Изобретение относится к обработке металлов давлением и предназначено для производства прутков и проволоки волочением.
Известно, что прутки и проволоку изготавливают по технологической схеме, совмещающей прокатку или прессование заготовки и ее последующее волочение через конические волоки. Предварительно передний конец заготовки заостряют, формируют захватку, которую вводят в инструмент (волоку) и зацепляют зажимом тянущего устройства. При деформировании в волочильном инструменте в заготовке возникает напряжение волочения, которое может приводить к обрыву переднего конца заготовки. Для того чтобы снизить вероятность обрывов заготовки при волочении, напряжение волочения должно быть меньше сопротивления деформации обрабатываемого металла (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М. : Металлургия, 1971. - C. 17). Кроме того, большую роль в технологическом процессе играют остаточные напряжения, особенно при волочении заготовок из дисперсно-упрочненных композиционных материалов. Остаточные напряжения могут вызвать последеформационное разрушение изделия или растрескивание его поверхности.
Известен способ волочения изделий (а.с. СССР N 1245375, кл. B 21 C 1/00, 1986), включающий предварительное формирование захватки с заостренным и коническим участками и последующее волочение через монолитную волоку. Перед волочением заостренную часть захватки вводят в волоку, наносят технологическую смазку и осуществляют захват заостренного конца изделия зажимом тянущего устройства. В начальный момент волочения происходит постепенное деформирование конического участка захватки с переменной вытяжкой, значение которой изменяется от единицы до вытяжки изделия. При этом плавно изменяется и напряжение волочения до выхода на установившийся режим.
Однако при этом напряжение волочения может достигнуть критической величины, что приведет к обрыву изделия. Т.е. необходима прочностная оценка с целью определения допустимой величины напряжения волочения в заготовке и, следовательно, минимально допустимого диаметра заостроенного конца захватки, исключающего обрывность заготовки.
Известен способ волочения изделий (патент РФ N 2101108, кл. B 21 C 1/00 (УНИИКМ), 10.01.98), включающий предварительное формирование захватки и деформацию заготовки в конических волоках с использованием технологической смазки, отличающийся тем, что при деформации обжатие за проход определяют в соответствии с зависимостью
где d0 и d1 - диаметр заготовки до и после деформации соответственно;
f - коэффициент трения в зоне деформации;
αn - приведенный угол конусности волоки,
при этом захватку формируют с диаметром, соответствующим диаметру заготовки после данного прохода.
Однако в известном патенте не учитывается влияние формируемых в процессе волочения остаточных напряжений на прочность получаемого изделия, поскольку остаточные напряжения, суммируясь с напряжением волочения, повышают вероятность обрыва и требуют учета этого обстоятельства в технологических расчетах.
Целью изобретения является обеспечение прочности изделия при волочении.
Задача решается тем, что в способе волочения изделия, включающем деформацию металла в конических волоках с использованием технологической смазки, находят осевые остаточные напряжения в поверхностном слое изделия, а вытяжку за проход определяют соотношением
где  относительное осевое остаточное напряжение в поверхностном слое изделия;
относительное осевое остаточное напряжение в поверхностном слое изделия; относительное напряжение противонатяжения;
относительное напряжение противонатяжения;
σs - сопротивление деформации материала протягиваемого изделия;
f - коэффициент трения в зоне деформации;
αn - приведенный угол конусности волоки.
Известно, что величину предельной вытяжки заготовки при волочении определяют из условия равенства напряжения волочения σB сопротивления деформации обрабатываемого материала σs (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, с. 216)
σB = σs. (1)
Как правило, с точки зрения прочности наибольшую опасность представляют осевые растягивающие остаточные напряжения, которые максимальны в поверхностных слоях изделия. С учетом формируемых в изделии осевых остаточных напряжений σ
σB + σ
При деформации заготовки в конической волоке напряжение волочения σB с учетом противонатяжения σo определяют по упрощенной формуле И.Л.Перлина (см. там же)
где Fн = πd
d0 и d1 - диаметр заготовки до и после деформации соответственно;
f - коэффициент трения в зоне деформации;
αn - приведенный угол конусности волоки.
Подставив выражение (3) в условие (2), получили уравнение для определения предельной вытяжки заготовки из условия прочности переднего конца заготовки (захватки)
где  относительные напряжение противонатяжения и осевое остаточное напряжение соответственно.
относительные напряжение противонатяжения и осевое остаточное напряжение соответственно.
Из уравнения (4) с учетом, что
(λ - вытяжка за проход), определили предельную вытяжку за проход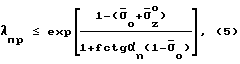
Пример конкретной реализации.
Волочили предварительно деформированный пруток из дисперсно-упрочненного композиционного материала на основе порошковой меди диаметром d0 = 10 мм с целью получения прутка с диаметром d1 = 6 мм через волоку с αn =6o и f = 0,06. При волочении использовали минеральную смазку вапор.
Расчеты по предлагаемой формуле (5) в предположении отсутствия остаточных напряжений  и противонатяжения
и противонатяжения  дают λ = 1,88, что соответствует d1 = 7,2 мм. При реализации полученной вытяжки произошел обрыв переднего конца заготовки (захватки).
дают λ = 1,88, что соответствует d1 = 7,2 мм. При реализации полученной вытяжки произошел обрыв переднего конца заготовки (захватки).
Расчет остаточных напряжений дал в поверхностном слое заготовки  = 0,1, получили при отсутствии противонатяжения
= 0,1, получили при отсутствии противонатяжения  =0) λ = 1,77, что соответствует d1 = 7,5 мм. Реализация данной вытяжки обеспечила прочность переднего конца заготовки.
=0) λ = 1,77, что соответствует d1 = 7,5 мм. Реализация данной вытяжки обеспечила прочность переднего конца заготовки.
При использовании предлагаемого способа волочения изделий, преимущественно проволоки и прутков, исключается вероятность обрывов заготовки, так как обеспечиваются условия прочности с учетом действующих остаточных напряжений, уменьшаются отходы металла в брак, обеспечивается стабилизация процесса волочения, повышается надежность, прочность и долговечность готовых изделий, в конечном итоге повышается производительность и снижается себестоимость продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЯ (ВАРИАНТЫ) | 1995 |
|
RU2101108C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2017 |
|
RU2675710C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2492011C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2753395C1 |
| СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2480301C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
Изобретение предназначено для производства прутков и проволоки волочением. Способ волочения изделия включает деформацию металла в конических волоках с использованием технологической смазки и определение осевых остаточных напряжений в поверхностном слое изделия. При этом вытяжку за проход определяют из соотношения  где
где  - относительное осевое остаточное напряжение в поверхностном слое изделия;
- относительное осевое остаточное напряжение в поверхностном слое изделия;  относительное напряжение противонатяжения; σs - сопротивление деформации материала протягиваемого изделия; f - коэффициент трения в зоне деформации; αn - приведенный угол конусности волокон. Изобретение позволяет обеспечить прочность изделия при волочении.
относительное напряжение противонатяжения; σs - сопротивление деформации материала протягиваемого изделия; f - коэффициент трения в зоне деформации; αn - приведенный угол конусности волокон. Изобретение позволяет обеспечить прочность изделия при волочении.
Способ волочения изделия, включающий предварительное формирование на заготовке захватки и деформацию заготовки в конических волоках с использованием технологической смазки, отличающийся тем, что находят осевые остаточные напряжения в поверхностном слое изделия, а вытяжку λ за проход определяют соотношением
где  относительные напряжение противонатяжения и осевое остаточное напряжение соответственно;
относительные напряжение противонатяжения и осевое остаточное напряжение соответственно;
f - коэффициент трения в зоне деформации;
αn - приведенный угол конусности волоки.
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЯ (ВАРИАНТЫ) | 1995 |
|
RU2101108C1 |
| Способ волочения изделий | 1984 |
|
SU1245375A1 |
| Перлин И.Л | |||
| и др | |||
| Теория волочения | |||
| - М.: Металлургия, 1971, с.17 | |||
| US 3763680 A, 09.10.73 | |||
| GB 1189135 A, 22.04.70. | |||

