Изобретение относится к ядерной энергетике и может найти применение при сборке тепловыделяющих элементов в оболочках из циркония и его сплавов в тепловыделяющие сборки для ядерного реактора.
Известно, что цирконий отличается склонностью в разъедающей коррозии, появляющейся в результате истирания циркония между соприкасающимися поверхностями даже при отсутствии коррозионной среды (см. Металлургия циркония, перевод с английского. Под редакцией Меерсона Г.А. и Гагаринского Ю.А. -М.: Издательство иностранной литературы, 1959, с. 298).
Поврежденные тепловыделяющие элементы (ТВЭЛы), будучи собранными в тепловыделяющую сборку (ТВС) в канале ядерного реактора в месте повреждения из-за разъединяющей коррозии могут разгерметизироваться.
Для предупреждения ТВЭЛ при их проталкивании через отверстия последовательно установленных решеток при сборке ТВС используют наконечники, расширяющие отверстия решеток при заталкивании в них ТВЭЛ, а на сами ТВЭЛы предварительно наносят защитную пленку полимерного материала, сушат ее, покрывают смазкой, а после сборки ТВС удаляют защитную пленку промывкой в воде (см. авт. св. 1045707 по заявке 3368442/24-06 от 21.12.81, B 21 D 53/06, 28 D 7/00). Наиболее близкой по технической сущности и достигаемому эффекту является линия подготовки ТВЭЛ к сборке ТВС, содержащая узел сборки ТВЭЛ в пучок с рассредоточенным относительно друг друга их закреплением в верхней и нижней части, включающий наклонный стол с отсекателями подачи ТВЭЛ на вертикально подвижные рейки кантователя в виде поворотного каркаса, имеющего по торцам пазы для установки плит с разновысотными ложементами для закрепления в них вышеуказанного пучка ТВЭЛ и по крайней мере три ложемента внутри каркаса, устройство съема пучка ТВЭЛ с кантователя на захватное приспособление с буфером, транспортное средство в виде цепного конвейера с направляющими внизу для перемещения тележки захватного приспособления с пучком ТВЭЛ, по оси движения которой в технологической последовательности установлены ванны с водорастворимым лаком с устройством-лебедкой вертикального опускания и подъема разъема направляющей с тележкой, захватным приспособлением и пучком ТВЭЛ с датчиками остановки опускания, подъема и конечными выключателями, сушильная камера с подпружиненными дверцами и узел разработки пучка ТВЭЛ, включающий кантователь в виде поворотного каркаса с пазами по торцам для размещения плит пучка, разновысотные ложементы для размещения ТВЭЛ, устройство съема пучка ТВЭЛ с захватного приспособления на кантователь, вертикально подвижные рейки и наклонный стол с отсекателями выдачи ТВЭЛ (см. авт.св. 1203743 по заявке 3670572/05 (147014), B 05 C 13/02, B 05 C 3/09, 20.10.1983).
Линия имеет низкую производительность из-за поштучной подачи ТВЭЛ при их сборке в пучок на кантователе сборки пучка и укладки в разновысотные ложементы и из-за поштучного съема их с кантователя разборки пучка.
Не исключено повреждение пучка ТВЭЛ в момент, когда один пучок ТВЭЛ находится в ванне с лаком и разъем направляющей вместе с тележкой захватного приспособления находится внизу, т.е. направляющая имеет открытый проем, то очередная тележка с захватным приспособлением и пучком ТВЭЛ, перемещаясь по направляющей, может попасть в открытый проем и упасть вниз. ТВЭЛы, поскольку они практически имеют нулевую осевую жесткость, при падении переходят в неисправный брак.
Целью изобретения является исключение повреждения ТВЭЛ и повышение производительности при этом.
Эта цель достигается тем, что в линии подготовки ТВЭЛ к сборке в ТВС, содержащей узел сборки ТВЭЛ в пучок с рассредоточенным относительно друг друга их закреплением в верхней и нижней части, включающий наклонный стол с отсекателями подачи ТВЭЛ на вертикально подвижные рейки кантователя в виде поворотного каркаса, имеющего по торцам пазы для установки плит с разновысотными ложементами для закрепления в них вышеуказанного пучка ТВЭЛ и по крайней мере три ложемента внутри каркаса, устройство съема пучка ТВЭЛ с кантователя на захватное приспособление с буфером, транспортное средство в виде цепного конвейера с направляющей внизу для перемещения тележки захватного приспособления с пучком ТВЭЛ, по оси движения которой в технологической последовательности установлены ванна с водорастворимым лаком с устройством-лебедкой вертикального опускания и подъема разъема направляющей с тележкой, захватным приспособлением с пучком ТВЭЛ с нижним датчиком останова опускания и верхним датчиком останова подъема, сушильную камеру с подпружиненными дверцами и узел разборки пучка ТВЭЛ, включающий кантователь в виде поворотного каркаса с пазами по торцам для размещения плит пучка ТВЭЛ, с разновысотными ложементами для размещения ТВЭЛ с устройством съема пучка ТВЭЛ с захватного приспособления на кантователь, снабженный вертикально подвижными рейками, и наклонный стол с отсекателями выдачи ТВЭЛ, согласно изобретению на наклонном столе узла сборки ТВЭЛ в пучок и на наклонном столе разборки пучка ТВЭЛ после лакопокраски установлены механизмы шагового вертикального подъема и опускания транспортных кассет для их загрузки и загрузки ТВЭЛ в транспортную кассету после лакопокраски, вертикально-подвижные рейки на кантователе узла сборки пучка ТВЭЛ и на кантователе узла разборки пучка выполнены с наклоном, аналогично наклону наклонных столов указанных узлов загрузки пучка ТВЭЛ и разгрузки пучка после лакопокраски, причем на вертикально-подвижных рейках узла сборки пучка ТВЭЛ на торцах выполнены неподвижные упоры и по всей их длине с обеих сторон реек в шахматном порядке, непосредственно над каждым ложементом шарнирно закреплены разделители ТВЭЛ относительно друг друга, выполненные в виде разноплечих Г-образных элементов с углом поворота 90o с направлением угла раствора в сторону поступления ТВЭЛ, каждая тележка захватного приспособления снабжена шарнирно закрепленными к тележке с передней части с передней части откидными упорами с противовесами и подпружиненными упорами в задней части, цепной конвейер снабжен толкателями в виде штырей, взаимодействующих с указанными откидными и подпружиненными упорами тележек, место останова тележек на приеме пучка, съеме пучка и лакопокраске снабжено электромагнитами, взаимодействующими своими якорями с откидными упорами тележек, которые снабжены боковыми штырями-контактами, взаимодействующими перед разъемом направляющей с датчиком-стопором и датчиком аварийного отключения цепного конвейера, установленных перед местом останова тележки над ванной с лаком на длину, равную не менее длины тележки.
Другим отличием является выполнение элементов отсекателя из материала, исключающего повреждение поверхности ТВЭЛ, например из капролактама.
Выполнение на наклонном столе узла сборки ТВЭЛ в пучок и на наклонном столе узла разборки пучка механизмом шагового вертикального подъема и опускания позволит использовать транспортные кассеты для ТВЭЛ, увеличить единовременное количество ТВЭЛ, подаваемых для комплектации пучка и разборки пучка, что повысит производительность линии.
Выполнение вертикально-подвижных реек с уклоном, идентичным наклону столов загрузки пучка и наклону стола разгрузки пучка, позволит увеличить единовременное количество ТВЭЛ при сборке, разборке пучка, что повысит производительность линии.
Выполнение на вертикально-подвижных рейках узла сборки пучка неподвижных упоров на торцах и выполнение на всей их длине с обеих сторон каждой рейки шарнирно закрепленных разделителей ТВЭЛ в виде Г-образных разноплечих элементов с углом поворота 90o с направлением угла раствора в сторону поступления ТВЭЛ с размещением каждого ТВЭЛа непосредственно над каждым разновысотным ложементом позволит единовременно при опускании реек уложить в разновысотные ложементы сразу пучок ТВЭЛ, что повысит производительность линии.
Выполнение на тележке с захватным приспособлением откидного упора с противовесом и подпружиненного упора, взаимодействующих со штырями конвейера позволит выводить или вводить тележку в зацепление с конвейером, что позволит без остановки конвейера останавливать тележку с захватным приспособлением в требуемом месте (узел сборки ТВЭЛ в пучок, узел разборки пучка, ванны с лаком) без прекращения операций на других узлах и другом оборудовании линии, что повысит производительность линии, а вывод из зацепления с конвейером очередной тележки в момент, когда первая тележка вместе с разъемом направляющей опущена вниз, а пучок ТВЭЛ в ванну с лаком, то в этом случае исключается падение очередной тележки с зацепным приспособлением в открытый проем направляющей над ванной с лаком и исключается повреждение ТВЭЛ как первой тележки, так и на очередной.
Размещение в местах останова тележек с захватными приспособлениями (узел сборки пучка ТВЭЛ, узел разборки пучка ТВЭЛ, лакопокраска) электромагнитов, взаимодействующих своими якорями с откидными упорами тележек, позволяет выводить из зацепления с конвейером тележку на любом из названных мест без остановки конвейера или без прекращения операций на любом из названных узлов, что повышает производительность линии.
Выполнение на тележках боковых штырей контактов, взаимодействующих перед разъемом направляющей с датчиком-стопором и датчиком аварийного отключения конвейера, установленных от места останова на длину не менее длины тележки, позволит в момент, когда первая тележка вместе с разъемом направляющей опущена вниз, а пучок ТВЭЛ в ванну с лаком, исключить падение очередной тележки с зацепным приспособлением и пучком ТВЭЛ в открытый проем направляющей над ванной с лаком за счет того, что датчик-стопор выведет очередную тележку из зацепления с конвейером, а если он (датчик-стопор) по какой-либо причине не сработает, то датчик аварийного отключения конвейера выключит конвейер, что исключит повреждение ТВЭЛ.
Выполнение элементов отсекателя из капролактама позволит исключить повреждение ТВЭЛ.
На чертежах представлена линия подготовки ТВЭЛ к сборке в ТВС, где
на фиг. 1 - общий вид линии,
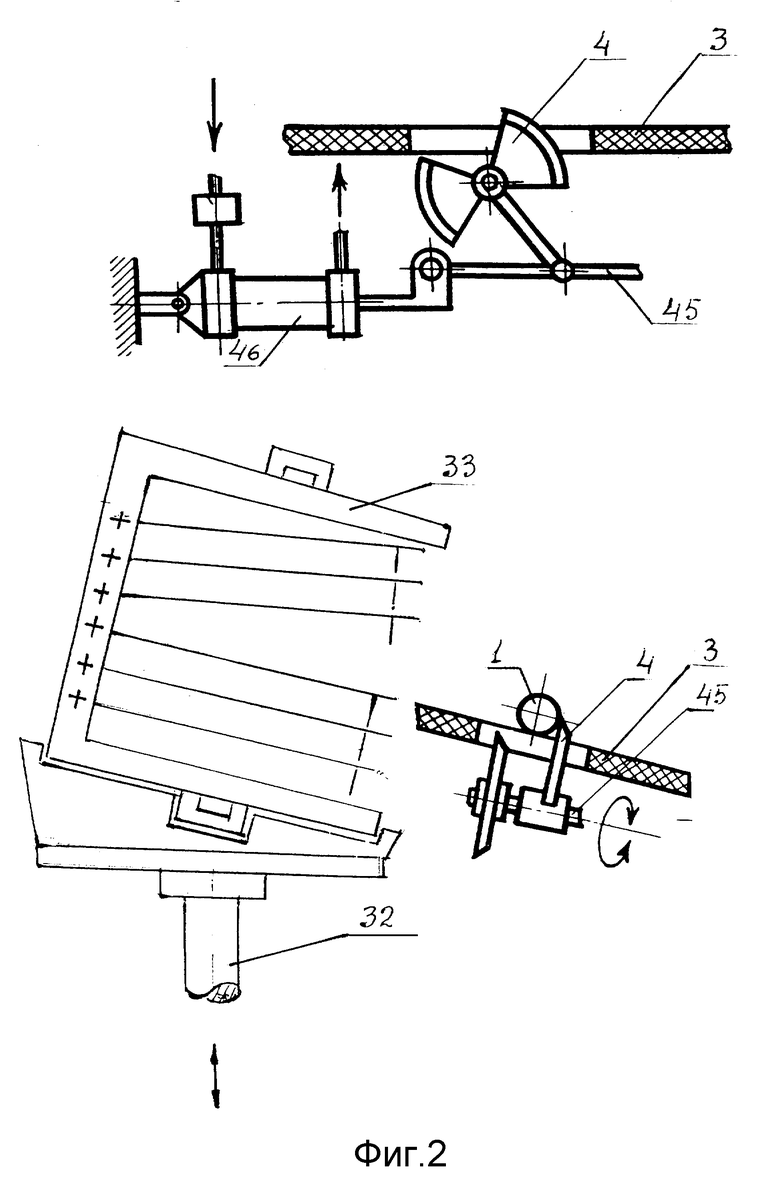
на фиг. 2 - стол-отсекатель, транспортная кассета и механизм шагового подъема,
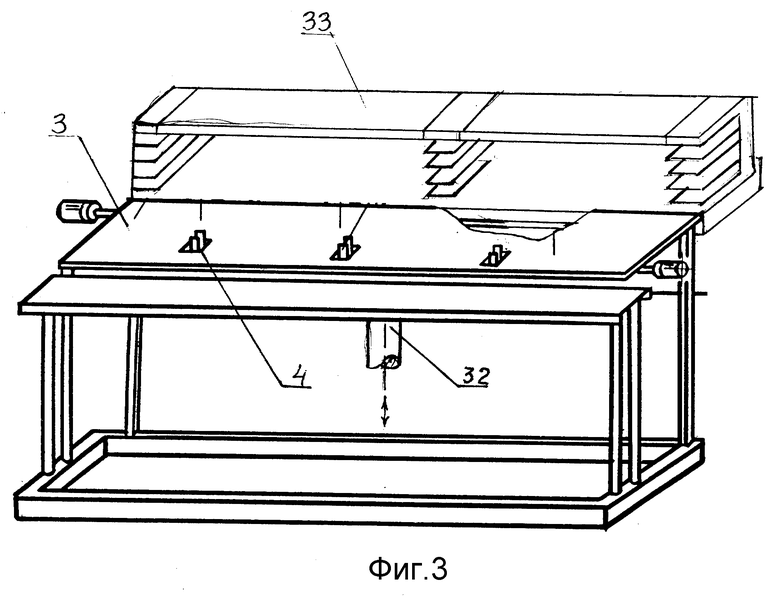
на фиг. 3 - наклонный стол узла сборки пучка,
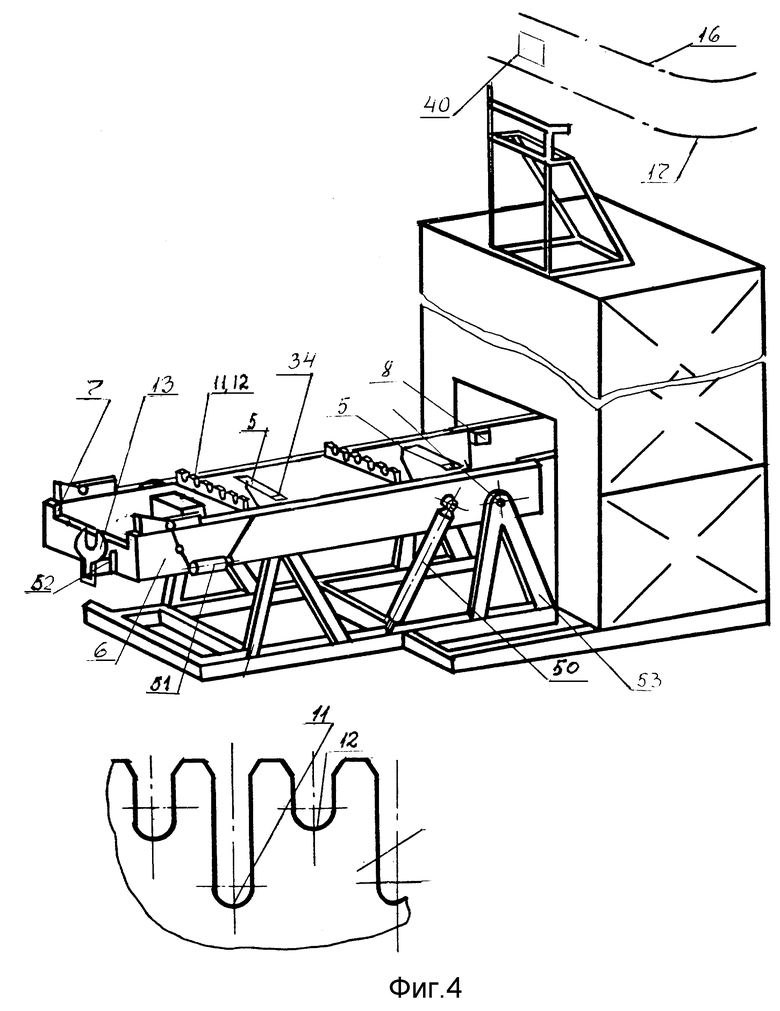
на фиг. 4 - поворотный каркас (кантователь) узла сборки пучка,
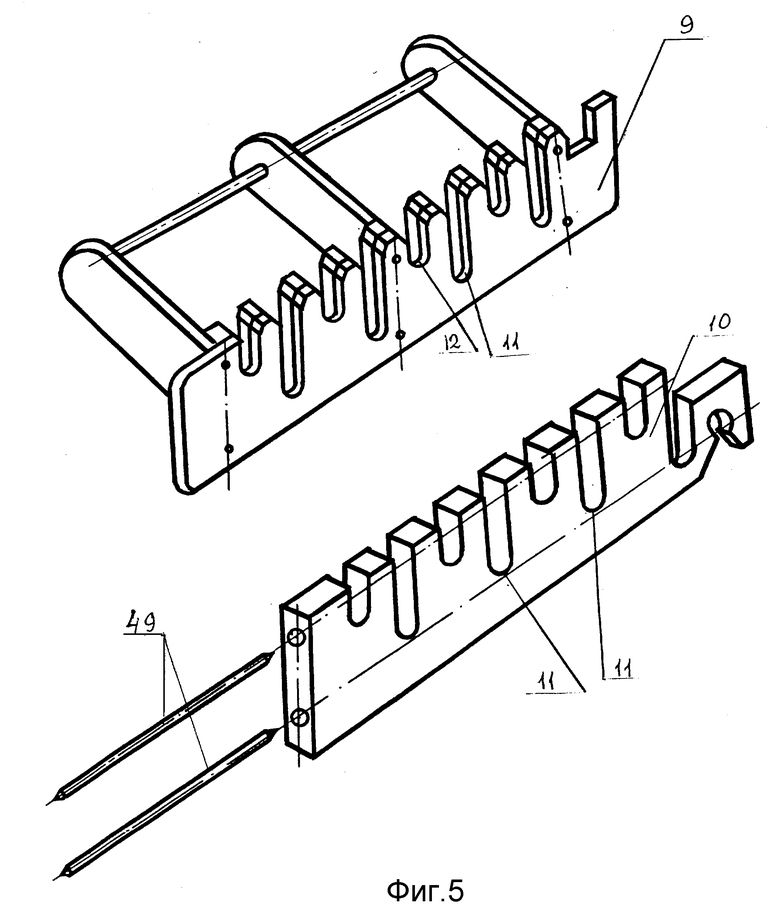
на фиг. 5 - плиты,
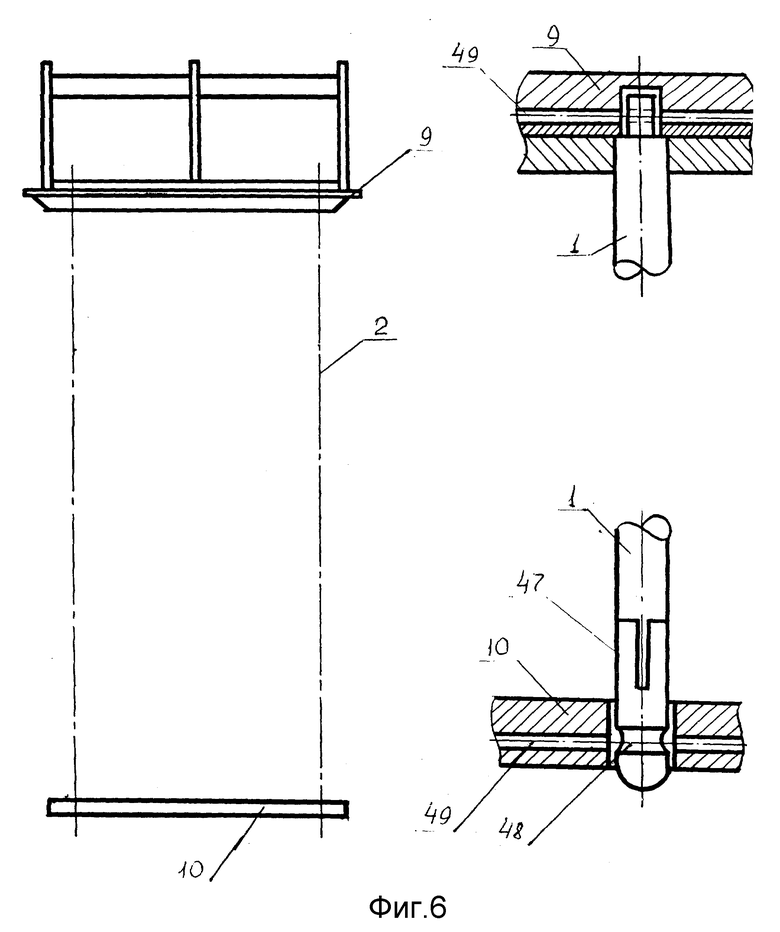
на фиг. 6 - пучок ТВЭЛ,
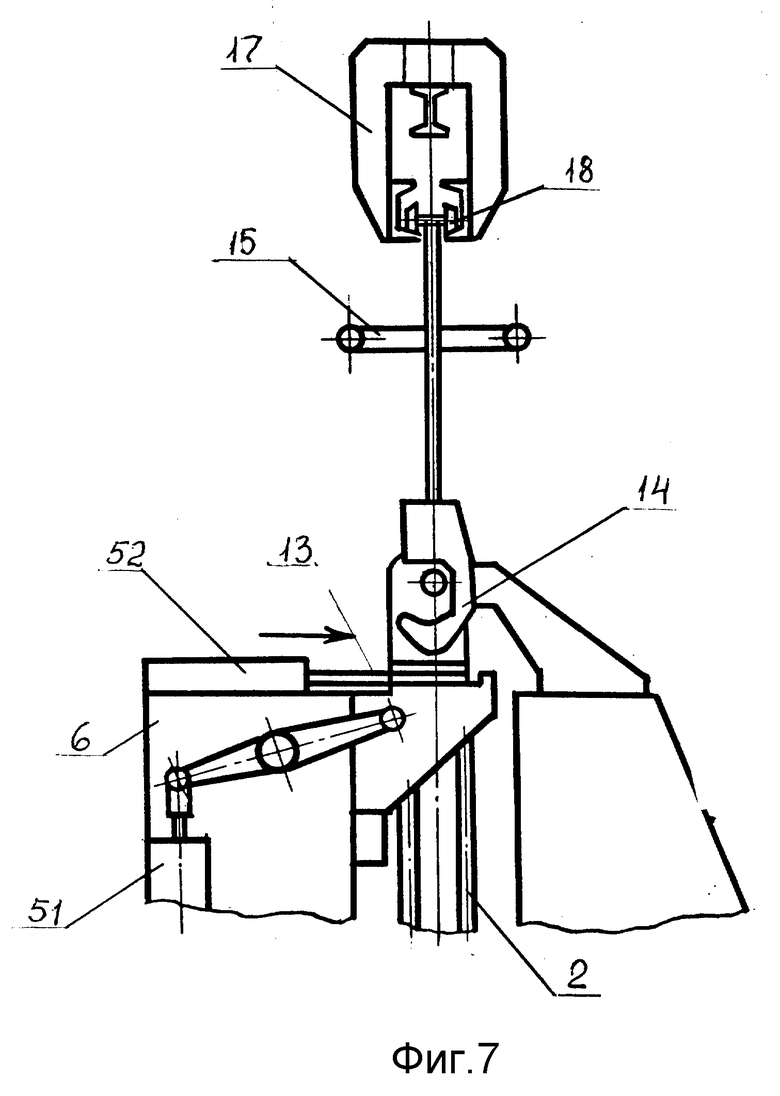
на фиг. 7 - захватное приспособление,
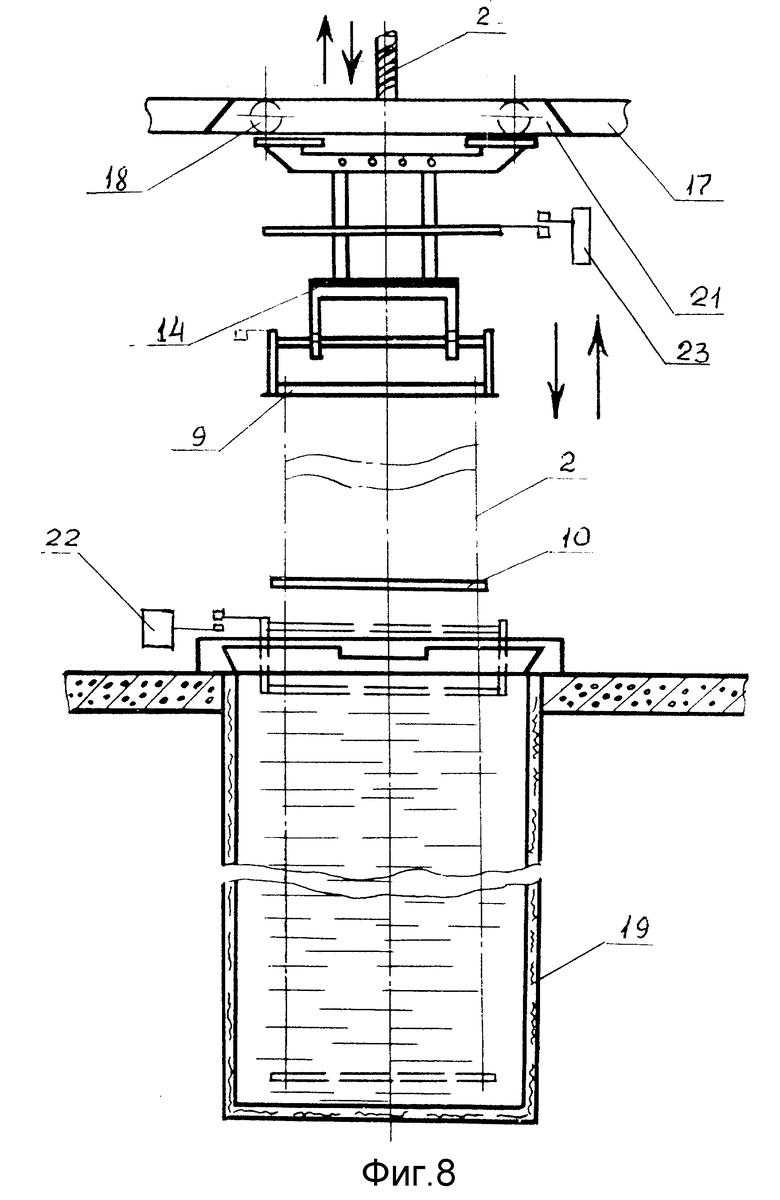
на фиг. 8 - ванна с лаком,
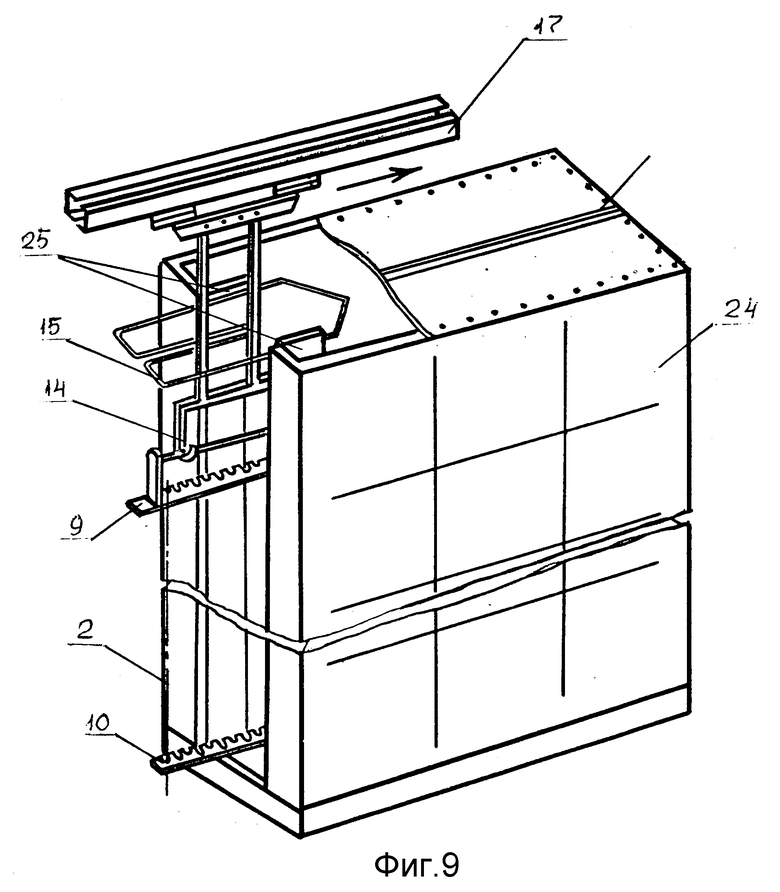
на фиг. 9 - сушильная камера,
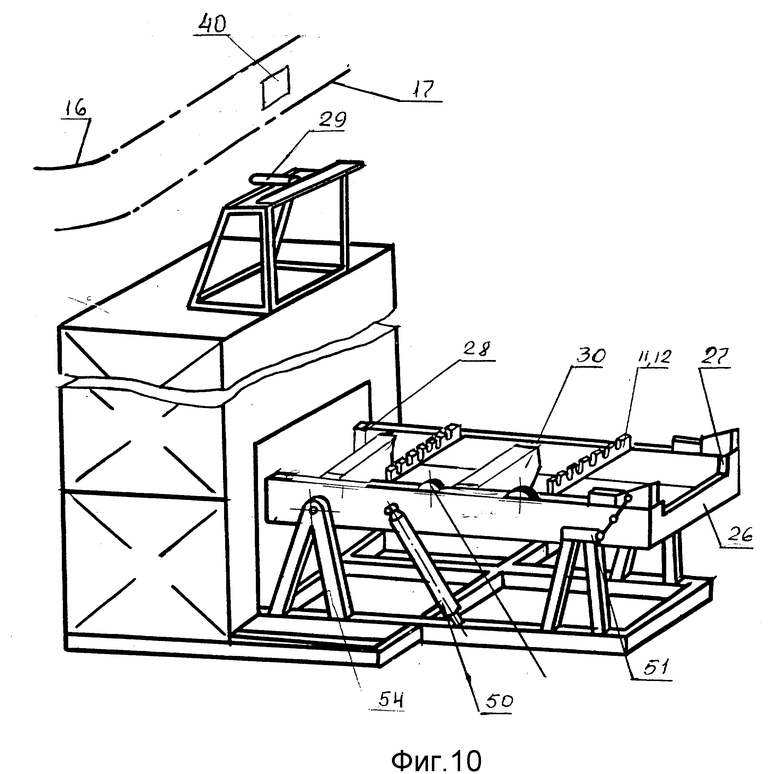
на фиг. 10 - поворотный каркас узла разборки пучка,
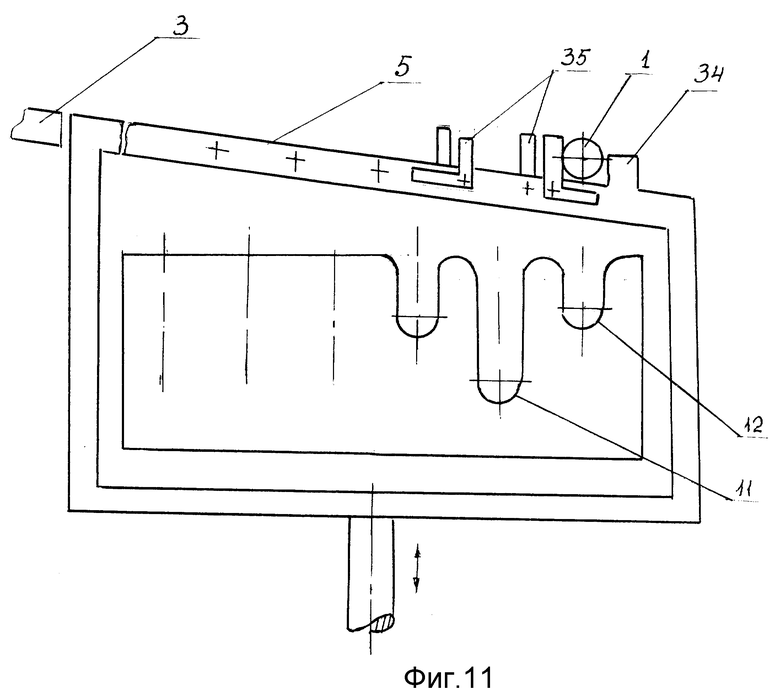
на фиг. 11 - разделители ТВЭЛ,
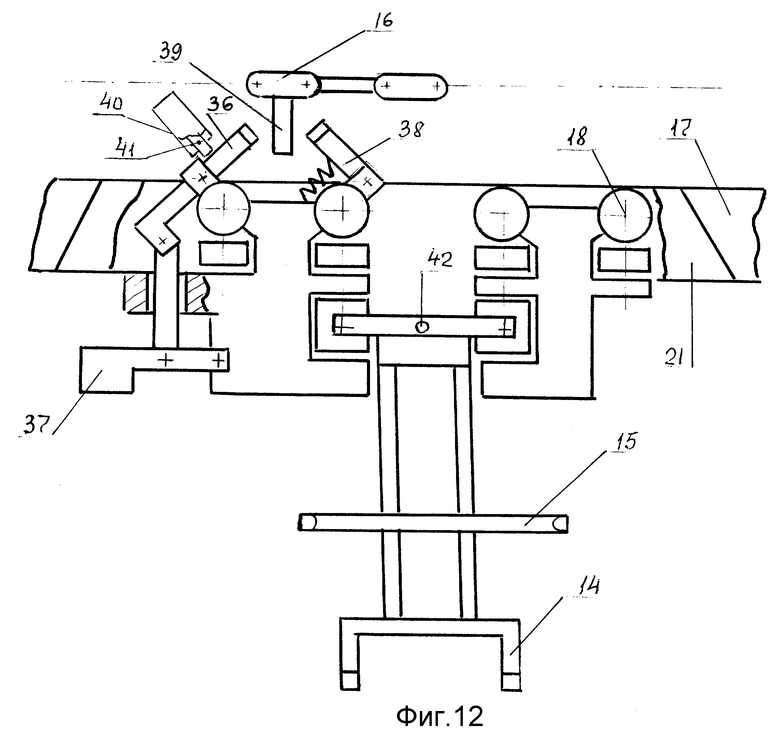
на фиг. 12 - тележка с захватным приспособлением.
Линия подготовки ТВЭЛ к сборке ТВС содержит узел сборки ТВЭЛ 1 в пучок 2 с рассредоточенным относительно друг друга их закреплением в верхней и нижней части, включающий наклонный стол 3 с отсекателями 4 подачи ТВЭЛ 1 на вертикально подвижные рейки 5 кантователя в виде поворотного каркаса 6, имеющего по торцам пазы 7, 8 для установки плит 9, 10 с разновысотными ложементами 11, 12 для закрепления в них выше указанного пучка 2 ТВЭЛ 1 и по крайней мере три аналогичных ложемента внутри каркаса 6, устройство 13 съема пучка 2 ТВЭЛов с кантователя (каркаса) 6 на захватное приспособление 14 с буфером 15, транспортное средство в виде цепного конвейера 16 с направляющей 17 внизу для перемещения тележки 18 захватного приспособления 14 с пучком 2 ТВЭЛ 1, по оси движения которой в технологической последовательности установлены ванны (ванна) 19 с водорастворимым лаком с устройством-лебедкой (показан трос 20) вертикального опускания и подъема разъема 21 направляющей 17 с тележкой 18, захватным приспособлением 14 с пучком 2 ТВЭЛ 1 с нижним датчиком 22 останова опускания, верхним датчиком 23 останова подъема, сушильная камера 24 с подпружиненными дверцами 25 и узел разборки пучка 2 ТВЭЛ 1, включающий кантователь в виде поворотного каркаса 26 с пазами 27, 28 по торцам для размещения плит 9, 10 пучка 2 ТВЭЛ 1 с аналогичными разновысотными ложементами для размещения ТВЭЛ с устройством 29 съема пучка 2 ТВЭЛ 1 с захватного приспособления 14 на кантователь 26, снабженный вертикально подвижными рейками 30 и наклонный стол 31 с отсекателями, аналогичными отсекателям 4 подачи ТВЭЛ 1.
На наклонном столе 3 узла сборки ТВЭЛ 1 в пучок 2 и на наклонном столе 31 узла разборки пучка 2 ТВЭЛ 1 установлены механизмы 32 шагового вертикального подъема и опускания транспортных кассет 33 для разгрузки на стол 3 и загрузки ТВЭЛами после лакопокраски на столе 31.
Вертикально-подвижные рейки 5 кантователя - поворотного каркаса 6 и вертикально-подвижные рейки 30 кантователя - поворотного каркаса 26 выполнены с наклоном аналогично наклону наклонных столов 3, 31, т.е. имеют наклон 5-7o, причем на вертикально подвижных рейках 5 на торцах выполнены неподвижными упоры 34 и по всей их длине с обеих сторон в шахматном порядке непосредственно над каждым ложементом 11, 12 шарнирно закреплены разделители 35 ТВЭЛ 1 относительно друг друга, выполненные в виде разноплечих Г-образных элементов с углом поворота 90o с направлением угла раствора в сторону поступления ТВЭЛ 1. Каждая тележка 19 захватного приспособления 4 снабжена шарнирно закрепленными к тележке в передней части откидными упорами с противовесами 37 и подпружиненными 36 упорами 38 в задней части.
Цепной конвейер 16 снабжен толкателями 39 в виде штырей, взаимодействующих с указанными откидными упорами 36 и подпружиненными упорами 38 тележек 18.
Место останова тележек 18 на приеме пучка 2, лакопокраске над ванной 19 снабжено электромагнитами 40, взаимодействующими своими якорями 41 с откидными упорами 36 тележек 18.
Каждая тележка 18 снабжена боковым штырем-контактом 42, взаимодействующим с датчиком-стопором 43 и датчиком 44 аварийного отключения цепного конвейера 16, установленных перед местом останова тележки над ванной с лаком на расстоянии не менее длины тележки.
Отсекатель 4 подачи ТВЭЛ 1 на наклоном столе 3 и отсекатель на наклонном столе 31 выполнены по крайней мере из шести элементов из капролактама, закрепленных на общей оси 45, соединенной с приводом 46.
Для закрепления ТВЭЛ 1 в нижней плите предусмотрены наконечники 47 на тугой посадке на ТВЭЛ и снабжены канавкой 48 для шплинтования шплинтом 49.
Поворотные каркасы 6, 26 снабжены силовыми гидроцилиндрами 50 для поворота каркаса в вертикальное положение. Устройство 13 съема пучка 2 ТВЭЛ 1 в виде вилки снабжено силовым цилиндром 51 подъема и силовым цилиндром 52 съема пучка 2 с каркаса на захватное приспособление 14. Аналогичный силовой цилиндр 51 установлен на каркасе 26. Как указывалось выше датчик-стопор 43 и датчик 44 аварийного отключения цепного конвейера размещены от места разъема 21 на расстоянии, исключающем инерционный проход тележки и падение ее в проем, т. е. на расстоянии не менее длины тележки, а датчик 44 аварийного отключения цепного конвейера заблокирован так, что если цепной конвейер отключен датчиком 44, то обслуживающий персонал во избежание аварийной ситуации лишен возможности включить его. Включение возможно только энергоперсоналом.
Количество ванн 19 с водорастворимым лаком может быть нескольким, но при этом, должно быть соблюдено условие размещения датчиков 43, 44 с учетом инерционности остановки тележек, т.е. на расстоянии, исключающем их падение в проемы над ваннами в момент, когда разъемы открыты. Поворотный каркас 6 шарнирно закреплен к сойке 53, а каркас 26 шарнирно к стойке 54.
Линия подготовки ТВЭЛ к сборке в ТВС работает следующим образом.
Транспортная кассета 33 с ТВЭЛами 1, размещенными на полках кассеты устанавливается на механизм 32 шагового подъема и опускания транспортной кассеты 33 у наклонного стола 3, а на механизм 32 шагового подъема и опускания у наклонного стола 31 устанавливается пустая транспортная кассета для приема ТВЭЛ 1 после лакопокраски и сушки.
При подъеме транспортной кассеты 33 на один шаг и повороте полки вверх ТВЭЛы 1 с очередной полки скатываются на наклонный стол 3 и через отсекатель 4, капролактамовые элементы которого, поворачиваясь на общей оси 45 с помощью привода 46, выдают либо поштучно, либо пучком ТВЭЛы 1, которые скатываясь по наклонному столу и по наклонным вертикально-подвижным рейкам 5 до упора 34, благодаря наклону реек и под собственным весом ТВЭЛы 1 воздействуют на Г-образные разделители 35, поворачивают их на 90o таким образом, что между двумя соседними ТВЭЛами всегда находится элемент Г-образного разделителя. Таким образом, одновременно с накатом ТВЭЛ на рейки происходит их рассредоточение относительно друг друга и они располагаются непосредственно над разновысотными ложементами 11, 12. Предварительно в пазы 7, 8 поворотного каркаса 6 устанавливаются плиты 9, 10 с разновысотными ложементами.
Вертикально-подвижные рейки 5 уходят вниз и ТВЭЛы 1 размещаются в ложементах 11, 12 плит 9, 10 и ложементах каркаса 6.
Надеваются наконечники 47 на тугой посадке на нижнюю часть ТВЭЛ 1 и ТВЭЛы шплинтуются по канавкам 48 наконечников к плите 10 шплинтом 49, а в верхней части ТВЭЛы 1 шплинтуются в верхней плите 9. С помощью силового гидроцилиндра 50 каркас 6 вместе с пучком 2 ТВЭЛ 1 поворачивается в вертикальное положение. Срабатывают силовые цилиндры 51 подъема и силовой цилиндр 52 с вилкой (устройство съема) 13 снимает пучок 2 с каркаса 6 на крюки захватного приспособления 14 с буфером 15 и тележкой 18.
Срабатывает электромагнит 40, его якорь 41 отпускает откидной упор 36, который под действием противовеса 37 возвращается в исходное положение, а цепной конвейер 16 своими толкателями 39 в виде штырей входит в зацепление с откидным упором 36 с противовесом 37 и подпружиненным упором 38 тележки 18 и последняя с пучком 2 ТВЭЛ 1, подвешенным к захватному приспособлению 14, по направляющей 17 перемещается к ванне 19 с лаком.
В процессе перемещения по направляющей 17 тележка 18 своим боковым штырем-контактом 42 взаимодействует с датчиком-стопором 43 и датчиком 44 аварийного отключения цепного конвейера 16.
Датчик-стопор 43 срабатывает и исключает прохождение очередной тележки 18 с пучком 2 ТВЭЛ 1, а если по какой-либо причине датчик-стопор 43 не сработает и пропустит тележку с пучком 2 ТВЭЛ 1, то при накатывании тележки она своим боковым штырем-контактом 42 при касании датчика 44 отключит цепной конвейер.
Первая тележка 18 с пучком 2 ТВЭЛ по достижении разъема 21 направляющей 17 выходит из зацепления с цепным конвейером 16 путем воздействия якоря 41 эл. магнита 40 на откидной упор 36. При этом толкатель 39 (штырь) цепного конвейера 16 выходит из зацепления с откидным упором 36 и разъем 21 с тележкой 18, захватным приспособлением 14 и пучком 2 ТВЭЛ 1 на нем лебедкой (тросс) 20 опускается вниз до полного погружения пучка 2 ТВЭЛ в ванну 19 с лаком. При этом срабатывает нижний датчик 22 конца опускания и пучок 2 ТВЭЛ вместе с захватным приспособлением 14, тележкой 18 и разъемом 21 направляющей лебедкой (троссом) 20 поднимается вверх. Разъем 21 становится на свое место, срабатывает верхний датчик 23 "конец подъема", у тележки откидной упор 36 входит в зацепление с толкателем (штырем) 39 цепного конвейера 16 и подается сигнал на датчик-стопор 43 и датчик 44 аварийного отключения цепного конвейера на пропуск очередной тележки с пучком ТВЭЛ. Таким образом, в момент открытого разъема 21 (разъем находится внизу) предусмотрена двойная блокировка посредством датчика-стопора 43 и датчика 44, исключающая проход очередной тележки на лакопокраску пучка 2 ТВЭЛ 1.
После ухода из зоны лакопокраски первой тележки ее место занимает очередная тележка с пучком 2 ТВЭЛ и т.д. Цепной конвейер 16 перемещает покрытый лаком пучок 2 ТВЭЛ 1 в сушильную камеру 24, подпружиненные дверцы 25 которой открывает буфер 15 захватного приспособления 14. В процессе движения по сушильной камере 24 пучок 2 ТВЭЛ 1 высыхает и тележка с пучком 2 ТВЭЛ 1 поступает на узел разборки пучка 2 ТВЭЛ 1.
Кантователь в виде поворотного каркаса 26 занимает вертикальное положение, тележка 18 выходит из зацепления с цепным конвейером 16 путем воздействия якорем 41 эл.магнита на откидной упор 36, пучок 2 ТВЭЛ устройством съема 29 снимается с захватного приспособления 14 на каркас 26, где плиты 9, 10 входят в пазы 27, 28 по торцам каркаса, ТВЭЛы 1 размещаются в ложементах аналогично ложементам 11, 12 и каркас 26 занимает горизонтальное положение, шплинты 49 в плитах 9, 10 удаляются и снимаются наконечники 47.
Вертикально подвижные рейки 30 совершают движение вверх и ТВЭЛы 1 скатываются по наклонным поверхностям реек на наклонный стол 31, где через отсекатель 4 заполняют транспортную кассету 33.
Производительность линии 240 ТВЭЛ/час, т.е. в 2,4 раза выше, чем производительность линии по авт.св. 1203743.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СПОСОБ НАНЕСЕНИЯ ЛАКОВОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ (ТВЭЛОВ) С ОБОЛОЧКАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ ПЕРЕД СНАРЯЖЕНИЕМ ИХ В КАРКАС ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ (ТВС) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537951C2 |
| ТРАНСПОРТНАЯ КАССЕТА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1996 |
|
RU2102218C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| ПОДВЕСКА ДЛЯ ЛАКОПОКРАСКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗВОРОТА И ЗАМЕНЫ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА В ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКЕ | 1999 |
|
RU2174721C2 |
Использование: в ядерной технике. Сущность: на наклонном столе узла сборки тепловыделяющих элементов (ТВЭЛ) в пучок и на наклонном столе разборки пучка ТВЭЛов после лакопокраски установлены механизмы шагового вертикального подъема и опускания транспортных кассет для их разгрузки и загрузки ТВЭЛов в транспортную кассету после лакопокраски. На кантователе узла сборки ТВЭЛов и на кантователе узла разборки пучка выполнены вертикально подвижные рейки с наклоном аналогично наклону наклонных столов узлов загрузки пучка и разгрузки пучка после лакопокраски. Причем на вертикально подвижных рейках узла сборки пучка ТВЭЛов на торцах выполнены неподвижные упоры и по всей их длине с обеих сторон реек в шахматном порядке, непосредственно над каждым ложементом шарнирно закреплены разделители ТВЭЛов относительно друг друга, выполненные в виде разноплечих Г-образных элементов с углом поворота 90o, с направлением угла раствора в сторону поступления ТВЭЛов. Каждая тележка захватного приспособления снабжена в передней части откидными упорами с противовесами и подпружиненными упорами в задней части, а цепной конвейер снабжен толкателями в виде штырей. В результате повышается производительность сборки и уменьшается повреждаемость ТВЭЛов. 2 з.п. ф-лы, 12 ил.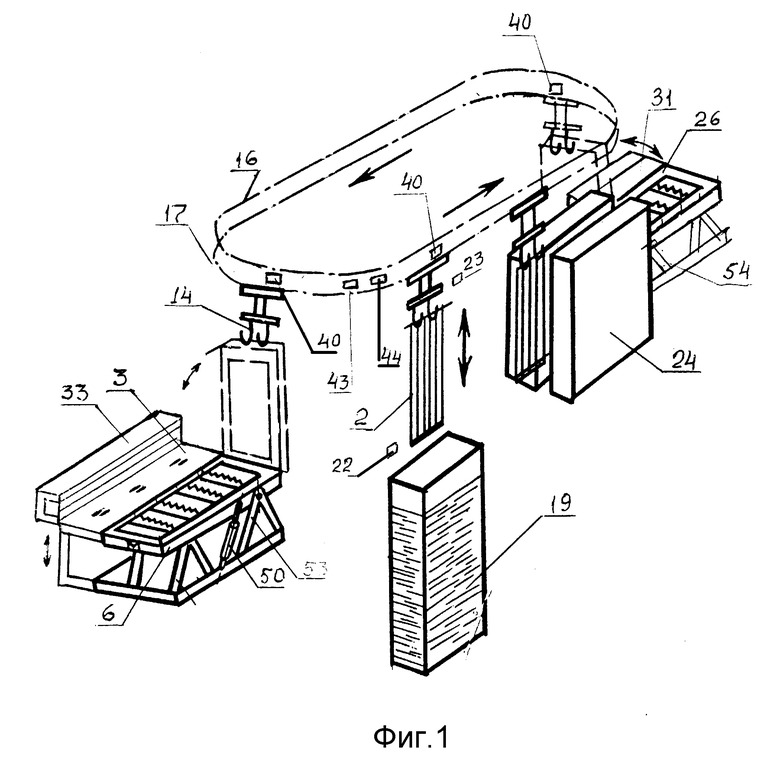
| RU 94018136 A1, 20.06.96 | |||
| RU 94028868 A1, 10.06.96 | |||
| RU 95111432 A1, 20.06.97 | |||
| US 5043133 A, 1989 | |||
| US 5251243 A, 1993 | |||
| ШКАФ С ОТКИДНОЙ ДВЕРКОЙ | 0 |
|
SU187268A1 |

