Изобретение относится к атомной промышленности и может найти применение на предприятиях изготовления тепловыделяющих элементов и сборки их в тепловыделяющую сборку для атомных электростанций.
Известен тепловыделяющий элемент (ТВЭЛ) для ядерного реактора ВВЭР-1000 или ВВЭР-440, содержащий оболочку, снаряженную таблетированным ядерным топливом с фиксаторами, загерметизированную по торцам концевыми деталями, сваркой их к оболочке, под давлением инертного газа внутри оболочки (см. Книга 1. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов, под редакцией Ф.Г. Решетникова, М.: Энергоатомиздат, 1995 г., стр. 45, рис. 2.1).
Известный ТВЭЛ содержит оболочку из сплава циркония с 1% ниобия, снаряженную таблетированным ядерным топливом с фиксаторами, загерметизованную по торцам сваркой верхней и нижней концевых деталей из сплава циркония с 1% ниобия к оболочке под давлением инертного газа внутри оболочки.
Цирконий имеет сильную склонность к схватыванию, что при сборке циркониевых оболочек ТВЭЛ в тепловыделяющую сборку при их запрессовке через дистанционирующие решетки возможно схватывание циркониевой оболочки ТВЭЛа с материалом дистанционирующей решетки и повреждение.
В связи с этим оболочки ТВЭЛов подвергают лакопокраске и сушке перед их сборкой в тепловыделяющую сборку (ТВС), позволяющей устранить этот недостаток циркония.
Известна подвеска для лакопокраски тепловыделяющих элементов, содержащая гребенку с посадочными гнездами для крепления верхних заглушек ТВЭЛов проволокой (см. патент 2127002, заявка N 96114229/25 (020089), от 10.07.96 г., МПК G 21 C 21/02, В 05 C 3/09, фиг. 5, 6. Линия подготовки тепловыделяющих элементов к сборке в тепловыделяющие сборки).
Каждая концевая деталь ТВЭЛа имеет на внешней боковой стороне перпендикулярно оси заглушки сквозное отверстие и соответственно отверстие в гребенке. При сборке пучка ТВЭЛов в посадочные гнезда гребенки ТВЭЛы ориентируют так, чтобы отверстия в гребенке и в заглушках совпали и через совпавшие отверстия проталкивают проволоку, на что требуются при массовом производстве повышенные трудозатраты и снижается производительность.
В процессе изготовления тепловыделяющей сборки и запрессовки покрытых лаком ТВЭЛов через дистанционирующие решетки возможна недозапрессовка ТВЭЛа из-за скопившегося сухого лака в какой-либо дистанционирующей решетке и требуется поворот ТВЭЛа вокруг своей оси для осуществления дозапрессовки, который осуществляют подручными средствами (поворот щипцами за концевую деталь всего ТВЭЛа. Извлечение его, замена бракованного ТВЭЛа и т.д.), что не эффективно, ведет к повышению трудозатрат и снижению производительности и, главное, к повреждению концевой детали, а следовательно, и всего ТВЭЛа. ТВЭЛ с поврежденной концевой деталью подлежит расчехловке и замене новым, что ведет к увеличению расхода циркония.
Технической задачей изобретения является снижение расхода циркония, повышение качества сборки ТВС, снижение трудозатрат и повышение производительности при сборке пучка ТВЭЛов в подвеске для лакопокраски, при сборке тепловыделяющих элементов в тепловыделяющую сборку и при замене бракованного тепловыделяющего элемента годным в тепловыделяющей сборке.
Эта техническая задача решается тем, что в подвеске для лакопокраски пучка тепловыделяющих элементов, содержащей гребенку с посадочными гнездами для размещения в них и закрепления верхних концевых деталей тепловыделяющих элементов проволокой, размещенной в отверстиях гребенки и перпендикулярно оси ТВЭЛа, согласно изобретению посадочные гнезда гребенки выполнены равными по диаметру меньшего сечения на верхней концевой детали ТВЭЛа, а отверстия в гребенке смещены в сторону размещенной в посадочном гнезде верхней концевой детали и выполнены с обеспечением фиксации проволокой верхней концевой детали по диаметру ее меньшего сечения.
Эта техническая задача решается тем, что в приспособлении для разворота и извлечения ТВЭЛа из тепловыделяющей сборки, содержащем захват верхней концевой детали тепловыделяющего элемента, согласно изобретению захват выполнен в виде цангового зажима с внутренней полостью, повторяющей форму верхней концевой детали ТВЭЛа и ее меньшего сечения, где в качестве зажима и разжима цангового зажима использована винтовая пара, корпус которой одновременно является рычагом, передающим движение поворота тепловыделяющему элементу, и рукояткой приложения усилий извлечения тепловыделяющего элемента из тепловыделяющей сборки и наоборот.
Выполнение предложенного захвата позволит исключить повреждение верхней концевой детали и в целом ТВЭЛа, сократить расход циркония и повысить качество сборки ТВС.
Выполнение предложенной гребенки в подвеске позволит снизить трудозатраты и повысить производительность при наборе пучка ТВЭЛ в гребенку за счет ликвидации операции их ориентации.
Выполнение приспособления для разворота и извлечения ТВЭЛа предложенной конструкции позволит повысить производительность и снизить трудозатраты при повороте ТВЭЛа в тепловыделяющей сборке, при извлечении ТВЭЛа из тепловыделяющей сборки и при замене ТВЭЛа за счет надежного и быстрого осуществления захвата ТВЭЛа.
На чертежах представлены:
на фиг. 1 - ТВЭЛ;
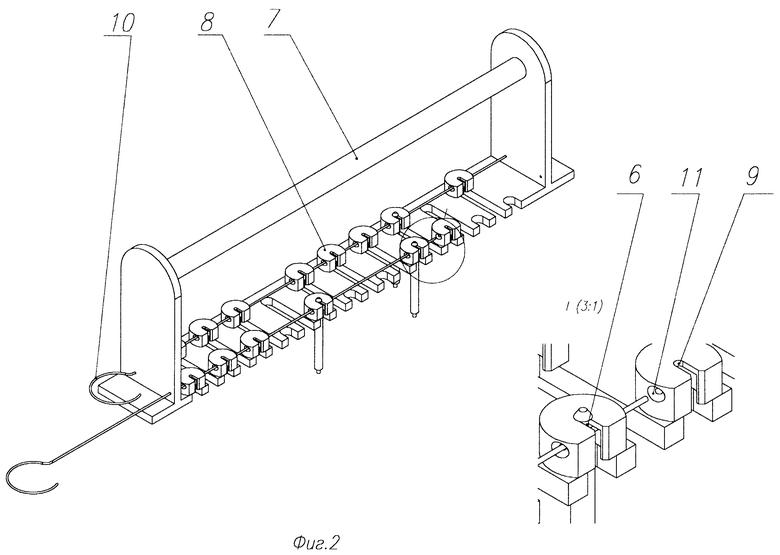
на фиг. 2 - подвеска для лакопокраски ТВЭЛ;
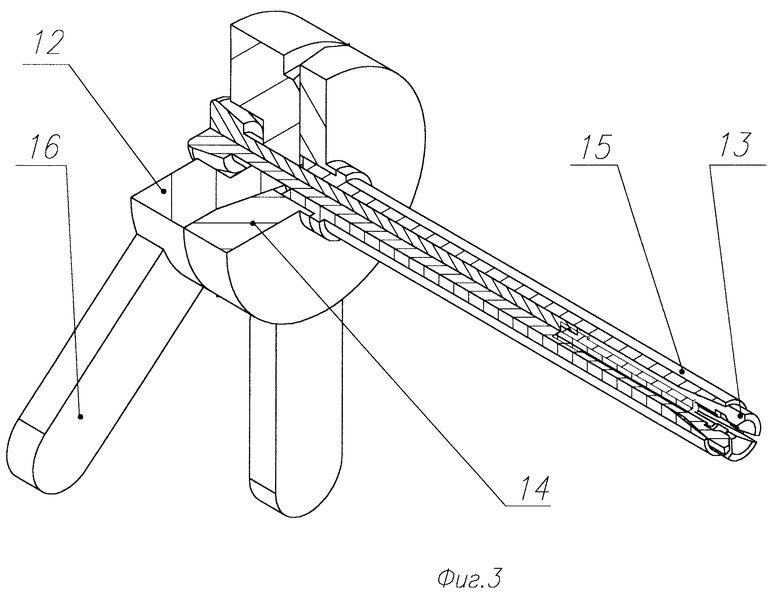
на фиг. 3 - приспособление для разворота и извлечения ТВЭЛа из тепловыделяющей сборки.
Тепловыделяющий элемент, преимущественно для ядерного реактора ВВЭР, содержит оболочку из сплава циркония с ниобием, снаряженную таблеточным ядерным топливом 2 с фиксаторами 3 (втулочного или пружинного типов), загерметизированную по торцам сваркой верхней 4 и нижней 5 концевыми деталями из циркония под давлением инертного газа внутри оболочки.
Верхняя концевая деталь 4 имеет меньшее сечение 6 по диаметру в средней части.
Подвеска 7 для лакопокраски пучка тепловыделяющих элементов содержит гребенку 8 с посадочными гнездами 9 для размещения в них и закрепления верхних концевых деталей 4 тепловыделяющих элементов проволокой 10, размещенной в отверстиях 11 гребенки 8 перпендикулярно оси ТВЭЛа.
Посадочные гнезда 9 гребенки 8 выполнены равными по размеру диаметру Ф1 меньшего сечения 6 на верхней концевой детали 4, а отверстия 11 в гребенке 8 смещены в сторону размещенной в посадочном гнезде 9 верхней концевой детали 4 и выполнены с обеспечением фиксации проволокой 10 верхней концевой летали 4 по диаметру ее меньшего сечения 6.
Приспособление 12 для разворота и извлечения ТВЭЛа из тепловыделяющей сборки (не показано) содержит захват верхней концевой детали 4 ТВЭЛа.
Захват выполнен в виде цангового зажима 13 с внутренней полостью, повторяющей форму верхней концевой детали 4 и ее меньшего сечения, где в качестве зажима и разжима цангового зажима 13 использована винтовая пара 14, 15, корпус которой одновременно является рычагом 16, передающим движение поворота тепловыделяющему элементу, и рукояткой 16 приложения усилий извлечения тепловыделяющего элемента из тепловыделяющей сборки и наоборот.
Загрузку ТВЭЛ в подвеску 7 для лакопокраски пучка осуществляют следующим образом. В посадочные гнезда 9 гребенки 8 размещают ТВЭЛы верхними концевыми деталями 4 так, чтобы каждый ТВЭЛ меньшим сечением 6 концевой детали 4 вошел в посадочные гнезда 9, проволоку 10 по отверстиям 11 перемещают и фиксируют надежно каждый ТВЭЛ в гребенке 8 по меньшему сечению 6 концевой детали.
С помощью грузоподъемного средства подвеску 7 перемещают, окунают пучок ТВЭЛ в ванну с лаком, транспортируют подвеску через нагревательную печь, сушат покрытые лаком ТВЭЛы, разбирают подвеску и ТВЭЛы направляют на сборку тепловыделяющей сборки. В случае, когда ТВЭЛ не допрессован и не прошел через все ячейки дистанционирующих решеток, то используют приспособление 12, в цанговом зажиме 13 размещают верхнюю концевую деталь 4 ТВЭЛа и винтовой парой 14, 15 зажимают цанговый зажим 13, а затем рычагом-рукояткой 16 поворачивают ТВЭЛ вокруг своей оси и устанавливают ТВЭЛ в требуемом положении. Аналогично можно извлечь бракованный ТВЭЛ из тепловыделяющей сборки и ввести в тепловыделяющую сборку годный ТВЭЛ, что особенно важно для атомных станций, не имеющих стационарного оборудования сборки тепловыделяющих сборок, а также для предприятий, хотя и имеющих стационарное оборудование, но применение данного приспособления не потребует координатной настройки, а следовательно, позволит сократить трудозатраты и повысить производительность, повысить качество сборки ТВС за счет исключения брака при сборке ТВС и снизить соответственно расход циркония.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1999 |
|
RU2177394C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197021C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2002 |
|
RU2244355C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ | 2000 |
|
RU2179760C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197020C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2133511C1 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях по производству тепловыделяющих элементов и сборке их в тепловыделяющие сборки для атомных электростанций. Техническим результатом изобретения является снижение расхода циркония, повышение качества тепловыделяющих сборок, снижение трудозатрат и повышение производительности при сборке пучка тепловыделяющих элементов в подвеске для лакопокраски, при сборке их в тепловыделяющую сборку и при замене бракованных элементов годными в тепловыделяющей сборке. В подвеске для лакопокраски посадочные гнезда гребенки выполнены размером, равным размеру диаметра меньшего сечения на верхней концевой детали тепловыделяющего элемента, а отверстия в гребенке смещены в сторону размещенной в посадочном гнезде верхней концевой детали и выполнены с обеспечением фиксации проволокой верхней концевой детали по диаметру ее меньшего сечения. В приспособлении для разворота захват выполнен в виде цангового зажима с внутренней полостью, повторяющей форму верхней концевой детали тепловыделяющего элемента и ее меньшего сечения, где в качестве зажима и разжима цангового зажима использована винтовая пара, корпус которой одновременно является рычагом, передающим движение поворота тепловыделяющему элементу, и рукояткой приложения усилий извлечения его из тепловыделяющей сборки, и наоборот. 2 с.п. ф-лы, 3 ил.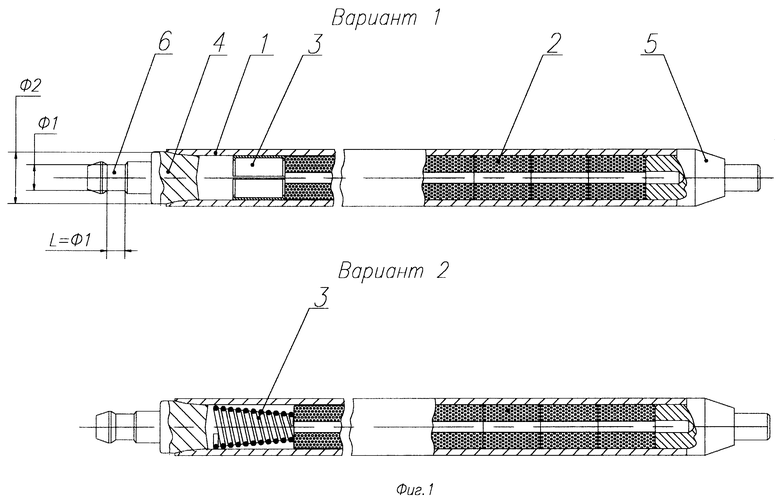
| ЛИНИЯ ПОДГОТОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ К СБОРКЕ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1996 |
|
RU2127002C1 |
| RU 2070740 C1, 20.12.1996 | |||
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| US 5043133 A, 27.08.1991 | |||
| US 5251243 A, 05.10.1993. | |||

