Изобретение относится к области машиностроения и может быть использовано для обработки тлеющим разрядом металлических поверхностей
Известны способы обработки металли ческих поверхностей плазмой, при которых ионы, радикалы и высоковозбужденные атомы и молекулы, содеожащиеся в плазме, взаимодействуют поверхностью, приводя карбидирование, азотирование или иное воздействие на поверхность,
Производительность этих процессов зависит от плотности потока частиц, поступающих к поверхности, и доли этого потока, которая вступает во взаимодействие с поверхностью, - q rj, где q - плотность потока а г - доля провзаимодействовавших частиц, определяемая спецификой конкретного процесса
Стандартная обработка тлеющим разрядом при давлении 1-10 мм рт ст с плотностью потока не выше 10 мА/см обеспечивает плотность потока ионов, ускоренных в катодном слое, q j/e 10 ионов/с см (j - плотность тока, е - заряд иона) Обработка же потоком плазмы могла
бы обеспечить плотность потока активных частиц.
q n.u 10
,24 ИОНОВ
.2
С СМ
где п - концентрация активных частиц; и - скорость плазменного потока При оценке плотности потока п взята равной концентрации молекул при нормальных условиях, т.е. при атмосферном давлении, п 1019см 3, предполагая, что плазма плотностью ионизована и состоит только из активных частиц, А в качестве и взята скорость потока 700 м/с. Такая оценка дает плотность потока в 10 раз большую, чем при стандартной обработке тлеющим разрядом Однако реальное ускорение процесса происходит в 5-10 раз. Это является сд ЩЙ ви- ем того, что в реальном взаимодействующие частицы поступают из пограничного слоя, и скорость поступления частиц к поверхности не равна скорости набегающего потока. Лимитирующим процессом является диффузия активных частиц через пограничный слой Причем с ростом давления диффузия во столько же раз
Ё
XI VI
I
VI
уменьшится, во сколько возрастет концентрация. Оценим диффузионный поток An
q D.gradn D
где D - коэффициент диффузии;
gradn Д n/Д х - градиент концентрации;
Дп -уменьшение концентрации на толщине погранслоя А х. Так как коэффициент диффузии порядка 0,1 см2/с при нормальных условиях (- например, коэффициент диффузии молекул азота через азот при атмосферном давлении D 0,142 см /с), толщина пограничного слоя порядка 0,1 см, то плотность диффузионного потока л 1П18 1П19 ионов
-10 -5
с; л с
Т.е увеличение производительности при обработке плазменным потоком по сравнению с обработкой опытным тлеющим разрядом (j 10 мА/см2) будет не больше, чем в 10 раз. Реальное соотношение производи- тельностей этих процессов в десять раз меньше этой цифры. Прикладывая отрицательный потенциал к обрабатываемой металлической поверхности можно бы увеличить плотность потока активных ионов за счет увеличения плотности тока. Однако при увеличении плотности тока неустойчивости разряда, развивающиеся при больших плотностях тока, приводят к пространственной неоднородности разряда - шнурованию, порог которого уменьшается с ростом давления, так что добиться однородного горения разряда при атмосферном давлении возможно лишь при использовании специальных мер подавления неустойчивости.
Известны способы обработки тлеющим разрядом, обеспечивающие работу при атмосферном давлении, в которых используется несамостоятельный разряд. Использование внешнего к разряду источника ионизации позволяет достичь плотность тока 10 А/см , т.е. плотность потока
ионов достигает величины 1020 - ов ,
с м с
Однако данный способ, подавляя развитие объемных неустойчивостей, не предотвращает распад катодного слоя, где собственно и происходит обработка поверхности, на ряд катодных пятен, через которые течет в основномток Поэтому данный способ обеспечивает только импульсно-периодический режим. Т.е. плотность тока 10 А/см поддерживается в течение времени меньше времени развития неустойчивостей катодного слоя. Производительность процесса будет
определяться скважностью импульсов, которая не очень велика.
Цель изобретения - повышение производительности процесса и достижения
большей однородности обработки при давлениях порядка атмосферного.
Поставленная цель достигается тем, что в способе обработки металлических поверхностей тлеющим разрядом, зэключающем0 ся в создании тлеющего разряда в соответствующей газовой среде на обрабатываемой поверхности детали, являющейся одним из электродов, в газовой среде создают высокотурбулентный закрученный поток
5 с околозвуковым уровнем тангенциальных скоростей. Осуществление данного вихревого потока производится либо тангенциальным вдувом газовой смеси, либо наложением магнитного поля ортогонально
0 линиям тока в тлеющем разряде.
Пример 1. Для обработки внутренней поверхности цилиндрического отверстия в металлической детали осуществляется радиальный разряд между внутренней повер5 хностью цилиндрического отверстия и коаксиальным с ним осевым электродом. Газовая смесь при этом подается системой нескольких тангенциальных сопел завихри- телей. На фиг. 1 приведена схемз данного
0 способа. Обрабатываемая деталь является одним из электродов, другой электрод 2 вводится коаксиально в цилиндрическое отверстие, затем подается газовая смесь из соплового аппарата 3 и в полученном вихре5 вом потоке зажигают тлеющий разряд от внешнего источника, не указанного на рисунке.
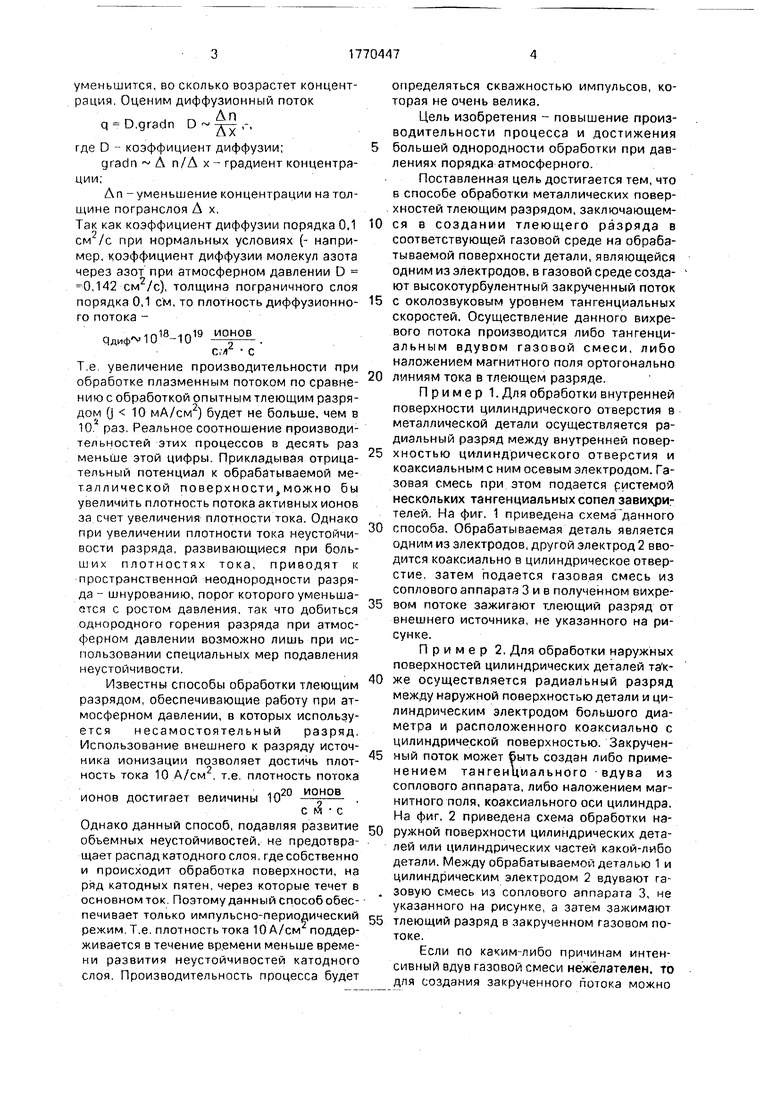
Пример 2, Для обработки наружных поверхностей цилиндрических деталей та к0 же осуществляется радиальный разряд между наружной поверхностью детали и цилиндрическим электродом большого диаметра и расположенного коаксиально с цилиндрической поверхностью. Закручен5 ный поток может быть создан либо применением тангенциального вдува из соплового аппарата, либо наложением магнитного поля, коаксиального оси цилиндра. На фиг. 2 приведена схема обработки на0 ружной поверхности цилиндрических деталей или цилиндрических частей какой-либо детали. Между обрабатываемой деталью 1 и цилиндрическим электродом 2 вдувают га- . зовую смесь из соплового аппарата 3, не указанного на рисунке, а затем зажимают
5 тлеющий разряд в закрученном газовом потоке.
Если по каким-либо причинам интенсивный вдув газовой смеси нежелателен, то для создания закрученного потока можно
применить магнитное поле. В этом случае с помощью соленоида 4 создают магнитное поле внутри цилиндрического электрода 2, а затем зажигают разряд. При этом взаимодействие радиального тока и осевого маг- нитного поля приводит в быстрое вращательное движение газовую смесь между электродами, так что разряд горит однородно без контракции. Вдув газовой смеси в данном случае необходим только для выдавливания рабочего газа через торцы цилиндрического электрода, чтобы окружающий воздух не попал в зону разряда. Если предусмотреть какое-либо уплотнение на торцах, то расход газовой смеси будет минимальным.
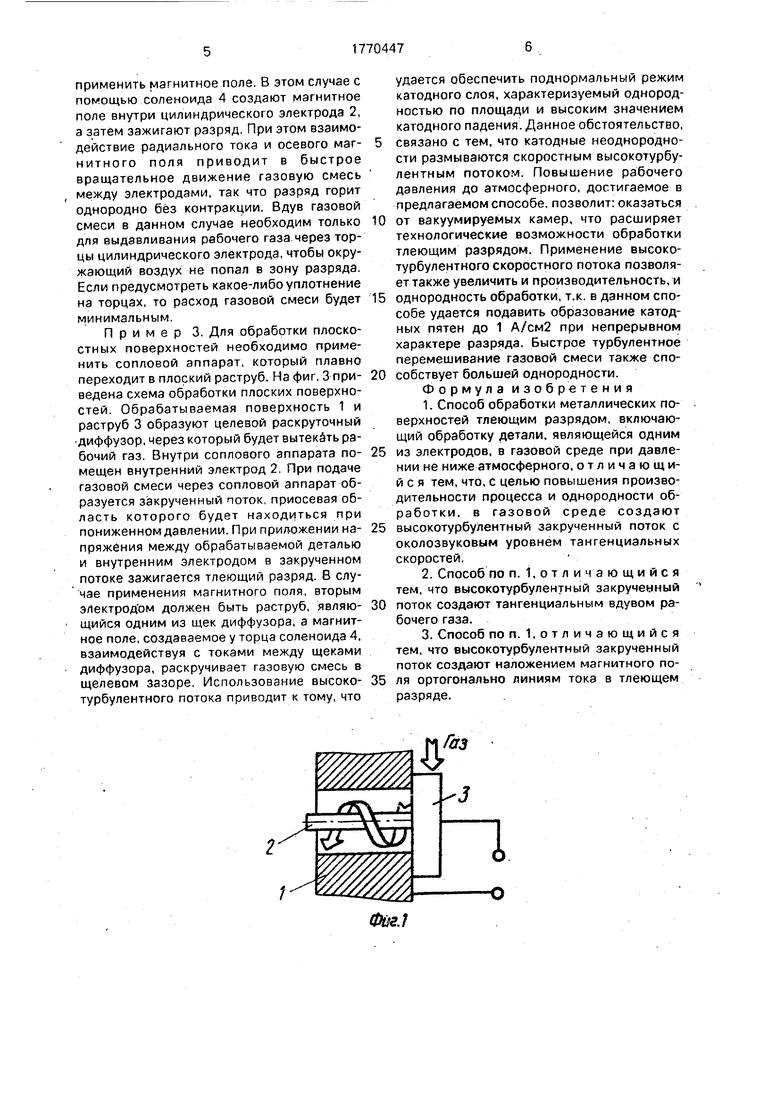
Пример 3. Для обработки плоскостных поверхностей необходимо применить сопловой аппарат, который плавно переходит в плоский раструб. На фиг. 3 при- ведена схема обработки плоских поверхностей. Обрабатываемая поверхность 1 и раструб 3 образуют целевой раскруточный диффузор, через который будет вытекать рабочий газ. Внутри соплового аппарата по- мещен внутренний электрод 2. При подаче газовой смеси через сопловой аппарат образуется закрученный поток, приосевая область которого будет находиться при пониженном давлении. При прил-ожении на- пряжения между обрабатываемой деталью и внутренним электродом в закрученном потоке зажигается тлеющий разряд. В случае применения магнитного поля, вторым электрод ом должен быть раструб, являю- щийся одним из щек диффузора, а магнитное поле, создаваемое у торца соленоида 4, взаимодействуя с токами между щеками диффузора, раскручивает газовую смесь в щелевом зазоре. Использование высоко- турбулентного потока приводит к тому, что
удается обеспечить поднормальный режим катодного слоя, характеризуемый однородностью по площади и высоким значением катодного падения. Данное обстоятельство, связано с тем, что катодные неоднородности размываются скоростным высокотурбулентным потоком. Повышение рабочего давления до атмосферного, достигаемое в предлагаемом способе, позволит: оказаться от вакуумируемых камер, что расширяет технологические возможности обработки тлеющим разрядом. Применение высокотурбулентного скоростного потока позволяет также увеличить и производительность, и однородность обработки, т.к. в данном способе удается подавить образование катодных пятен до 1 А/см2 при непрерывном характере разряда. Быстрое турбулентное перемешивание газовой смеси также способствует большей однородности. Формула изобретения 1. Способ обработки металлических поверхностей тлеющим разрядом, включающий обработку детали, являющейся одним из электродов, в газовой среде при давлении не ниже атмосферного, отличающийся тем, что, с целью повышения производительности процесса и однородности обработки, в газовой среде создают высокотурбулентный закрученный поток с околозвуковым уровнем тангенциальных скоростей.
2.Способ по п. 1,отличающийся тем. что высокотурбулентный закрученный поток создают тангенциальным вдувом рабочего газа.
3.Способ по п. 1.отличающийся тем, что высокотурбулентный закрученный поток создают наложением магнитного поля ортогонально линиям тока в тлеющем разряде.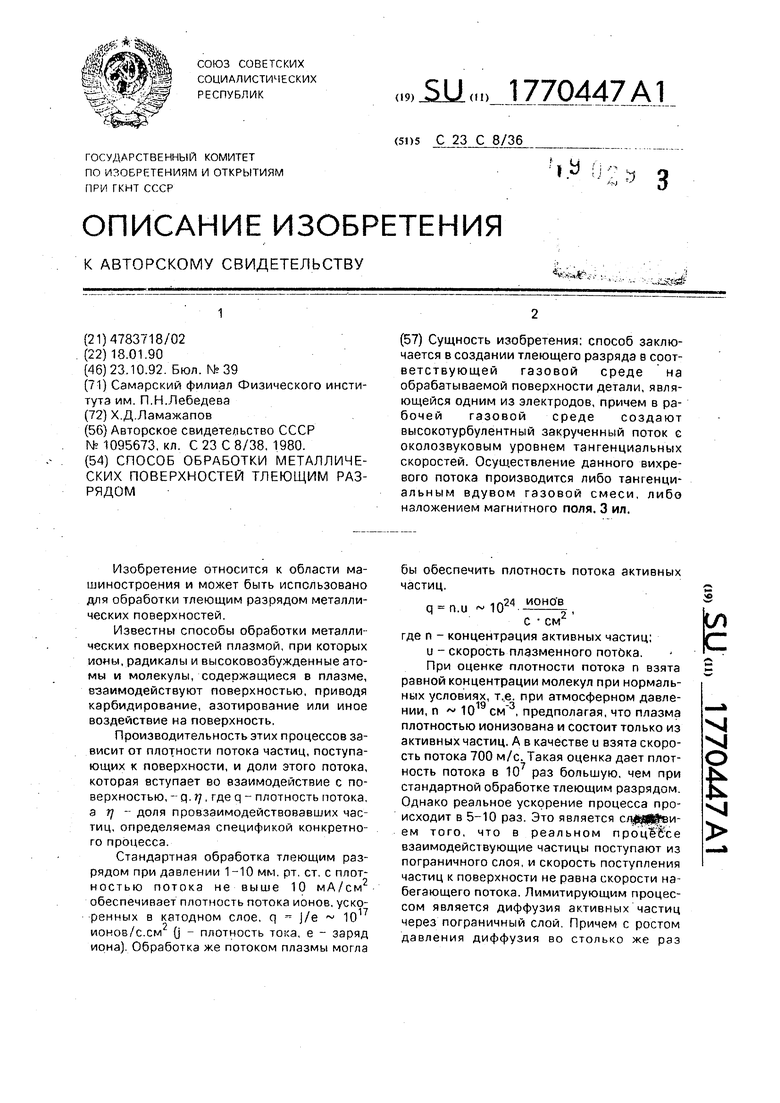
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ | 1994 |
|
RU2095462C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 1994 |
|
RU2096493C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2664106C2 |
| ГАЗОРАЗРЯДНАЯ ЭЛЕКТРОННАЯ ПУШКА, УПРАВЛЯЕМАЯ ИСТОЧНИКОМ ИОНОВ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2022 |
|
RU2792344C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2625864C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ НАНОСТРУКТУР (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2516198C2 |
| ИОННЫЙ ИСТОЧНИК С ХОЛОДНЫМ КАТОДОМ | 2005 |
|
RU2299489C1 |
| Способ ионно-плазменного азотирования изделий из титана или титанового сплава | 2018 |
|
RU2686975C1 |
| ПЛАЗМЕННЫЙ ЭМИТТЕР ИОНОВ | 1998 |
|
RU2150156C1 |
| УСТАНОВКА ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В ВАКУУМНОДУГОВОМ РАЗРЯДЕ ИЗДЕЛИЙ | 1990 |
|
SU1762577A1 |
Сущность изобретения: способ заключается в создании тлеющего разряда в соответствующей газовой среде на обрабатываемой поверхности детали, являющейся одним из электродов, причем в рабочей газовой среде создают высокотурбулентный закрученный поток е околозвуковым уровнем тангенциальных скоростей. Осуществление данного вихревого потока производится либо тангенциальным вдувом газовой смеси, либо наложением магнитного поля. 3 ил.
Фиг.д
| Способ азотирования металлических изделий | 1980 |
|
SU1095673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
