Изобретение относится к термической обработке материалов. Известна термическая обработка металлов в печах (С.Н. Полевой, В.Д.Евдокимов, "Упрочнение металлов", М., "Машиностроение", 1986, стр.9-24).
Для такой обработки характерна большая энергоемкость и малая эффективность, поскольку прогревается весь объем деталей, а также значительная длительность процесса термообработки.
Известна термическая обработка материалов с использованием лазерного излучения (Р. В.Арутюнян, В.Ю.Баранов, Л.А.Большов, Д.Д.Малюта, А.Ю.Себрант "Воздействие лазерного излучения на материалы", М., "Наука", 1989, стр. 138-184).
Это оборудование является сложным и требует высококвалифицированного обслуживания. Кроме того, поскольку КПД лазера низок, то значительны потери начального запаса энергии.
Наиболее близким к заявляемому изобретению является устройство для термической обработки поверхности изделий по авторскому свидетельству СССР N 1668418, C 21 D 1/09, 1991 г.
Устройство для обработки поверхности деталей содержит импульсный источник тока и излучатель в виде светопрозрачной колбы заполненной ксеноном с электродами, подключенными к источнику тока посредством подводящих проводов.
Ресурс светопрозрачной колбы низок, при этом сложно обеспечить стабильность технологических параметров термообработки при переходе от одного обрабатываемого изделия к другому. Осколки от разрушаемой колбы, выполненной из кварцевого стекла, наносят ударное воздействие на термообрабатываемое изделие и могут нанести ему нежелательные повреждения. Кроме того, использование светопрозрачной колбы ограничивает величину энерговклада, которая необходима для термообработки.
Задачей изобретения является - обеспечение стабильного качества термической обработки изделий и расширение технологических возможностей устройства.
Это достигается тем, что в устройстве для обработки поверхности деталей, содержащем импульсный источник тока и излучатель, имеющий электроды, подключенные к источнику тока посредством подводящих проводов, излучатель выполнен с по крайней мере одной токопроводящей проволокой или нитью, соединяющей электроды и инициирующей первоначальный канал разряда.
Для исключения электрического пробоя устройство может быть снабжено установленной между проводами и электродами изолирующей прокладкой.
Кроме того, в устройстве для обработки поверхности деталей, содержащем импульсный источник тока и излучатель, имеющим электроды, подключенные к источнику тока посредством подводящих проводов, излучатель выполнен с лазером, по крайней мере один электрод имеет отверстие, при этом лазер установлен так, что его оптическая ось излучения размещена соосно отверстию в электроде и по прямой линии, соединяющей электроды с возможностью инициирования первоначального канала разряда.
А также, в устройстве для обработки поверхности деталей, содержащем импульсный источник тока, излучатель, имеющем электроды, подключенные к источнику тока посредством подводящих проводов, устройство снабжено блоком высокочастотного электромагнитного поля радиодиапазона, излучатель выполнен с изолирующей пластиной контактирующей с обоими электродами.
На фиг. 1 схематично изображено устройство для обработки поверхности деталей с использованием токопроводящей проволоки или нити инициирующей первоначальный канал разряда.
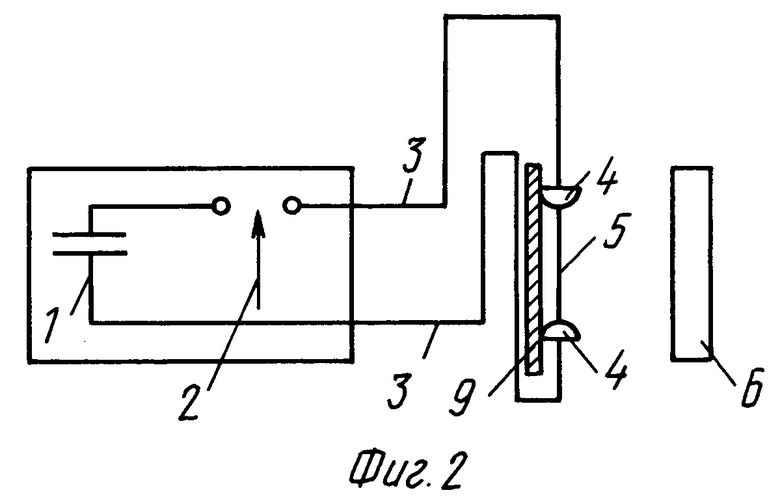
На фиг. 2 схематично изображено устройство для обработки поверхности деталей с расположением электродов и подводящих проводов снижающем механические деформации, обусловленные действием импульсного магнитного поля на обрабатываемую деталь.
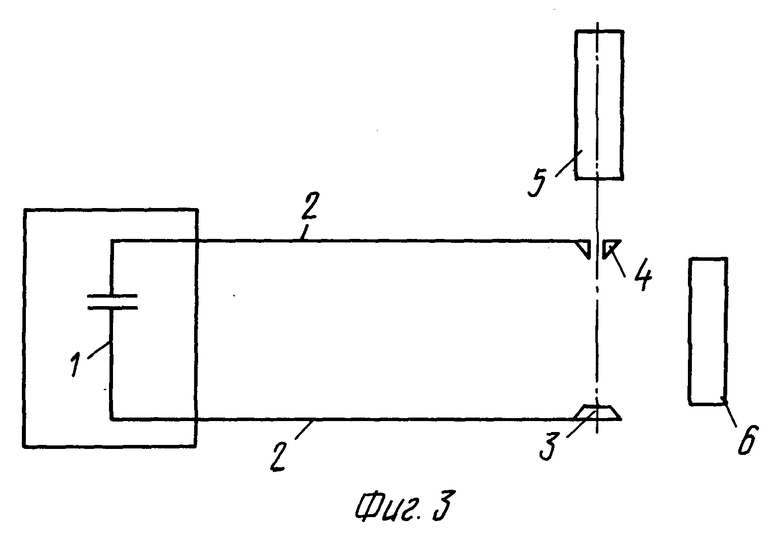
На фиг. 3 схематично изображено устройство для обработки поверхностей деталей содержащее лазер, излучение которого инициирует первоначальный канал разряда.
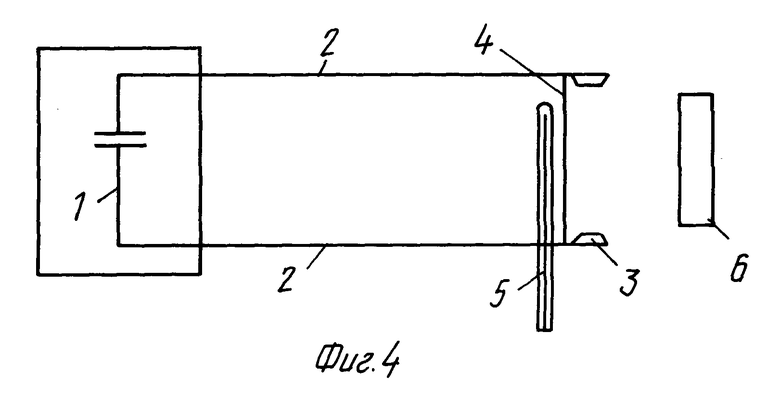
На фиг. 4 схематично изображено устройство для обработки поверхности деталей включающее блок, обеспечивающий радиочастотный импульс электромагнитного поля для инициирования разряда между электродами.
Устройство для обработки поверхности деталей с использованием токопроводящей проволоки или нити (фиг. 1) включает импульсный источник тока 1 с коммутирующим элементом, например, разрядником 2, подводящие провода 3, электроды 4, токопроводящую проволоку или нить 5. Обрабатываемая деталь на фиг. 1 показана позицией 6. Для повышения концентрации света на поверхности детали может быть использован конденсор света 7, а при необходимости падающее на деталь излучение может быть отфильтровано спектральным фильтром 8, который не пропускает к детали вредную для нее часть спектра.
Устройство работает следующим образом. После срабатывания разрядника 2 источник тока 1 оказывается подключенным к электродам 4. Проволока или нить 5 обеспечивают начальный канал разряда. Между электродами образуется расширяющийся плазменный шнур. Свет этого шнура падает на обрабатываемую деталь 6.
Устройство для обработки поверхности деталей с расположением электродов и подводящих проводов, снижающем механические деформации, обусловленные действием импульсного магнитного поля на обрабатываемую деталь (фиг. 2), включает импульсный источник тока 1 с коммутирующим элементом, например разрядником 2, подводящие провода 3, электроды 4, проволоку или нить 5, между подводящими проводами установлена электроизоляционная прокладка 9.
Устройство работает следующим образом. После срабатывания разрядника 2 источник тока 1 оказывается подключенным к электродам 4. Проволока или нить 5 обеспечивают начальный канал разряда. Между электродами образуется расширяющийся плазменный шнур. Свет этого шнура падает на обрабатываемую деталь. Поскольку в области электродов токи проводов и канала разряда расположены близко и магнитные их поля противоположно направлены, результирующее поле, воздействующее на обрабатываемую деталь 6, значительно уменьшается, что позволяет обрабатывать тонкостенные и хрупкие детали.
Устройство для обработки поверхности деталей (фиг. 3), содержащее лазер, излучение которого инициирует первоначальный канал разряда, включает импульсный источник тока 1, например конденсаторную батарею, подводящие провода 2, электроды 3 и 4, в одном из электродов выполнено отверстие, импульсный лазер 5. Обрабатываемая деталь на фиг. 3 показана позицией 6. Наличие коммутирующего элемента в источнике тока 1 в этом случае необязательно.
Устройство работает следующим образом. Импульсное излучение лазера 5 проходит через отверстие в электроде 4 и инициирует оптический пробой между электродами. Плазма, которая образуется при этом, служит инициатором первоначального канала разряда для источника импульсного тока. Между электродами образуется расширяющийся плазменный шнур. Свет этого шнура падает на обрабатываемую деталь 6.
Устройство для обработки поверхности деталей с радиочастотным инициированием (фиг. 4) включает импульсный источник тока, например конденсаторную батарею, подводящие провода 2, электроды 3, изолирующую пластину 4, кабель для подвода высокочастотного электромагнитного поля радиодиапазона 5 от блока высокочастотного диапазона (4 не показан). Обрабатываемая деталь на фиг. 4 показана позицией 6.
Устройство работает следующим образом. При подаче импульса на деталь 5 между электродами 3 наводятся токи смещения, что приводит к падению электрической прочности межэлектродного пространства, и происходит разряд между электродами конденсаторной батареи 1. Между электродами образуется расширяющийся плазменный шнур. Свет этого шнура падает на обрабатываемую деталь 6.
Заявляемое устройство позволяет обеспечить стабильное повторение технологических параметров поверхностной обработки деталей от одного цикла к другому, от одной детали к другой; создает возможность выбирать и регулировать технологические параметры поверхностной обработки, точно регулировать и дозировать необходимый энерговклад в процессе осуществления технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лазерной ударной обработки металлической детали | 2024 |
|
RU2838926C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПЕРЕМЕЩЕНИЙ НА ОСНОВЕ ПОЛУПРОВОДНИКОВОГО ИНЖЕКЦИОННОГО ЛАЗЕРА С ВНЕШНЕЙ ОПТИЧЕСКОЙ ОБРАТНОЙ СВЯЗЬЮ | 1995 |
|
RU2102705C1 |
| ДАТЧИК ВОЛНОВОГО ФРОНТА | 1990 |
|
RU2046382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| Способ обработки металлических поверхностей тлеющим разрядом | 1990 |
|
SU1770447A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ С ОТРАЖАЮЩЕЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2109250C1 |
| ГАЗОВЫЙ ЛАЗЕР | 2000 |
|
RU2173923C1 |
| ГАЗОВЫЙ ЛАЗЕР | 1997 |
|
RU2113749C1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| ЭЛЕКТРОДНОЕ УСТРОЙСТВО С ПРЕДВАРИТЕЛЬНОЙ ИОНИЗАЦИЕЙ УЛЬТРАФИОЛЕТОВЫМ ИЗЛУЧЕНИЕМ ОТ КОРОННОГО РАЗРЯДА | 1998 |
|
RU2155421C1 |
Изобретение относится к термической обработке материалов. Техническим результатом является обеспечение эффективности термообработки при эффективном использовании начального запаса энергии. Технический результат достигается тем, что для обработки поверхности деталей используют устройство, включающее излучатель оптического диапазона и импульсный источник электрической энергии, при этом излучатель выполнен в виде электродов, к которым подключен источник импульсного тока, и электроды соединены по крайней мере одной токопроводящей проволокой или нитью, инициирующей первоначальный канал разряда. В одном из вариантов излучатель выполнен с лазером, по крайней мере один электрод имеет отверстие, а лазер установлен так, что его оптическая ось излучения размещена соосно с отверстием в электроде и по прямой линии, соединяющей электроды, с возможностью инициирования первоначального канала разряда. В другом варианте устройство имеет блок высокочастотного электромагнитного поля радиодиапазона, а излучатель выполнен с изолирующей пластиной, контактирующей с обоими электродами. 3 з.п. ф-лы, 4 ил.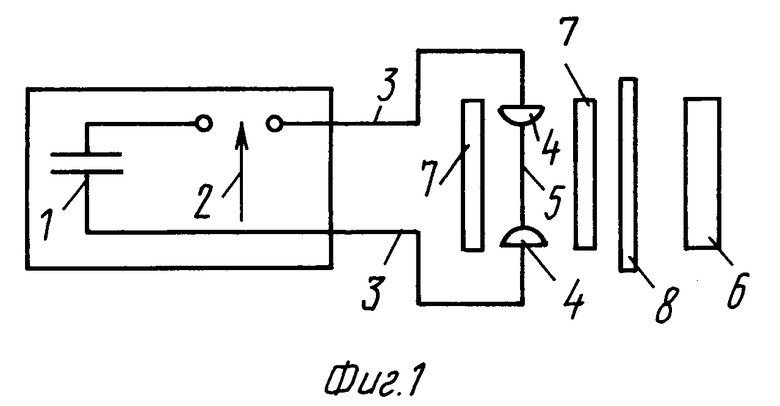
| Способ термической обработки поверхности металлических изделий и устройство для его осуществления | 1989 |
|
SU1668418A1 |
| Арутюнян Р.В., Баранов В.Ю | |||
| и др | |||
| Воздейсвие лазерного излучения на материалы | |||
| - М.: Наука, 1989 с.138 - 184. | |||
