Настоящее изобретение касается способа соединения узла брекер-протектор с каркасом при изготовлении сырой автомобильной шины, выполняемого спрессовыванием радиально внутрь узла брекер-протектор к внешней периферийной поверхности накачиваемого кольцевого каркаса для достижения взаимного соединения компонентов. Изобретение касается также устройства для прикатки узла брекер-протектор на каркас с использованием способа согласно изобретению.
Предшествующий уровень техники
В процессе производства шины каркас накачивается и формируется на барабане для вулканизации покрышек шин для того, чтобы подготовить заранее частичное соединение с узлом брекер-протектор. Затем барабан для вулканизации покрышек шин вращается, так что узел брекер-протектор также вращается вместе с накаченным каркасом.
Окончательное соединение узла брекер-протектор с накаченным каркасом обычно выполняют с использованием сжимающей силы, прикладываемой упругим цилиндром прикаточных роликов в радиальном направлении.
В известных ранее способах соединения узла брекер-протектор с накаченным каркасом использовалась сжимающая сила, прикладываемая в радиальном направлении упругим пневматическим цилиндром, на котором расположены отдельные прикаточные ролики. Эти отдельные прикаточные ролики, различные по диаметру, обычно имели такой профиль, чтобы спрессовывать поверхность протектора шины по всей его длине.
В другом способе соединения узла брекер-протектор с накаченным каркасом использовалась сжимающая сила, прикладываемая в радиальном направлении упругим пневматическим цилиндром, на котором расположена пара прикаточных роликов. Пара прикаточных роликов постепенно симметрично перемещается по оси, параллельной оси шины, от центра до краев пояса протектора.
Могут быть различные технические решения конструкции прикаточных устройств. Такие устройства могут быть выполнены, например, настолько динамичными, что во время прикатки каждый из роликов вращается вокруг своей собственной оси, которая является параллельной оси вращения изготавливаемой шины, и одновременно ролики двигаются взаимно симметрично в направлении от центральной части внешней периферийной поверхности изготавливаемой шины к ее плечевым зонам, т.е. прикаточные ролики перемещаются параллельно оси вращения шины; такое конструктивное решение можно найти, например, в патенте ЕР 0770475 B1, где система двух прикаточных роликов, расположенных на пневматических цилиндрах, закреплена в установленном суппорте, при этом перемещение суппорта в радиальном направлении и перемещение прикаточных роликов, расположенных на пневматических цилиндрах, в осевом направлении обеспечивается посредством резьбовых стержней, связанных с электрическими двигателями. Устройство согласно вышеупомянутому патенту включает также средства для отклонения оси вращения прикаточных роликов от положения, параллельного оси вращения барабана для вулканизации покрышек шин.
Другой тип прикаточных устройств образован статическими устройствами прикатки, в которых при использовании ролики перемещаются только вокруг своих осей без их относительного перемещения. Также возможно комбинирование статических и динамических роликов. Это описано, например, в патенте ЕР 0627302 B1, где предметом изобретения является устройство для радиального изготовления шины, часть которого состоит из прессового устройства и снабжена, по меньшей мере, одним роликом. А именно, есть три ролика, при этом один из них является статическим прессом для прижатия центральной части внешней периферийной поверхности шины, и два динамических ролика расположены так, чтобы прижать борта протекторного пояса. Эти ролики перемещаются под действием пневматического цилиндра в отверстиях устройства перемещения, которое приспособлено специально для этой цели и перемещает брекер и протектор с намоточного шинного барабана к барабану для вулканизации шин.
Статические прикаточные ролики могут быть выполнены также и раздельно, различного диаметра и их профиль позволяет прижимать поверхность протектора шины по всей его ширине. Однако, при использовании разделенных прикаточных роликов возможно также использовать движение прикаточного устройства с роликами в направлении, параллельном оси барабана для вулканизации шины, как описано, например, в патенте SU 1305056 A1, где каждый в отдельности из разделенных прикаточных роликов включает пружину, так что его положение не фиксировано, но может изменяться в зависимости от изменяющейся поверхности в процессе осевого перемещения разделенного ролика относительно оси барабана для вулканизации шин.
При использовании вышеупомянутых устройств можно реализовать способ прессовой прикатки узла брекер-протектор к каркасу, причем в этом случае упругие элементы, действующие в противоположных направлениях, входят в контакт, то есть накаченный узел брекер-протектор и пневматический цилиндр с прикаточными роликами. Взаимное взаимодействие прикаточных роликов и узла брекер-протектор происходит при неравномерном вращении общей поверхности узла брекер-протектор. Это взаимодействие имеет неблагоприятный эффект на однородность изготавливаемых шин.
Недостатками вышеупомянутых способов являются низкая однородность изготавливаемых шин, деформация волокон каркаса, возможность наличия воздушных полостей в плечевых зонах шин и сложной наладке профиля прикаточного ролика при изменении размеров изготавливаемых шин.
Было неожиданно обнаружено, что вышеупомянутое взаимодействие между двумя упругими элементами, которые состоят из пневматического цилиндра, составляющего часть прикаточного блока, содержащего, по меньшей мере, один прикаточный ролик, и накаченного каркаса, может быть уменьшено за счет использования твердого неэластичного элемента в конструкции прикаточного блока вместо упругого элемента. При использовании способа и устройства согласно настоящему изобретению достигается более высокая однородность изготавливаемых шин.
Способ изготовления сырой автомобильной шины обычно включает следующие стадии:
- изготовление единого каркаса в форме цилиндрической оболочки, состоящей обычно изнутри из каучука, боковых стенок и каркасных слоев, и последующая установка проволочных сердечников борта,
- изготовление узла брекер-протектор в форме цилиндрической оболочки, обычно состоящей из нескольких слоев брекера и протектора,
размещение узла брекер-протектор в заданное положение на каркасе,
- формирование тороидальной формы каркаса накачиванием каркасного узла с одновременным сближением с проволочными сердечниками борта, загибание слоев каркаса и боковых стенок вокруг проволочных сердечников борта, спрессовывание боковых стенок изготавливаемой шины с каркасом, причем при вращении барабана накаченный каркас частично соединяется с узлом брекер-протектор, который вращается на барабане для вулканизации шин вместе с накаченным каркасом тороидальной формы,
- полное соединение узла брекер-протектор с каркасом тороидальной формы посредством прикатки в процессе вращения барабана для вулканизации шин.
Раскрытие изобретения
Вышеупомянутые недостатки по существу устранены при изготовлении шин способом соединения узла брекер-протектор с каркасом посредством прикатки на барабане для вулканизации шин согласно настоящему изобретению, предмет которого состоит в том, что прикладывают давление в радиальном внутреннем направлении на внешнюю периферийную поверхность вращающегося узла брекер-протектор, соединенного с накаченным каркасом тороидальной формы, который расположен на барабане для вулканизации шин, причем давление осуществляется по меньшей мере двумя роликами, которые установлены с возможностью вращения и неупругим образом закреплены на неподвижной опорной части прикаточного блока, который снабжен средствами для взаимно симметричного осевого перемещения прикаточных роликов от центральной части вращающейся внешней периферийной поверхности узла брекер-протектор изготавливаемой шины к ее плечевым зонам и, возможно, также средствами для отклонения оси вращения прикаточных роликов от положения, параллельного оси вращения изготавливаемой шины, и, следовательно, от оси вращения барабана для вулканизации шин. Усилие прижатия роликов регулируется средствами для перемещения неподвижной опорной части в направлении, перпендикулярном оси вращения изготавливаемой шины. Средства для перемещения неподвижной опорной части в направлении, перпендикулярном оси вращения изготавливаемой шины, служат также для перемещения неподвижной опорной части в заданное положение при прикатке, а также для ее перемещения в ходе процесса прикатки в зависимости от положения прикаточных роликов на вращаемой поверхности изготавливаемой шины.
Радиальное перемещение прикаточного блока осуществляется перемещением неподвижной опорной части в направлении, перпендикулярном оси вращения изготавливаемой шины. Радиальное перемещение прикаточного блока, предусмотренного в форме неподвижной опорной части с, по меньшей мере, двумя закрепленными неупругим образом прикаточными роликами в определенное положение, т.е. на определенное радиальное расстояние оси прикаточных роликов от оси барабана для вулканизации шин, регулируется автоматически.
Аналогично, симметричное перемещение прикаточных роликов в направлении от центральной части внешней периферийной поверхности изготавливаемой шины к ее плечевым зонам, т.е. параллельно оси вращения барабана для вулканизации шин, регулируется автоматически, при этом одновременно ось вращения прикаточных роликов отклоняется от положения, параллельного оси вращения изготавливаемой шины, так, что радиальная сила, действующая таким образом на внешнюю периферийную поверхность, может использоваться наиболее эффективно, и также радиальное перемещение неподвижной опорной части осуществляется так, что величина прижимающего усилия, оказываемого прикаточными роликами, сохраняется во время перемещения прикаточных роликов по изогнутой внешней периферийной поверхности изготавливаемой шины.
Предметом настоящего изобретения является также устройство для прикатки узла брекер-протектор к каркасу, размещенному на барабане для вулканизации шин, содержащее приводные средства для вращения барабана для вулканизации шин, при этом прикаточное устройство включает, по меньшей мере, два прикаточных ролика, неупругим образом закрепленных на неподвижной опорной части, ролики вращаются вокруг оси, параллельной оси барабана для вулканизации шин, и средства для перемещения неподвижной опорной части в заданное положение близко к вращающемуся каркасу, который частично соединен с узлом брекер-протектор. Эти средства служат также для перемещения неподвижной опорной части с прикаточными роликами в ходе процесса прикатки в зависимости от взаимного расположения прикаточных роликов. Кроме того, прикаточное устройство включает средства для взаимного симметричного перемещения прикаточных роликов от центральной части внешней периферийной поверхности вращающейся изготавливаемой шины к ее плечевым зонам после того, как прикаточные ролики вошли в контакт с вышеупомянутой поверхностью, и средства регулировки отклонения оси вращения прикаточных роликов от положения, параллельного оси вращения изготавливаемой шины, при этом прикаточные ролики выполнены неупругими.
Для отклонения оси вращения прикаточных роликов от положения, параллельного оси вращения изготавливаемой шины, может использоваться любое известное структурное решение для таких средств, при условии, что прикаточные ролики закреплены неупругим образом. Это означает, что они не должны быть расположены, например, на пневматических цилиндрах.
Способ прикатки узла брекер-протектор к каркасу при изготовлении шины и устройство, использующее этот способ, будут раскрыты далее более подробно посредством прилагаемых чертежей и примеров реализации.
Краткое описание чертежей
На Фигуре 1 схематично представлен боковой вид конструкции устройства согласно изобретению, относящийся к барабану для вулканизации шин.
На Фигуре 2 схематично показаны возможности перемещения отдельных частей прикаточного узла в ходе процесса прикатки узла брекер-протектор на каркас согласно изобретению.
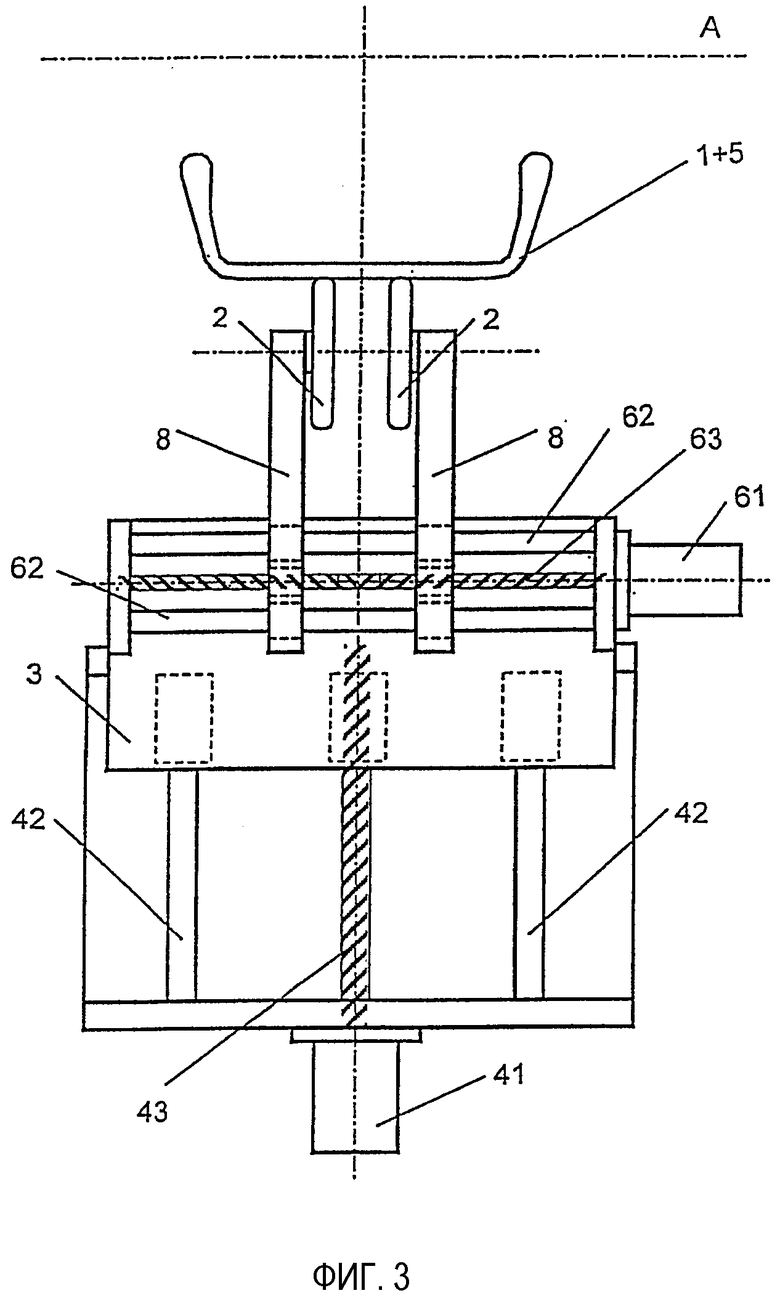
На Фигуре 3 схематично показано устройство для прикатки узла брекер-протектор на каркас согласно изобретению.
На Фигуре 4 показано прикатывающее устройство согласно изобретению с возможностью отклонения оси вращения прикаточных роликов от положения, параллельного оси вращения производимой шины.
На Фигуре 5 схематично показано отклонение ролика в радиальном направлении, когда происходит аксиальное (осевое) перемещение относительно оси барабана для вулканизации шин в случае попадания ролика на шероховатую поверхность А в традиционном методе прикатки и В в способе прикатки согласно изобретению.
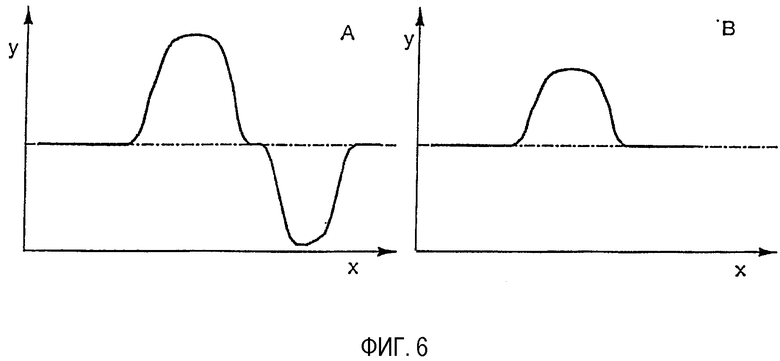
На Фигуре 6 показано графическое представление радиальной силы шины, на которую ссылаются как на так называемую величину "полной нагрузки" А в традиционном методе прикатки и В в методе прикатки согласно изобретению.
Примеры
Устройство, схематично показанное в Фиг. 1, состоит из барабана 9 для вулканизации шин с плечами рычага, причем этот барабан снабжен приводным средством, обеспечивающим его вращение в заданном направлении и с заданной скоростью. Вокруг внешней периферии барабана для вулканизации шин находится свернутый каркас 1, над которым расположен узел 5 брекер-протектор, подготовленный заранее, размещаемый в заданном положении. Барабан 9 для вулканизации шин предназначен для накачивания сборочного каркаса, обернутого вокруг него, сжатым воздухом до определенной величины давления. Вследствие накачивания каркаса 1 происходит частичное соединение каркаса 1 с узлом 5 брекер-протектор, а последующее вращение барабана для вулканизации шин влечет за собой вращение каркаса 1 вместе с частично присоединенным узлом 5.
Около барабана 9 для вулканизации шин согласно изобретению расположен прикаточный узел, состоящий из неподвижной опорной части 3, на которой размещены по меньшей мере два прикаточных ролика 2, расположенных на суппортах 8, причем каждый из роликов вращается вокруг своей оси, которая параллельна оси вращения А шины, находящейся на барабане.
Как может быть видно из Фиг. 2, неподвижная опорная часть 3 прикаточного узла, а также прикаточные ролики 2 могут перемещаться в радиальном направлении в течение процесса прикатки по направлению стрелки 4. Помимо движения по направлению стрелки 4 прикаточные ролики 2 могут перемещаться в осевом направлении по направлению стрелки 6, а также их оси вращения могут отклоняться по направлению стрелки 7 от положения, параллельного оси вращения производимой сырой шины.
На Фиг. 3 изображены механизмы радиального перемещения по направлению стрелки 4 неподвижной опорной части 3 прикаточного узла и осевого перемещения по направлению стрелки 6 прикаточных роликов 2. Радиальное перемещение неподвижной опорной части 3 устройства, реализующего способ согласно изобретению, обеспечивается посредством серводвигателя 41, резьбового стержня 43, связанного с двигателем, и подвижными частями 42, причем все эти части смонтированы в радиальном направлении относительно оси А барабана для вулканизации шин. Серводвигатель 41 приводит во вращение резьбовой стержень, снабженный резьбой для вращения 43, за счет чего неподвижная опорная часть 3 перемещается вдоль подвижной части 42 радиально по отношению к внешней периферийной поверхности производимой сырой шины. После завершения операции прикатки происходит реверсивное движение серводвигателя 43, и таким образом вращательное движение резьбового стержня 43 перемещает прикаточный узел в обратном направлении от изготавливаемой сырой шины. Тот же самый принцип используется также для осевого перемещения прикаточных роликов, причем совокупность всех частей, то есть серводвигателя 61, стержня 63, соединенного с ним и снабженного правосторонней резьбой по одной половине его длины и левосторонней резьбой по другой половине его длины, и подвижных частей 62, параллельных оси А барабана для вулканизации шин. Для обеспечения вращательного движения прикаточных роликов 2 вокруг их оси, которая параллельна оси А барабана для вулканизации шин 9, ролики предпочтительно располагать на суппортах 8. Таким образом, суппорты 8 имеют на своих концах, обращенных к барабану для вулканизации шин, прикаточные ролики 2, которые вращаются вокруг своих осей при контакте с вращающейся изготавливаемой шиной, а другими своими концами они соединены со стержнем 63, снабженным правосторонней резьбой на одной половине его длины и левосторонней резьбой на другой половине его длины. В этом случае действие серводвигателя 61 вызывает вращение стержня 63 с правосторонней и левосторонней резьбой, вследствие которого происходит симметричное движение суппортов 8 от центральной части внешней периферийной поверхности изготавливаемой шины, к ее плечевым зонам. Обратное движение прикаточных роликов 2 сопровождается обратным движением серводвигателя 61.
Отклонение осей прикаточных роликов от оси, параллельной оси вращения производимой шины, может быть выполнено, например, как показано на Фиг. 4. На каждом из суппортов 8 расположен вспомогательный суппорт 82, который соединяется с суппортом 8 через шарнирное соединение 83. Конец вспомогательного суппорта 82, находящийся ближе к барабану 9 для вулканизации шин, обеспечен шарнирно прикрепленным прикаточным роликом 2. Линейный серводвигатель 81 соединен с суппортами 8 и вспомогательными суппортами 82 посредством шарнирного соединения. Передвижение штока поршней линейных серводвигателей 81 вызывает отклонение прикаточных роликов 2.
Точное расположение прикаточных роликов 2 осуществляется посредством суппортов 8, управляемых серводвигателем 61, неподвижной опорной части 3, управляемой серводвигателем 41, а давление в накаченной производимой шине, так же как скорость вращения барабана 9 для вулканизации шин регулируются посредством системы управления таким образом, что полное соединение между узлом 5 брекер-протектор и каркасом 1 достигается за короткое время.
Параметр однородности производимых шин может быть оценен с использованием величины радиальной силы шины так называемой величины "полной нагрузки". В связи с этим, описание включает также Фиг. 5, которая схематично показывает отклонение ролика в радиальном направлении, когда происходит аксиальное перемещение относительно оси барабана для вулканизации шин в случае попадания ролика на шероховатую поверхность в традиционном способе прикатки и в способе прикатки согласно изобретению, и Фиг. 6, которая показывает графическое представление вышеупомянутой радиальной силы шины так называемой величины "полной нагрузки", в традиционном способе прикатки и в способе прикатки согласно изобретению. Фиг. 5 и 6 ясно показывают преимущества настоящего изобретения по сравнению с предшествующим уровнем техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАН ДЛЯ ИЗГОТОВЛЕНИЯ БРЕКЕРА И ПРОТЕКТОРА ШИНЫ | 2014 |
|
RU2625862C1 |
| МАШИНА ДЛЯ СБОРКИ ШИН С ПРИЖИМНЫМИ БЛОКАМИ | 2000 |
|
RU2247028C2 |
| СИСТЕМА УСТРОЙСТВ ДЛЯ СБОРКИ СЫРОЙ ШИНЫ ТРАНСПОРТНЫХ СРЕДСТВ | 1997 |
|
RU2174469C2 |
| Способ восстановления пневматических шин | 1985 |
|
SU1289698A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН | 2009 |
|
RU2483923C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН | 2008 |
|
RU2455164C1 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1980 |
|
SU929456A1 |
| Устройство для прикатки брекерно-протекторного браслета | 1987 |
|
SU1717400A1 |
| РАСШИРЯЮЩИЙСЯ ФОРМООБРАЗУЮЩИЙ БАРАБАН И СПОСОБ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАСНПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2709340C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ БОРТОВЫХ СЕРДЕЧНИКОВ | 2005 |
|
RU2354555C2 |



Изобретение относится к шинной промышленности и может быть использовано при изготовлении автомобильных шин. Устройство включает твердую опорную часть, два закрепленных с возможностью вращения прикаточных ролика, каждый из которых независимо неупругим образом и аксиально подвижно соединен с твердой опорной частью, которая снабжена средством для осевого взаимно симметричного движения прикаточных роликов. Средство сформировано одной подвижной частью, размещенной параллельно стержню, на котором выполнены симметрично от его центра резьбы с противоположным ходовым шагом. Стержень соединен с одним концом суппортов, с возможностью симметричного их движения вдоль стержня, управляемого серводвигателем для осевого взаимно симметричного перемещения прикаточных роликов. Ролики закреплены с возможностью вращения на других концах суппортов. Ось прикаточных роликов параллельна оси вращения изготавливаемой шины. Устройство содержит средство для установки твердой опорной части в заданное положение посредством ее перемещения в направлении, перпендикулярном оси вращения изготавливаемой сырой шины. Это средство сформировано по меньшей мере одной подвижной частью, параллельной резьбовому стержню, который соединен с серводвигателем. Резьбовой стержень вместе с подвижными частями установлен перпендикулярно стержню, на котором выполнены симметрично от его центра резьбы с противоположным ходовым шагом. Изобретение предусматривает способ, использующий данное устройство. Изобретение устраняет воздушные полости в плечевых зонах шины, устраняет деформацию волокон каркаса и просто в наладке. 2 н. и 1 з.п. ф-лы, 6 ил.
| US 5693176 А, 02.12.1997 | |||
| Устройство для прикатки к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU816776A1 |
| Устройство для прикатки брекерно-протекторного браслета | 1987 |
|
SU1717400A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172255C2 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1987 |
|
SU1715649A1 |

