Настоящее изобретение относится к барабану для изготовления шин с устройством для заворота кромок вверх, предназначенному для изготовления невулканизованных шин. Барабан для изготовления шин выполнен с возможностью поддержания стабильного положения проволочных бортовых колец во время процесса изготовления невулканизованной шины. Изобретение также относится к способу изготовления невулканизованных шин.
Во время изготовления невулканизованных шин на поточной линии для изготовления шин соответствующие материалы подаются к барабану для изготовления шин и наматываются на него. Увеличение диаметра барабана происходит за счет радиального удлинения зажимных приспособлений, в результате чего проволочные бортовые кольца с сердечниками, которые заранее были размещены в заданном положении, напрессовываются и прижимаются к материалам каркаса, намотанным на барабан для изготовления шин. Проволочные бортовые кольца с сердечниками должны оставаться в этом "прижатом" положении в течение последующего технологического процесса изготовления невулканизованной шины. Во время технологического процесса возникают дополнительные силы, которые стремятся сместить проволочные бортовые кольца из прижатого положения как в направлении к центру барабана, так и в противоположном направлении. Требуется сравнительно большее усилие зажима для зажима проволочных бортовых колец или для обеспечения стабильности их положения во время всего последующего процесса изготовления шины. Как следствие, нежелательная деформация материалов каркаса в непосредственной близости от того места, где зажато проволочное бортовое кольцо, приводит к отрицательным воздействиям на характеристики качества изделия, поскольку отдельные элементы будут иметь разные свойства и удлиняться до разных диаметров. Смещения материалов каркаса возникают из-за невозможности идеально синхронизировать рабочие перемещения двух зажимных приспособлений.
Разработанные в последнее время способы и соответствующие устройства позволяют решить проблему обеспечения стабильности положения зажатых проволочных бортовых колец посредством соответствующего вида опоры для их зажима, посредством так называемых внутренних резиновых мембран или посредством механической вращающейся опоры для борта.
В публикации ЕР 0303197 описан способ установки бортовых проволочных колец и станок для изготовления шин, содержащий наматывающий барабан с переменным диаметром, две выполненные с возможностью прикрепления боковые части, расположенные на одной линии, при этом, по меньшей мере, одна из них выполнена с возможностью смещения, и механизм для регулирования положения сердечников бортов шины, который расположен с обоих концов наматывающего барабана и выполнен с возможностью коаксиального смещения относительно наматывающего барабана. Устройство для установки сердечников бортов содержит круглый держатель для размещения соответствующего бортового проволочного кольца. Круглые держатели состоят из сегментов, выполненных с возможностью смещения в радиальном направлении, которые расположены концентрично относительно оси наматывающего барабана. Устройство дополнительно содержит скользящие кольца, которые расположены в плоскости, параллельной торцевым поверхностям наматывающего барабана, и концентрично относительно оси барабана и выполнены с возможностью смещения в аксиальном направлении над круглыми держателями, когда последние расположены на одной линии с торцевыми поверхностями наматывающего барабана.
В публикациях WO 98/52740 и WO 01/68356 раскрыты барабаны для изготовления шин с устройством для заворота кромок вверх, предназначенные для изготовления невулканизованных шин, имеющие центральную ось и два круговых сегмента, расположенных вокруг оси для обеспечения опоры для сердечников бортов, средство для радиального удлинения тех частей элементов шины, которые расположены между круговыми сегментами. С другой стороны барабана, снаружи по отношению к круговым сегментам, на нем имеются две группы шарнирно закрепленных рычагов, которые выполнены с возможностью перемещения в аксиальном направлении и удлинения в радиальном направлении и на конце, соседнем с круговыми сегментами, снабжены роликами для заворота кромок вверх тех элементов шины, которые расположены с наружной стороны круговых сегментов. Круговые сегменты расположены на заданном расстоянии друг от друга, при этом каждый из них состоит из нескольких частей. С внутренней стороны каждой части круговых сегментов, то есть в пространстве между круговыми сегментами, предусмотрена внутренняя опора для сердечника борта. Внутренняя опора для сердечника борта соединена с возможностью поворота с соответствующей частью сегмента, и во время операции заворота кромок вверх она обеспечивает подъем и опору для проволочного бортового кольца с внутренней стороны, тем самым предотвращая ее смещение внутрь между круговыми сегментами.
Любое из этих известных решений или обеспечивает предотвращение смещения проволочных бортовых колец во время изготовления шин в недостаточной степени, или может быть использовано только для определенного типа барабана для изготовления шин. Например, WO 98/52470 не может быть использована для барабанов для изготовления, имеющих фиксированную центральную часть, поскольку они не обеспечивают достаточно места для вращения внутренней опоры, предназначенной для создания опоры для проволочных бортовых колец в процессе изготовления.
Вышеуказанные недостатки устранены посредством создания барабана для изготовления шин с устройством для заворота кромок вверх, предназначенного для изготовления невулканизованных шин из элементов, подобных сборке каркаса, боковин шины, комплекта, содержащего брекер и протектор, и двух проволочных бортовых колец, и содержащего расположенный горизонтально центральный опорный полый вал с приводным валом, проходящим через центр опорного полого вала, причем опорный полый вал имеет воздухораспределительное средство для пневматических механизмов для управления функциями барабана и средство для осевого перемещения обеих боковых частей барабана, расположенное с обеих сторон вертикальной плоскости симметрии и образованное двумя группами рычагов, которые на стороне, обращенной к центру, снабжены роликами, установленными с возможностью поворота, а другая сторона рычагов закреплена с возможностью поворота в опоре, общей для каждой группы рычагов, причем каждая группа рычагов снабжена, по меньшей мере, одним окружным эластичным ремнем, охватывающим по окружности рычаги, при этом рычаги образуют две цилиндрические поверхности вокруг горизонтального полого вала. При этом согласно изобретению между двумя группами рычагов с роликами с обеих сторон вертикальной плоскости симметрии расположено устройство для создания опоры для проволочных бортовых колец с обеих сторон, которое содержит: установленный с возможностью смещения в осевом направлении первый направляющий диск с установленными вокруг всей его периферии с возможностью перемещения в радиальном направлении сегментами для зажима борта, предназначенными для взаимодействия с механизмом управления радиальным подъемом сегментов для зажима борта; установленный с возможностью перемещения в аксиальном направлении второй направляющий диск, который расположен дальше от вертикальной плоскости симметрии и вокруг всей периферии которого выполнены установленные с возможностью перемещения в радиальном направлении сегменты для опоры борта, предназначенные для взаимодействия с механизмом управления радиальным подъемом сегментов для опоры борта; механизм управления радиальным подъемом сегментов для зажима борта, снабженный средством для взаимодействия с сегментами для зажима борта; механизм управления радиальным подъемом сегментов для опоры борта, снабженный средством для взаимодействия с сегментами для опоры борта; и резиновую манжету, которая образует опору для проволочных бортовых колец и отделяет внутреннее пространство барабана с обеспечением воздухонепроницаемости, причем сегменты для зажима борта, установленные на первом направляющем диске с возможностью перемещения в радиальном направлении, выполнены со средством для взаимодействия с механизмом управления радиальным подъемом сегментов для зажима борта, а сегменты для опоры борта, установленные на втором направляющем диске с возможностью перемещения в радиальном направлении, выполнены со средством для взаимодействия с механизмом управления радиальным подъемом сегментов для опоры борта, при этом каждый из сегментов для опоры борта содержит пару опорных кронштейнов, которые обеспечивают опору для проволочных бортовых колец с обеих сторон, и перемычку, которая соединяет указанные кронштейны друг с другом, при этом в сегменте для зажима борта имеются пространство для приема кронштейнов с перемычкой сегмента для опоры борта и опорная поверхность для радиального подъема сегмента для опоры борта одновременно с радиальным подъемом сегмента для зажима борта посредством механизма управления радиальным подъемом сегментов для зажима борта.
Предпочтительно, первый направляющий диск выполнен с расположенным на всей его периферии средством для присоединения группы сегментов для зажима борта, при этом указанное средство обеспечивает перемещение сегментов для зажима борта в радиальном направлении, и второй направляющий диск выполнен с расположенным на всей его периферии средством для присоединения группы сегментов для опоры борта, при этом указанное средство обеспечивает перемещение сегментов для опоры борта в радиальном направлении.
Преимущественно, механизм управления радиальным подъемом сегментов для зажима борта образован пневматическим цилиндром с поршнем, который имеет коническую поверхность, образующую средство для взаимодействия с конической поверхностью группы сегментов для зажима борта, при этом пневматический цилиндр дополнительно снабжен пружиной для возвратного перемещения поршней и фланцем, который образует первый направляющий диск со средством для присоединения группы сегментов для зажима борта.
Предпочтительно, механизм управления радиальным подъемом сегментов для опоры борта образован пневматическим цилиндром с поршнем, который имеет коническую поверхность, образующую средство для взаимодействия с конической поверхностью группы сегментов для опоры борта, при этом пневматический цилиндр дополнительно снабжен пружиной для возвратного перемещения поршней.
Преимущественно, один из концов резиновой манжеты прикреплен к первому направляющему диску с обеспечением воздухонепроницаемости, а другой конец резиновой манжеты закреплен с обеспечением воздухонепроницаемости на средстве сегмента для зажима борта, при этом второй конец манжеты выполнен с ободом, проходящим над наружными опорными кронштейнами сегментов для опоры борта.
Предпочтительно, каждый сегмент для зажима борта содержит корпус сегмента, снабженный с одной стороны фиксирующим элементом для присоединения к средству первого направляющего диска, а с противоположной стороны снабжен направляющей поверхностью, в верхней части корпуса выполнена выемка для приема пружинной шайбы и имеется средство для прикрепления бортовой резиновой манжеты с обеспечением воздухонепроницаемости, причем в корпусе сегмента имеется пространство, нижняя часть которого образована опорной поверхностью, в виде горизонтальной буквы Н для приема кронштейнов и перемычки сегмента для опоры борта, а в нижней части корпус сегмента имеет наклонную поверхность для взаимодействия с конической поверхностью поршня механизма управления радиальным подъемом сегментов для зажима борта.
Предпочтительно, каждый сегмент для опоры борта содержит корпус, который с одной стороны выполнен с фиксирующим элементом для присоединения к средству второго направляющего диска, с противоположной стороны выполнен с направляющей поверхностью, при этом в верхней части указанного корпуса имеются, по меньшей мере, одна выемка для приема пружинной шайбы, опорная поверхность для роликов рычагов и пара опорных кронштейнов, соединенных друг с другом перемычкой и предназначенных для взаимодействия с опорной поверхностью сегмента для зажима борта, и в нижней части корпус сегмента выполнен с наклонной поверхностью для взаимодействия с конической поверхностью поршня механизма для управления радиальным подъемом сегментов для опоры борта.
Вышеуказанные недостатки также устранены посредством создания способа изготовления шин на указанном барабане для изготовления шин, при котором наматывают элементы шины, подобные внутренней резине, слоям каркаса и лентам боковин, на поверхность барабана для изготовления или помещают готовую сборку каркаса, изготовленную предварительно с боковинами, в виде цилиндрического кожуха на барабан для изготовления, и устанавливают и осуществляют пригонку двух проволочных бортовых колец с сердечниками в заданном положении над опорами барабана, предназначенными для проволочных бортовых колец; устанавливают и прикрепляют проволочные бортовые кольца к сборке каркаса; сближают борта изготавливаемой шины и одновременно надувают материалы каркаса, расположенные между бортами, для придания ему формы тороида для соединения его с комплектом, содержащим брекер и протектор, и обматывают проволочные бортовые кольца и заворачивают вверх боковин путем поджима элементов шины, расположенных с наружной стороны проволочных бортовых колец, к материалам надутого каркаса, расположенным между проволочными бортовыми кольцами, с помощью роликов рычагов; осуществляют прикатку путем поджима комплекта, содержащего брекер и протектор, с наружной стороны к материалам каркаса, надутого до формы тороида. При этом согласно изобретению при установке и прикреплении проволочных бортовых колец к сборке каркаса удлиняют сборку каркаса с увеличением диаметра барабана для изготовления посредством выдвижения сегментов для зажима борта, несущих сегменты для опоры борта, с помощью механизма радиального подъема сегментов для зажима борта с использованием такого усилия, что проволочные бортовые кольца, расположенные над опорами для проволочных бортовых колец, прикрепляются к сборке каркаса без возникновения какой-либо деформации элементов каркаса, отсоединяют элементы каркаса, расположенные между проволочными бортовыми кольцами, путем небольшого осевого перемещения половин барабана в направлении друг к другу, и создают опору для проволочных бортовых колец путем удлинения кронштейнов за счет радиального подъема сегментов для опоры борта с помощью механизма радиального подъема сегментов для опоры борта, которые остаются в данном положении при всей последовательности этапов изготовления шины.
Конструкция барабана для изготовления шин, выполненного с рычагами, их заделывание в опору для рычагов с возможностью поворота, а также их функционирование описаны в DE 4416514. Между этими двумя группами рычагов, то есть у сторон, снабженных роликами, с обеих сторон вертикальной плоскости симметрии расположены устройства для обеспечения опоры и стабилизации положения проволочных бортовых колец с обеих сторон, при этом данные устройства содержат два направляющих диска, несущих на всей их периферии сегменты, которые образуют опору для размещения проволочных бортовых колец, и сегменты для обеспечения опоры для проволочных бортовых колец во время образования шины, заворота вверх проволочных бортовых колец, боковин и прикатки.
Первый направляющий диск расположен ближе к вертикальной плоскости симметрии, и на его стороне, расположенной дальше от вертикальной плоскости симметрии, имеется средство для присоединения сегментов для зажима борта, при этом указанное средство обеспечивает возможность перемещения сегментов для зажима борта в радиальном направлении. Каждый из сегментов для зажима борта содержит корпус сегмента, который выполнен с фиксирующим элементом, дополняющим средство диска для присоединения к первому направляющему диску. В корпусе сегмента имеется пространство, имеющее форму горизонтально расположенной буквы Н, нижняя часть которого представляет собой опорную поверхность. Средство для прочного зажима резиновой манжеты и выемка для размещения пружинной шайбы предусмотрены в верхней части сегмента для зажима борта. Нижняя часть сегмента для зажима борта имеет наклонную поверхность. Наклонные поверхности всей группы сегментов для зажима борта образуют коническую поверхность для взаимодействия с механизмом радиального подъема сегментов для зажима борта. Механизм регулирования радиального подъема сегментов для зажима борта образован, например, пневматическим цилиндром с поршнем, который выполнен с конической поверхностью. Пневмоцилиндр дополнительно снабжен пружинами для обеспечения смещения в обратном направлении. Сегмент для зажима борта дополнительно имеет направляющую поверхность, которая опирается на внутреннюю сторону второго направляющего диска и скользит по ней.
Первый направляющий диск предпочтительно выполнен в виде удлиненного фланца пневматического цилиндра механизма управления радиальным подъемом сегментов для зажима борта.
Второй направляющий диск расположен дальше от вертикальной плоскости симметрии и, подобно первому направляющему диску, на стороне второго направляющего диска, расположенной дальше от плоскости симметрии, снабжен средством для присоединения группы сегментов для опоры борта, при этом указанное средство обеспечивает возможность перемещения сегментов для опоры борта в радиальном направлении. Каждый из сегментов для опоры борта содержит корпус, который выполнен с фиксирующим элементом, дополнительным по отношению к средству диска, для присоединения к сегментам для опоры борта второго направляющего диска, пару кронштейнов, соединенных перемычкой, которая вместе с кронштейнами опирается на опорную поверхность сегмента для зажима борта в пространстве, образованном в корпусе сегмента для зажима борта, когда барабан находится в исходном положении. Сегмент для опоры борта дополнительно снабжен опорной (направляющей) поверхностью для роликов рычагов с, по меньшей мере, одной выемкой для размещения пружинной шайбы и с нижней стороны с наклонной поверхностью. Наклонные поверхности всей группы сегментов для опоры борта образуют коническую поверхность для взаимодействия с механизмом радиального подъема сегментов для опоры борта. Механизм управления радиальным подъемом сегментов для опоры борта образован, например, пневматическим цилиндром с поршнем, выполненным с конической поверхностью.
Оба типа сегментов, сегмент для зажима борта и сегмент для опоры борта, могут иметь облегчающие отверстия для уменьшения их веса.
Поверхности обоих типов сегментов, сегментов для зажим борта и сегментов для опоры борта, расположенных на направляющих дисках, перекрыты резиновой манжетой для борта, один из концов которой прикреплен к первому направляющему диску, а другой конец закреплен на верхней части сегмента для зажима борта с помощью средства для обеспечения ее прочного зажима. Резиновая манжета имеет обод, проходящий до наружной стороны с целью перекрытия наружных кронштейнов сегментов для опоры борта. Резиновая манжета служит для герметизации внутреннего пространства барабана, для предотвращения повреждения изготовленной шины металлическими кронштейнами сегментов для опоры борта, и одновременно она образует опорную поверхность для проволочного бортового кольца в месте крепления к сегментам для зажима борта.
Барабан для изготовления согласно настоящему изобретению позволяет образовать сборку каркаса цилиндрической формы, удлинить его до тороидальной формы, соединить материалы данного каркаса с предварительно изготовленной сборкой, содержащей брекер и протектор, и завернуть вверх проволочные бортовые кольца и образовать боковины шины с проволочными бортовыми кольцами, которые опираются и которым придано стабильное положение таким образом, что во время выполнения указанных операций не произойдет никакого смещения или перемещения проволочных бортовых колец. Барабан для изготовления согласно настоящему изобретению позволяет создать опору для проволочных бортовых колец с обеих сторон, то есть оба проволочных бортовых кольца будут опираться с наружной стороны на наружный кронштейн сегмента для опоры борта, а с внутренней стороны - на внутренний кронштейн сегмента для опоры борта.
Предметом изобретения также является способ изготовления невулканизованных шин на барабане для изготовления шин согласно настоящему изобретению.
Материалы каркаса и боковины помещают на барабан для изготовления для формирования сборки каркаса или на полностью собранный каркас, который был изготовлен на другом оборудовании. Сборка каркаса в виде цилиндрического кожуха обычно содержит внутреннюю резину, несколько слоев каркаса и лент, предназначенных для образования боковин шины. Одновременно или позже проволочные бортовые кольца устанавливают непосредственно поверх барабана, при этом их положение над опорами для бортов регулируют надлежащим образом.
Увеличение диаметра барабана для изготовления происходит за счет действия механизма управления подъема сегментов для зажима борта путем выдвигания поршня пневматического цилиндра, в результате чего поршень взаимодействует своей конической поверхностью с конической поверхностью сегментов для зажима борта. Будучи выдвинутыми из исходного положения, сегменты для зажима борта обеспечивают перемещение перемычки и кронштейнов сегментов для опоры борта по их опорной поверхности, так что сегменты для опоры борта также достигают положения, при котором они выдвинуты в радиальном направлении. При таком выдвигании сегментов диаметр барабана увеличивается на 20-35 мм в зависимости от типа изготавливаемых шин.
Проволочные бортовые кольца, которые были размещены над поверхностью материалов, расположенных на барабане для изготовления, плавно прикрепляются к материалам каркаса в заданном месте, а затем обе половины барабана для изготовления смещаются в направлении друг к другу для отсоединения материалов каркаса, расположенных между проволочными бортовыми кольцами. Впоследствии происходит выдвигание сегментов для опоры борта наружу посредством механизма управления радиального подъема сегментов для опоры борта, и кронштейны сегментов для опоры борта создают опору для проволочных бортовых колец так, что последующие операции, такие как надувание сборки каркаса для придания ему тороидальной формы, соединение с изготовленной заранее сборкой брекера и протектора, заворот кромок вверх посредством рычагов, а также прикатка для поджима сборки брекера и протектора к материалам каркаса тороидальной формы и обработка кромок невулканизованной шины, выполняют при выдвинутых кронштейнах сегментов барабана для изготовления, предназначенных для опоры бортов, так что не происходит никакого смещения проволочных бортовых колец при изготовлении невулканизованной шины.
Можно утверждать, что первая стадия зажима проволочных бортовых колец посредством механизма управления радиального подъема сегментов для зажима борта выполняется при использовании давления, которое достаточно для "приклеивания" проволочных бортовых колец к каркасу шины, но оно не вызывает изменений формы материалов каркаса, что до сих пор обычно имело место. Сила, составляющая приблизительно половину или менее от той силы, которая использовалась до сих пор, является достаточной для обеспечения плавного "приклеивания" проволочных бортовых колец. В соответствии с существующим способом давление, действующее при увеличении диаметра барабана, было столь большим, что оно приводило к вдавливанию проволочных бортовых колец в опору, предназначенную для удерживания их на месте во время последующих операций, при которых давление действует в различных направлениях, поскольку проволочные бортовые кольца не имели никакой дополнительной опоры или, возможно, только опору с внутренней стороны, и в результате имела место нежелательная деформация каркаса.
Дополнительной операцией при изготовлении шины согласно настоящему изобретению является аксиальное смещение обеих половин барабана в направлении друг друга, так называемое сближение бортов, в результате которого материалы каркаса между бортами отсоединяются, так что выдвижение кронштейнов сегментов для опоры борта не вызывает такой деформации, которая могла бы вызвать повреждение сборки каркаса, что само по себе обеспечивает более высокое качество изделия. Создание опоры для бортов с обеих сторон гарантирует их стабильность в заданном положении. Кроме того, при применении некоторых из способов изготовления невулканизованных шин, используемых до сих пор, имеет место отсоединение материала каркаса между сегментами барабана, предназначенными для опоры бортов (при сближении бортов), но это отсоединение происходит только после прочного закрепления проволочных бортовых колец на материалах каркаса, в то время как при использовании способа согласно настоящему изобретению прочный зажим и стабилизация проволочных бортовых колец происходят только после раздвижения кронштейнов, следовательно, после отсоединения каркаса в сборе.
Операция заворота вверх проволочных бортовых колец с сердечниками посредством кромок сборки каркаса и поджима ленты боковины к надутой сборке каркаса в виде тороида для образования боковины шины может быть выполнена посредством одного аксиального и радиального перемещения рычагов, на концах которых выполнены ролики, во взаимодействии с дополнительными устройствами барабана для изготовления, подобными средствам для управления аксиального перемещения.
Преимущество барабана для изготовления согласно настоящему изобретению заключается в том, что его конструкция обеспечивает возможность реализации такого способа изготовления невулканизованных шин, при котором устраняются деформирующие воздействия сил и устройств (механизмов) на материалы каркаса, и поэтому не возникает никакой нежелательной деформации материалов каркаса и, следовательно, не возникает никакого снижения качества изделия. Одновременно обеспечивается меньший износ определенных частей барабана для изготовления, поскольку величины давлений для зажима проволочных бортовых колец, используемые при реализации способа изготовления невулканизованных шин согласно настоящему изобретению, составляют половину или менее от величин давлений, используемых до сих пор. Дополнительное преимущество барабана для изготовления согласно настоящему изобретению заключается в том, что сегменты обоих видов (то есть сегменты для зажима и сегменты для опоры) являются заменяемыми, так что фактически обеспечивается возможность изготовления всех типов шин.
Далее изобретение будет описано более подробно на примере варианта воплощения изобретения, не ограничивающего объем изобретения, со ссылками на прилагаемые чертежи, на которых:
фиг.1 - схематичное продольное сечение барабана для изготовления;
Фиг.2 и 3 - схематичные продольные сечения через среднюю часть верхней половины барабана для изготовления, при этом на фиг.2 барабан показан в исходном положении, а на фиг.3 барабан показан в конечном (рабочем) положении;
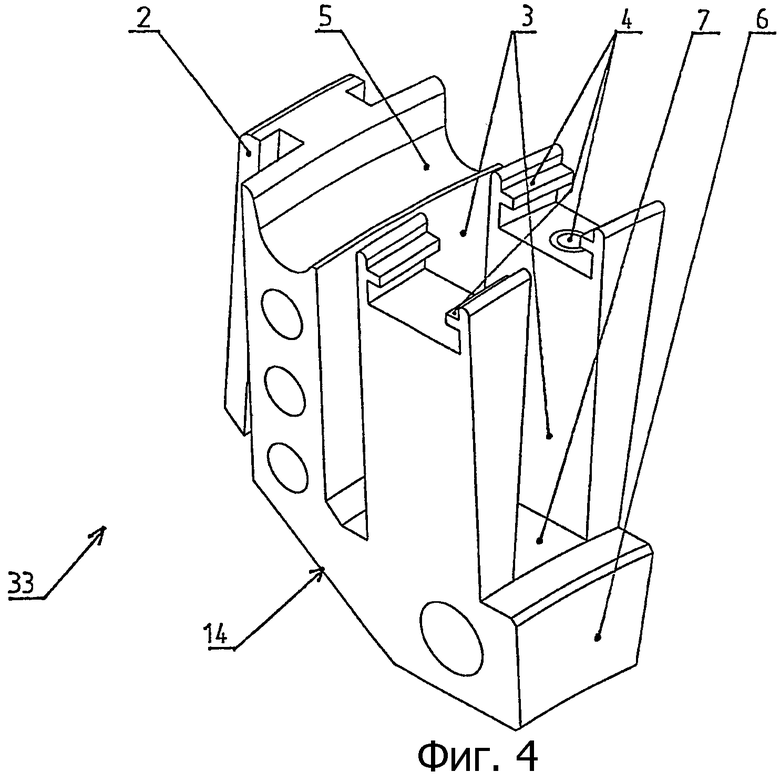
фиг.4 - вид одного сегмента для зажима борта;
фиг.5 - вид одного сегмента для опоры борта, при этом оба сегмента представляют собой части устройства для зажима и опоры для проволочных бортовых колец;
фиг.6, 7 и 8 - часть устройства для зажима и опоры для проволочных бортовых колец с одной парой сегментов, при этом на фиг.6 барабан показан в исходном положении, на фиг.7 барабан показан в положении при зажиме проволочных бортовых колец, а фиг.8 показывает положение, когда кронштейны создают опору для проволочных бортовых колец с обеих сторон;
фиг.9-13 - схематичные иллюстрации той части способа изготовления шин, при которой происходит зажим и создается опора для проволочных бортовых колец.
Барабан для изготовления с рычагами, предназначенный для изготовления невулканизованных шин и выполненный согласно настоящему изобретению, показан на фиг.1, где ссылочный номер 1 обозначает центральный опорный полый вал, который соединен с фланцем приводного вала. Центральный опорный полый вал 1 расположен горизонтально, и он соединен со входами для впуска рабочей среды под давлением для управления соответствующими устройствами и механизмами барабана для изготовления. Приводной вал, снабженный средством для обеспечения аксиального перемещения соответствующих частей барабана для изготовления, проходит через середину центрального опорного полого вала. В этом случае указанное средство представлено кинетическим (ходовым) винтом с гайками, соединенными с правым и левым корпусами 20, перемещающимися в аксиальном направлении, посредством рычагов 15. Две идентичные половины барабана для изготовления установлены напротив друг друга с возможностью смещения в аксиальном направлении относительно вертикальной плоскости симметрии. Каждая половина барабана для изготовления содержит одну группу L-образных рычагов 26, которые расположены вокруг полого вала 1 и совместно образуют две цилиндрические поверхности для создания опоры для элементов шины. Рычаги 26 одной половины барабана расположены противоположно рычагам 26 другой половины барабана, при этом примыкающий конец каждого из рычагов несет ролик 27, а дальние концы рычагов закреплены с возможностью поворота в опоре, которая является общей для каждой группы рычагов. Опора для рычагов выполнена с возможностью аксиального перемещения с помощью средства аксиального перемещения, и она содержит втулку 36, гильзу 35 и держатель 30. Форма рычагов и их крепление в опоре с возможностью поворота обеспечивают в конце концов возможность их перемещения в радиальном направлении. Вокруг каждой группы рычагов расположены, по меньшей мере, два окружных эластичных ремня 28.
Между двумя группами рычагов 26, то есть со стороны с роликами 27, с обеих сторон от вертикальной плоскости симметрии расположены два направляющих диска 21, 34, несущие на всей своей периферии сегменты 33, 32. Первый направляющий диск 21 выполнен со средством для опоры и радиального перемещения сегментов 33 для зажима борта, при этом указанное средство в данном случае представляет собой Т-образные канавки. Второй направляющий диск 34 выполнен со средством для опоры и радиального перемещения сегментов 32 для опоры борта. Это средство, как и в случае первого направляющего диска 21, представляет собой Т-образные канавки (см. фиг.6, 7 и 8).
К правому и левому корпусам 20 для обеспечения перемещения в осевом направлении присоединены механизм радиального подъема и направления сегментов 33 для зажима борта, механизм радиального подъема и направления сегментов 32 для опоры борта и механизм для обеспечения рабочих перемещений рычагов 26.
Механизм радиального подъема сегментов 33 для зажима борта содержит пневматический цилиндр 23 с поршнем 16, который выполнен с конической поверхностью. Пневматический цилиндр 23 снабжен пружинами 29 для возвратного перемещения поршней 16 и фланцем, который образует первый направляющий диск 21, несущий группу сегментов 33 для зажима борта, вокруг которых расположена пружинная шайба.
Сегмент 33 для зажима борта, показанный на фиг.4, содержит корпус сегмента с зажимным элементом 2 для присоединения его к первому направляющему диску 21. В корпусе сегмента образовано пространство 3, нижняя часть которого образована опорной поверхностью 7, имеющей форму горизонтальной буквы Н. Средство 4 для воздухонепроницаемого крепления бортовой резиновой манжеты 37 и выемка 5 для размещения пружинной шайбы 13 образованы в верхней части сегмента 33 для зажима борта. Нижняя часть сегмента 33 для зажима борта выполнена с наклонной поверхностью 14. Наклонные поверхности 14 всей группы сегментов 33 для зажима борта образуют коническую поверхность для взаимодействия с конической поверхностью поршня 16 механизма радиального подъема сегментов для зажима борта. Сегмент 33 для зажима борта дополнительно имеет направляющую поверхность 6 со стороны, противоположной по отношению к стороне расположения фиксирующего элемента 2. Направляющая поверхность 6 примыкает к внутренней стороне второго направляющего диска 34 и скользит по ней. Сегмент 33 для зажима борта выполнен с четырьмя облегчающими отверстиями, которые не обозначены ссылочными номерами, однако обозначены кружками на фиг.1 и 4.
Механизм регулирования радиального подъема сегментов 32 для опоры борта образован зажимным средством второго направляющего диска 34, предназначенного для создания опоры и радиального перемещения сегментов 32 для опоры борта, и пневматическим цилиндром 17 с поршнем 25, выполненным с конической поверхностью. Пневматический цилиндр 17 дополнительно снабжен пружиной 31 для возвратного перемещения поршня 25. Две пружинные шайбы 13 расположены вокруг сегментов 32 для опоры борта с целью фиксации их положения.
Сегмент 32 для опоры борта показан на фиг.5 и содержит корпус, который выполнен с фиксирующим элементом 8 для присоединения его ко второму направляющему диску 34 сегментов 32 для опоры борта, с парой опорных кронштейнов 9, 9а, соединенных друг с другом перемычкой 11, которая вместе с кронштейнами опирается на опорную поверхность 7 сегмента 33 для зажима борта внутри пространства 3 корпуса сегмента 33 для зажима борта, когда барабан находится в его исходном положении. Сегмент 32 для опоры борта дополнительно выполнен с опорной (направляющей) поверхностью 10 для роликов 27 рычагов, с двумя выемками 12 для приема пружинной шайбы 13, и с нижней стороны он имеет наклонную поверхность 15. Наклонные поверхности 15 всей группы сегментов для опоры борта образуют коническую поверхность для взаимодействия с конической поверхностью поршня 25 механизма радиального подъема сегментов для опоры борта. Кроме того, сегмент 32 для опоры борта имеет направляющую поверхность 18 со стороны, противоположной по отношению к стороне расположения фиксирующего элемента 8. Направляющая поверхность 18 примыкает к цилиндру 22 и скользит вдоль него. Сегмент для опоры борта выполнен с тремя облегчающими отверстиями, которые не обозначены ссылочными номерами и обозначены кружками на фиг.1 и 5.
Взаимное положение первого направляющего диска 21 и второго направляющего диска 34 только с одним (для ясности) сегментом 33 для зажима борта и одним сегментом 32 для опоры борта показано на фиг.6, 7 и 8, которые показывают изображения в изометрии элементов одной и той же части механизма барабана для изготовления, но на разных стадиях изготовления шины. На фиг.6, 7 и 8 можно четко видеть зажимное средство направляющих дисков 21, 34, которые выполнены в виде Т-образных канавок и дополняют по форме фиксирующее средство 2 и 8 сегмента 33 для зажима борта и сегмента 32 для опоры борта.
Фиг.2 показывает сечение только верхней части барабана для изготовления в исходном положении, при этом взаимное положение направляющих дисков 21, 34 и сегментов 32, 33 такие же, как показанные на изображении в изометрии с вырезом по фиг.6.
Фиг.7 показывает изображение в изометрии части механизма барабана для изготовления, диаметр которого увеличился с помощью механизма управления радиальным подъемом сегментов 33 для зажима борта за счет выдвигания поршня 16 пневматического цилиндра 23, при этом поршень 16 взаимодействует своей конической поверхностью с конической поверхностью сегментов 33 для зажима борта. Сегменты 33 для зажима борта в выдвинутом положении несут перемычку 11 и кронштейны 9, 9а сегментов 32 для опоры борта на своей опорной поверхности 7, в результате чего сегменты 32 для опоры борта также перемещаются в смещенное в радиальном направлении положение.
Фиг.3 также показывает сечение только верхней части барабана для изготовления, когда рычаги 26 находятся в рабочем положении и поджимают материал боковин к надутой сборке каркаса, при этом опорные кронштейны 9, 9а сегмента 32 для опоры борта также выдвигаются. Это взаимное расположение направляющих дисков 21, 34 и сегментов 32, 33 соответствует местному изображению в изометрии, показанному на фиг.8, где показано конечное положение сегментов 32 для опоры борта, которые были выдвинуты из положения, показанного на фиг.7, с помощью поршня 25 с конической поверхностью и пневматического цилиндра 17 механизма управления радиальным подъемом сегментов 32 для опоры борта.
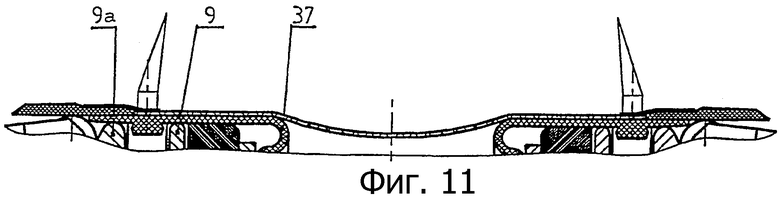
Ссылочный номер 37 обозначает резиновую манжету, которая может быть четко видна на фиг.2 и 3. Один конец резиновой манжеты 37 закреплен на первом направляющем диске 21 с обеспечением воздухонепроницаемости посредством шайбы и винтов, а другой ее конец закреплен с обеспечением воздухонепроницаемости в средстве 4 сегмента 33 для зажима борта, и манжета служит для герметизации внутреннего пространства барабана, перекрытия металлических частей барабана, которые входят в контакт с изготовленной шиной, и она образует опорную поверхность для зажима проволочных бортовых колец. Бортовая резиновая манжета 37 выполнена с ободом, проходящим над опорными кронштейнами 9а сегментов 32 для опоры борта.
Механизм, обеспечивающий рабочее перемещение рычагов 26, на одном конце которых выполнены ролики 27, образован пневматическим цилиндром 17, поршнем 24, пневматическим цилиндром 19 и цилиндром 22, а также гильзой 35, втулкой 36 и держателем 30 рычагов 26.
Поскольку поперечное сечение барабана для изготовления является круглым, пневматический цилиндр принимает форму полого диска, а поршень имеет форму диска с конической поверхностью.
Способ изготовления невулканизованных шин на барабане для сборки согласно настоящему изобретению, показанном на фиг.1, включает загрузку материалов 101 каркаса и боковин 102 на поверхность барабана в исходном положении (фиг.1, 2 и 6) и последующее формирование сборки каркаса или подачу полностью собранного каркаса, изготовленного на другом оборудовании. Сборка каркаса в виде цилиндрического кожуха обычно содержит внутреннюю резину, несколько слоев каркаса 101 и ленты 102, предназначенных для образования боковин шины. Одновременно или позже проволочные бортовые кольца 100 размещают непосредственно поверх барабана, при этом проволочные бортовые кольца устанавливают в надлежащие положения над опорами для бортов, образованными сегментом 33 для зажима борта и бортовой резиновой манжетой 37. Это положение показано на фиг.9.
На первой стадии изготовления происходит увеличение диаметра барабана для изготовления, как показано на фиг.1, за счет действия механизма управления радиальным подъемом сегментов 33 для зажима борта путем выдвигания поршня 16 пневматического цилиндра 23, при этом поршень 16 взаимодействует своей конической поверхностью с конической поверхностью 14 группы сегментов 33 для зажима борта. При выдвигании из их исходного положения сегменты 33 для зажима борта несут перемычку 11 и кронштейны 9, 9а сегментов 32 для опоры борта на своей несущей поверхности 7, в результате чего сегменты 32 для опоры борта также перемещаются в выдвинутое в радиальном направлении положение. Проволочное бортовое кольцо 100, которое было размещено над поверхностью материалов 101, 102, загруженных на барабан для изготовления, плавно прикрепляется к материалам каркаса в заданном месте, как показано на фиг.10. Давление, составляющее от 0,25 до 0,45 МПа, является достаточным для крепления проволочных бортовых колец 100 с помощью способа по настоящему изобретению, в то время как до сих пор в зависимости от типа изготавливаемой шины использовалось давление от 0,6 до 0,8 МПа.
Впоследствии обе половины барабана для изготовления сближают в направлении друг к другу с помощью средства для осевого перемещения барабана и материалы 101 каркаса, находящиеся между проволочными бортовыми кольцами 100, отсоединяются. Данная ситуация показана на фиг.11.
На следующей стадии изготовления, за счет действия механизма управления радиальным подъемом сегментов для опоры борта, сегменты 32 для опоры борта выдвигаются и кронштейны 9, 9а сегментов 32 для опоры борта обеспечивают опору для проволочных бортовых колец 100 с обеих сторон. Данная ситуация показана на фиг.12.
На фиг.13 показана ситуация, при которой начинается выполнение последующих операций после создания опоры для проволочных бортовых колец 100 с обеих сторон.
Последующие операции изготовления невулканизованной шины на барабане для изготовления, подобные надуванию сборки каркаса 101 до достижения им формы тороида, соединению с комплектом, содержащим брекер и протектор и подготовленным заранее, процессу намотки и заворота кромок вверх с помощью рычагов 26, а также процессу прикатки для поджима комплекта, содержащего брекер и протектор, к материалам 101 каркаса в виде тороида и образованию кромок невулканизованной шины, выполняются при выдвинутых кронштейнах 9, 9а сегментов 32 барабана для изготовления, предназначенных для создания опоры для борта, так что во время изготовления невулканизованной шины не происходит никакого смещения проволочных бортовых колец.
Эти последующие операции изготовления невулканизованных шин в дальнейшем не будут описаны подробно, поскольку они хорошо известны и не являются предметом настоящего изобретения.










Изобретение относится к шинной промышленности и может быть использовано при изготовлении покрышек пневматических шин. Барабан для изготовления шин с устройством для заворота кромок вверх предназначен для изготовления невулканизованных шин из элементов каркаса, боковин шины, комплекта, содержащего брекер и протектор, и двух бортовых колец. Барабан содержит расположенный горизонтально центральный опорный полый вал с приводом. Опорный полый вал имеет воздухораспределительное средство и средство для осевого перемещения обеих боковых частей барабана, расположенное с обеих сторон вертикальной плоскости симметрии и образованное двумя группами рычагов. Группа рычагов, обращенная к центру, снабжена роликами, установленными с возможностью поворота. Другая сторона рычагов закреплена с возможностью поворота в опоре, общей для каждой группы рычагов. Каждая группа рычагов снабжена одним окружным эластичным ремнем, охватывающим по окружности рычаги с образованием двух цилиндрических поверхностей вокруг горизонтального полого вала. Между двумя группами рычагов с роликами с обеих сторон расположено устройство для создания опоры для проволочных бортовых колец, содержащее установленный с возможностью смещения в осевом направлении первый направляющий диск с установленными вокруг всей его периферии с возможностью перемещения в радиальном направлении сегментами для зажима борта. Сегменты для зажима борта предназначены для взаимодействия с механизмом управления радиальным подъемом сегментов для зажима борта. Устройство имеет установленный с возможностью перемещения в аксиальном направлении второй направляющий диск, вокруг всей периферии которого выполнены установленные с возможностью перемещения в радиальном направлении сегменты для опоры борта, предназначенные для взаимодействия с механизмом управления радиальным подъемом сегментов для опоры борта. Устройство имеет механизм управления радиальным подъемом сегментов для зажима борта, снабженный средством для взаимодействия с сегментами для зажима борта, механизм управления радиальным подъемом сегментов для опоры борта, снабженный средством для взаимодействия с сегментами для опоры борта, и резиновую манжету, которая образует опору для проволочных бортовых колец и отделяет внутреннее пространство барабана с обеспечением воздухонепроницаемости. Сегменты для зажима борта выполнены со средством для взаимодействия с механизмом управления радиальным подъемом сегментов для зажима борта. Сегменты для опоры борта выполнены со средством для взаимодействия с механизмом управления радиальным подъемом сегментов для опоры борта. Каждый из сегментов для опоры борта содержит пару опорных кронштейнов, обеспечивающих опору для бортовых проволок с обеих сторон, и перемычку, соединяющую кронштейны друг с другом. В сегменте для зажима борта имеются пространство для приема кронштейнов с перемычкой сегмента для опоры борта и опорная поверхность для радиального подъема сегмента для опоры борта одновременно с радиальным подъемом сегмента для зажима борта посредством механизма управления радиальным подъемом сегментов для зажима борта. Изобретение предусматривает способ изготовления шин на данном барабане. Изобретение обеспечивает точное положение бортовых колец с сердечниками при завороте слоев каркаса и повышает качество изготовляемых покрышек. 2 н. и 6 з.п. ф-лы, 13 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 6360802 B1, 06.03.2002 | |||
| US 5273612 А, 28.12.1993 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

