шины. Оно включает накачивание сборочного комплекта каркаса, перемещение сердечников бортов шины ближе друг к другу, загибание боковин при помощи плеч рычага и прикрепление сборочного комплекта из брекерного пояса и протектора к сборочному комплекту каркаса. После того как сборочный комплект каркаса накачан и сердечники бортов шины перемещены ближе друг к другу на заданное расстояние, а сборочный комплект каркаса вошел в контакт с готовым сборочным комплектом из брекерного пояса и протектора, второе передающее кольцо освобождает сборочный комплект из брекерного пояса и протектора. Затем производится прикатка, которая выполняется прикаточным устройством, таким образом формирующим кромки невулканизированной шины. После выполнения последней операции второе передающее кольцо захватывает завершенную невулканизированную шину и смещается в положение, в котором она может быть выдана, то есть извлечена из области расположения установки для сборки невулканизированной шины.
Установка согласно второму варианту осуществления изобретения обеспечивает выполнение следующих операций.
Сборочный каркас изготовляют в соответствии с первым вариантом осуществления изобретения на барабане для сборки каркаса, который расположен на первом передающем конвейере. Двигательное отделение со сборочным барабаном, несущим сборочный каркас, перемещается в пункт завершения, куда оно доставляет готовый сборочный каркас в форме цилиндрической оболочки к ожидающему устройству для удерживания и установки сердечников бортов шины, и сборочного каркаса. Барабан для сборки шины перемещается в пункт завершения и принимает сборочный каркас с удерживаемыми и смонтированными сердечниками бортов шины. После приема сборочного каркаса с сердечниками бортов шины барабан для сборки шины перемещается в исходное положение.
На втором передающем конвейере на барабан для сборки брекерного пояса наматывается материал брекерного пояса, подаваемый узлами обслуживания. Первое передающее кольцо принимает брекерный пояс с барабана для сборки брекерного пояса. После того как первое передающее кольцо приняло брекерный пояс и совершило короткое перемещение, брекерный пояс принимает на себя барабан, который расположен дальше от двигательного отделения, то есть барабан для сборки протектора, на который первое передающее кольцо подает брекерный пояс для намотки поверх него протектора и, возможно, также узкой ленты. После намотки протектора и завершения, таким образом, цикла на обоих барабанах двигательное отделение, несущее оба барабана, смещается на втором передающем конвейере в такое положение, в котором барабан с намотанным сборочным комплектом из брекерного пояса и протектора передается в область второго передающего кольца передающего устройства, причем это положение находится в области над вторым передающим конвейером. Второе передающее кольцо передающего устройства, выступающее в область второго передающего конвейера, принимает сборочный комплект из брекерного пояса и протектора с барабана для сборки протектора в том положении двигательного отделения, которое оно занимает после смещения в направлении второго передающего конвейера.
Когда барабан смещен из второго передающего кольца передающего устройства, передающее устройство перемещает второе передающее кольцо со сборочным комплектом из брекерного пояса и протектора в район первого передающего конвейера, то есть в пункт завершения посредством вращательного движения вокруг оси, параллельной первому и второму передающим конвейерам, в плоскости, перпендикулярной первому и второму передающим конвейерам в пункте завершения.
В это время барабан для сборки шины с готовым сборочным комплектом каркаса и смонтированными сердечниками бортов шины входит во второе передающее кольцо, и начинается описанная выше операция завершения.
Одновременно с перемещением второго передающего кольца передающего устройства в пункт завершения противоположное передающее кольцо с готовой невулканизированной шиной, принятой с барабана для сборки шины, перемещается из пункта завершения в область, где завершенная невулканизированная шина может быть извлечена манипулятором или оператором.
Преимущество установки согласно настоящему изобретению состоит в том, что она представляет собой такую комбинацию необходимых устройств в целом, которая вообще никогда не применялась. Подвижность некоторых устройств и комбинация их перемещений обеспечивает уменьшение времени передачи материала. Установка сконструирована таким образом, что взаимное расположение и соединение устройств допускает применение прогрессивных элементов в технологическом процессе изготовления невулканизированных шин и одновременно они обеспечивают не только повышенную производительность, но также высокую гибкость и качество производства. Установка для изготовления невулканизированных шин выполнена в так называемой двухосной версии, которая позволяет получить указанные выше преимущества.
Краткое описание чертежей
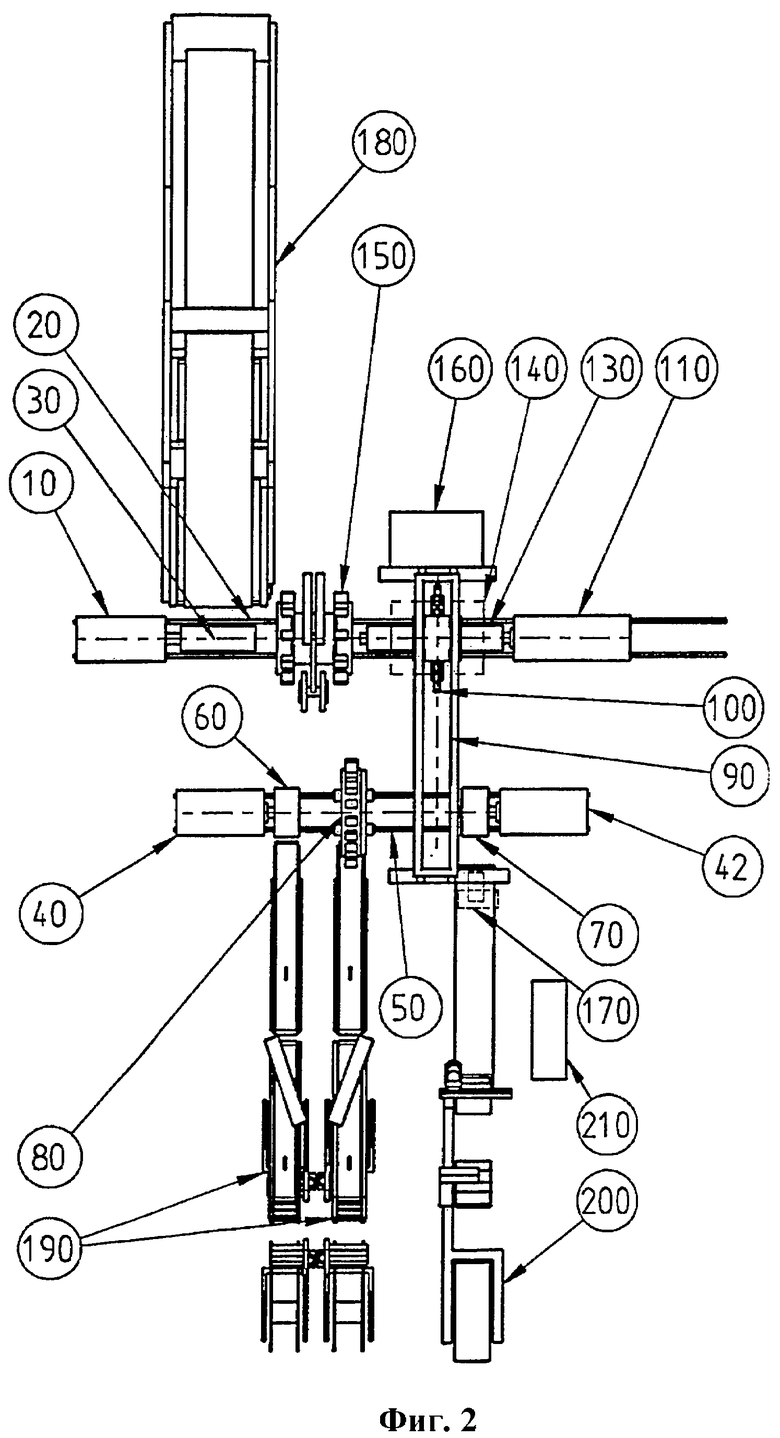
Фиг.1 и 2 - схематические виды установки для изготовления невулканизированных шин согласно настоящему изобретению в двух конструктивных конфигурациях;
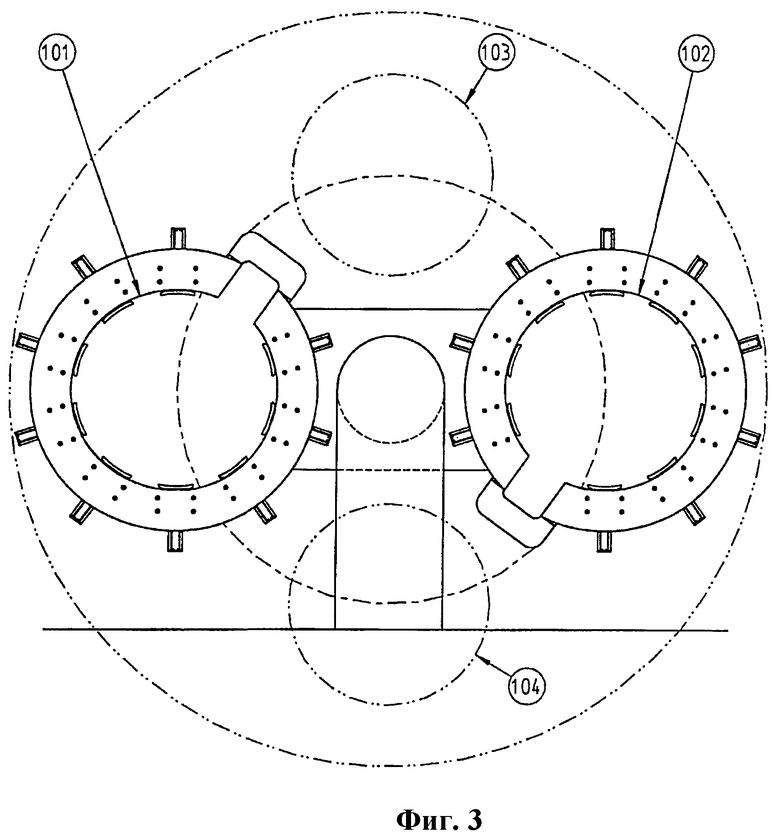
фиг.3 - схематический вид передающего устройства;
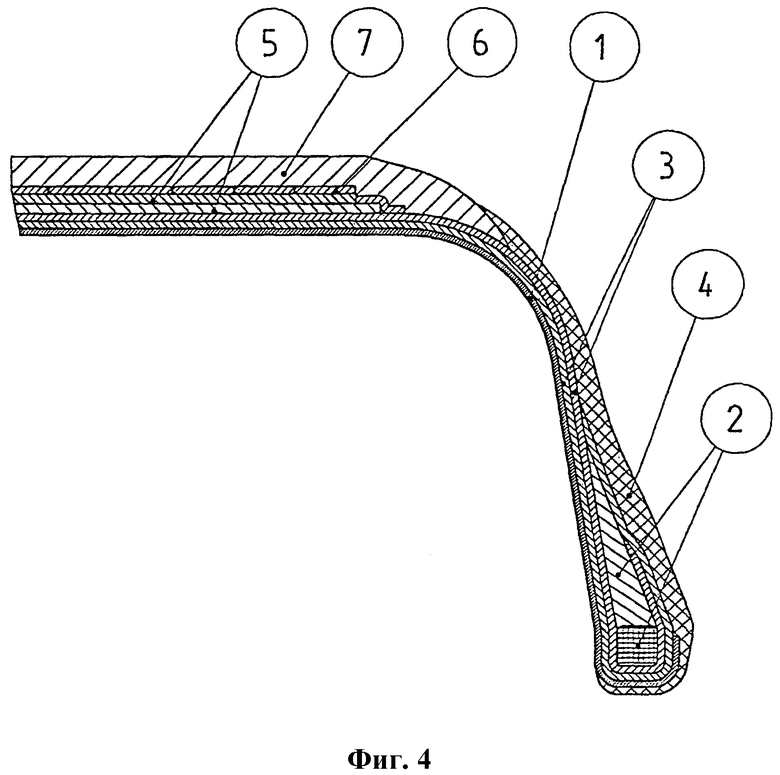
фиг.4 - частичный вид сечения невулканизированной шины.
Примеры вариантов осуществления изобретения
Пример 1
Как показано на фиг.2, установка для изготовления невулканизированных шин с возможностью перемещения расположена на двух параллельных передающих конвейерах 20 и 50. На передающем конвейере 20 с возможностью перемещения расположено двигательное отделение 10, с которым соединен барабан 30 для сборки каркасов, предназначенный для изготовления каркаса шины, который состоит из двух боковин 4, внутреннего резинового слоя 1 и слоев 3 каркаса шины. С намоточным барабаном 30 связан узел 180 обслуживания для снабжения его материалом.
На передающем конвейере 50 с возможностью перемещения расположено двигательное отделение 40, несущее барабан 60 для изготовления брекерного пояса шины. На этом же конвейере, но на противоположном конце с возможностью перемещения расположено двигательное отделение 42, несущее намоточный барабан 70 для изготовления сборочного комплекта из брекерного пояса и протектора и, возможно, также для спиральной намотки узкой ленты 6, которая может быть расположена между брекерным поясом 5 и протектором 7. На передающем конвейере 50 между барабанами 60 и 70 с возможностью перемещения расположено первое передающее кольцо 80 для передачи брекерного пояса на намоточный барабан 70 для намотки протектора и, возможно, также спирально наматываемой узкой ленты. С барабаном 60 связаны два узла 190 обслуживания для подачи материала брекерного пояса, и с барабаном 70 связаны узел 200 обслуживания для подачи материала протектора и намоточное устройство 170 для спиральной намотки узкой ленты, с которым связан узел 210 обслуживания для подачи узкой ленты для ее намотки.
Барабан 130 для сборки шин с двигательным отделением 110 с возможностью перемещения расположен на передающем конвейере 20, но на его противоположном конце относительно барабана 30 для сборки каркаса. Между барабаном 30 для сборки каркаса и барабаном 130 для сборки шины с возможностью перемещения расположено устройство 150 для удерживания и установки сердечников 2 бортов шины и сборочного комплекта каркаса. На передающем конвейере 20 расположен пункт 140 для завершения сборки невулканизированных шин. Над этим пунктом в горизонтальной плоскости над плоскостями первого и второго передающих конвейеров 20, 50 расположен вспомогательный конвейер 90, причем вспомогательный конвейер 90 проходит перпендикулярно первому и второму передающим конвейерам 20, 50. Под вспомогательным конвейером 90 расположено второе передающее кольцо 100, с возможностью перемещения подвешенное на нем для доставки собранного комплекта из брекерного пояса и протектора к пункту 140 завершения и одновременно для выдачи готовой невулканизированной шины. Кроме того, в пункте завершения находится прикаточное устройство 160, расположенное вне конвейера 20.
Шины, изготовленные посредством установки согласно настоящему изобретению, обычно состоят из внутреннего слоя 1 резины, расположенных на нем слоев 3 каркаса, а также сердечников 2 бортов шины, двух слоев 5 брекерного пояса, образующих ленту, спирально намотанной узкой ленты 6, боковин 4 шины и протектора 7, причем кромки протектора 7 могут быть наложены на боковины 4 или наоборот.
Установка, показанная на фиг.2, работает следующим образом. Первый и второй слои 5 брекерного пояса, подаваемые узлами 190 обслуживания, наматываются на барабан 60, и барабан 60 перемещается в положение, в котором первое передающее кольцо 80 может принять их, при этом оно захватывает слои снаружи, барабан 60 уменьшается в диаметре и возвращается в первоначальное положение, где начинается новый цикл намотки слоев брекерного пояса. Передающее кольцо 80 смещается к ожидающему намоточному барабану 70 и подает к нему предварительно подготовленный брекерный пояс. Барабан 70 увеличивается в диаметре, таким образом, принимая брекерный пояс, и устройство 170 наматывает на предварительно подготовленный брекерный пояс, поданный на намоточный барабан 70, узкую ленту 6, подаваемую устройством 210 обслуживания. Затем устройство 200 обслуживания подает на барабан 70 материал протектора, и образуется сборочный комплект из брекерного пояса и протектора. Намоточный барабан 70 смещается в зону вспомогательного конвейера 90, уменьшается в диаметре и подает комплект из брекерного пояса и протектора к ожидающему второму передающему кольцу, которое захватывает его снаружи и перемещает в пункт 140 завершения. Барабан 70 возвращается в исходное положение и готов к намотке брекерного пояса в следующем цикле.
В процессе изготовления сборочного комплекта из брекерного пояса и протектора на барабанах 60 и 70 на конвейере 50, на барабане 30 осуществляют изготовление сборочного комплекта каркаса из материалов, подаваемых устройством 180 обслуживания. Сборочный комплект каркаса состоит из боковин 4 шины, внутреннего слоя 1 резины и одного или двух слоев 3 каркаса. После смещения барабана 30 в устройство 150 для удерживания и установки сердечников бортов шины и сборочного комплекта каркаса он уменьшается в диаметре и подает сборочный комплект каркаса в форме цилиндрической оболочки в готовое к работе устройство 150 для удерживания и установки сердечников бортов шины и сборочного комплекта каркаса, в котором предварительно подготовлены бортовая проволока и сердечники 2 бортов шины. Барабан 30 выдвигается из устройства 150 и возвращается в исходное положение и начинает работу в следующем цикле.
Устройство 150 для удерживания и установки сердечников бортов шины и сборочного комплекта каркаса захватывает сборочный комплект каркаса снаружи с такой ориентацией, в которой сердечники 2 бортов шины устанавливаются в правильное положение, и смещается в положение, в котором оно подает сборочный комплект каркаса с установленными сердечниками бортов шины в барабан 130 для сборки шины. Барабан 130 для сборки шины увеличивается в диаметре, таким образом, принимая материал из устройства 150, и в пункте 140 завершения он смещается во второе передающее кольцо 100, где немедленно начинается завершение невулканизированной шины, включающее накачивание сборочного комплекта каркаса, перемещение сердечников бортов шины ближе друг к другу, загибание боковин плечами рычагов и прикрепление сборочного комплекта из брекерного пояса и протектора к сборочному комплекту каркаса. После того как сборочный комплект каркаса накачан и сердечники бортов шины перемещены ближе друг к другу на заданное расстояние, и сборочный комплект каркаса вошел в контакт с готовым комплектом из брекерного пояса и протектора, сборочный комплект из брекерного пояса и протектора освобождается из второго передающего кольца 100. После этого выполняют прикатку, которая осуществляется прикаточным устройством 160, посредством которого формируют кромки шины. После выполнения последней операции второе передающее кольцо 100 захватывает готовую невулканизированную шину и смещает ее в положение, в котором ее можно извлекать, то есть удалять из района расположения устройства для изготовления невулканизированных шин. Второе передающее кольцо 100 осуществляет любые движения только вдоль конвейера, который расположен перпендикулярно параллельным конвейерам 50 и 20.
Пример 2
Установка для изготовления невулканизированных шин, показанная на фиг.1, состоит, как и установка, описанная в Примере 1, из конвейера 20, на котором расположены такие же описанные устройства, причем единственное отличие состоит в расположении прикаточного устройства 160, которое находится с внутренней стороны от конвейера 20 и в местоположении устройства 150 для удерживания сердечников бортов шины и сборочного комплекта каркаса, которое расположено в пункте 140 завершения. Устройство 150 для удерживания сердечников бортов шины и сборочного комплекта каркаса выходит из пункта 140 завершения только в момент загрузки нового комплекта сердечников 2 бортов шины, проходя коротким путем, перпендикулярным первому передающему конвейеру 20 в пункте 140 завершения. На конвейере 50 расположено двигательное отделение 40, несущее два барабана 60 и 70, расположенных на одной оси на соосных валах. Ближе к двигательному отделению 40 расположен барабан 60 для сборки брекерного пояса, и дальше от него расположен намоточный барабан 70 для намотки протектора 7 и узкой ленты 6. Между барабаном 60 для сборки брекерного пояса и барабаном 70 для изготовления сборочного комплекта из брекерного пояса и протектора на конвейере 50 с возможностью перемещения расположено первое передающее кольцо 80 для передачи брекерного пояса с барабана 60 на намоточный барабан 70 для намотки протектора 7 и, возможно, также узкой ленты 6 при помощи намоточного устройства 170. Завершенный сборочный комплект из брекерного пояса и протектора принимает с намоточного барабана 70 одно из передающих колец 101-104 передающего устройства 91, например передающее кольцо 101, и в необходимый момент подается передающим устройством (посредством вращения) в пункт 140 завершения.
Когда сердечники бортов шины в устройстве 150 и сборочный комплект из брекерного пояса и протектора в устройстве 101 подготовлены, барабан 30 передает сборочный комплект каркаса в устройство 150 для удерживания и установки сердечников бортов шины и удерживания сборочного комплекта каркаса, которое расположено в пункте 140 завершения. После выхода сборочного барабана 30 из пункта 140 завершения в пункт 140 завершения перемещается барабан 130 для сборки шин, увеличивается в диаметре и сжимает с внутренней стороны сборочный комплект каркаса с сердечниками бортов шины, смонтированными в устройстве 150, после чего барабан 130 для сборки шин возвращается в исходное положение, при этом сборочный комплект из брекерного пояса и протектора остается зажатым на барабане 130 для сборки шин. В этот момент одно из передающих колец 101-104, например кольцо 101 передающего устройства 91, несущее сборочный комплект из брекерного пояса и протектора, перемещается в пункт 140 завершения. Барабан 130 для сборки шин является последним элементом, который смещается в пункт завершения, где начинается завершение изготовления шины.
После завершения ее изготовления готовая шина извлекается оператором или автоматическим манипулятором.
Промышленное применение
Настоящее изобретение относится к резиновой промышленности, и его можно использовать исключительно для изготовления радиальных шин для транспортных средств.
Изобретение относится к шинной промышленности и может быть использовано при изготовлении покрышек пневматических шин, например, для пассажирских автомобилей. Установка для изготовления невулканизированных шин состоит из барабана для сборки брекерного пояса, барабана для сборки протектора, барабана для сборки каркаса и барабана для сборки шины. Установка включает устройства для передачи определенных полуфабрикатов от одного устройства к другому, устройство для удерживания сердечников бортов шины и сборочного комплекта каркаса, прикаточное устройство и узлы обслуживания для подачи материалов. Установка расположена на двух параллельных передающих конвейерах. На первом передающем конвейере установлены барабан для сборки каркаса и барабан для сборки шины. На первом передающем конвейере расположено устройство для установки сердечников бортов шины и сборочного комплекта каркаса. На втором передающем конвейере расположены с возможностью перемещения барабан для сборки брекерного пояса и барабан для сборки протектора. Установка имеет вспомогательный конвейер, расположенный в пункте завершения. Пункт завершения расположен на первом передающем конвейере. Установка имеет второе передающее кольцо для подачи сборочного комплекта из брекерного пояса и протектора в пункт завершения для удаления готовой невулканизированной шины. Установка имеет устройство для спиральной намотки узкой ленты, связанное с намоточным барабаном. Установка имеет узлы обслуживания и прикаточное устройство. Барабан для сборки каркаса и барабан для сборки шины расположены с возможностью перемещения на первом передающем конвейере. Первое передающее кольцо для передачи брекерного пояса со сборочного барабана для сборки брекерного пояса на барабан для сборки протектора расположено между установленным с возможностью перемещения барабаном для сборки брекерного пояса и барабаном для сборки протектора. Изобретение предусматривает способ изготовления невулканизированных шин. Изобретение позволяет изготовлять радиальные шины для транспортных средств. 3 н. и 10 з.п. ф-лы, 4 ил.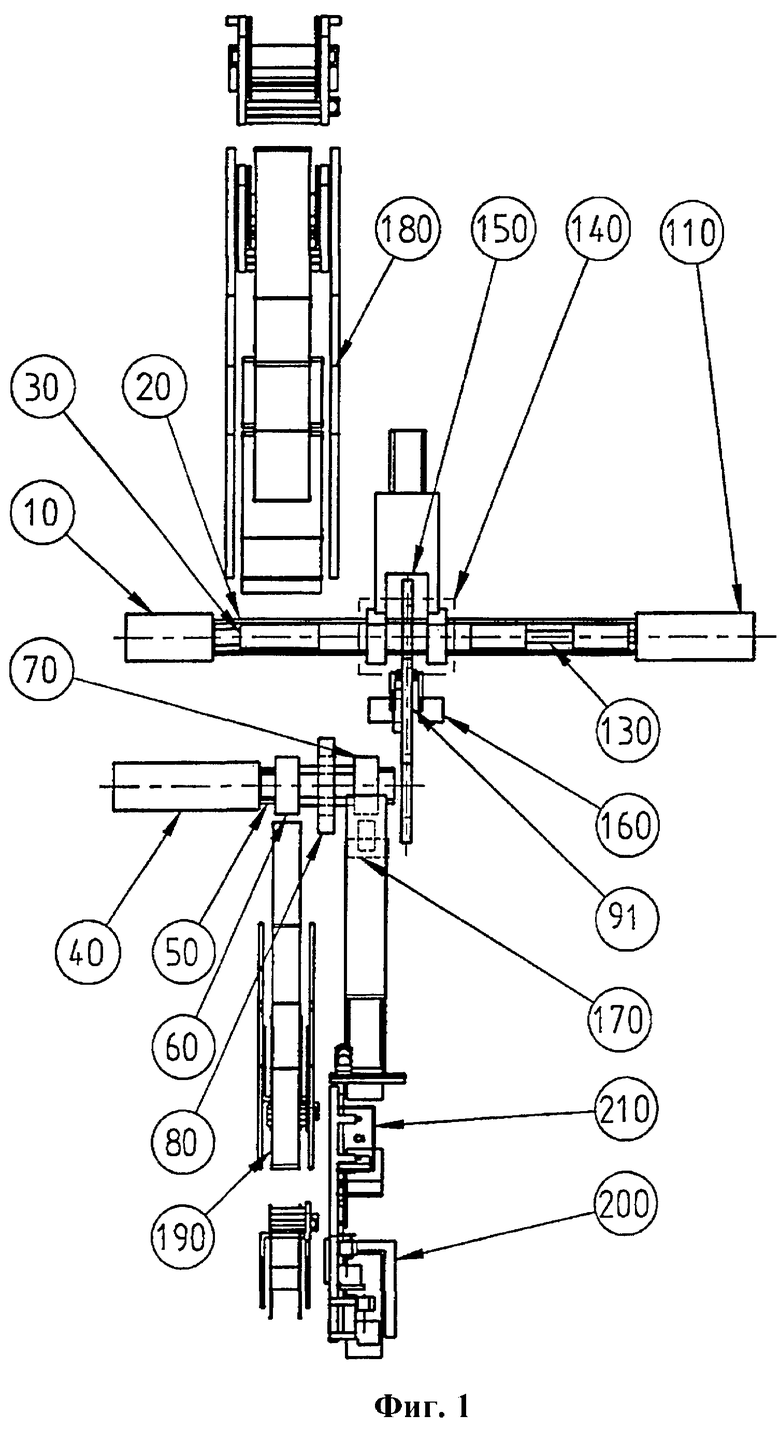
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |
| Стяжной замок | 1976 |
|
SU580142A1 |
| US 4985100 A, 15.01.1991 | |||
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |

