Изобретение относится к пищевой промышленности, в частности к способам транспортирования тестовых заготовок на межоперационных этапных при производстве хлебобулочных изделий.
Наиболее близким по технической сущности достигаемого эффекта является способ транспортирования тестовых заготовок ленточными транспортерами (Л.Я. Ауэрман. Технология хлебопекарного производства. - М.: Лег. и пищ. пром-сть, 1984. -С. 22.).
Недостаток способа - необходимость использования дорогостоящих антиадгезионных покрытий рабочих органов транспортеров, применения подсыпки мукой или дополнительной обдувки транспортируемых заготовок воздухом для устранения налипания теста.
Технической задачей изобретения является снижение количества бракованных изделий и материальных затрат на транспортирование.
Техническая задача достигается тем, что в способе транспортирования тестовых заготовок новым является то, что транспортирование осуществляют по наклонной траектории на тонкой воздушной прослойке, полученной за счет подачи сжатого воздуха в зазор между несущей поверхностью транспортера и опорной поверхностью заготовки, при этом размеры и время сохранения стационарной воздушной прослойки определяют по формулам
T - -6,057W2 + 0,079 Ph - 84,693 hW + 53,288W - 1169,906,
D - 182,574m2 + 5,666W2 - 0,0192dP + 28,966 dW + 133845,482h - 45,228W + 924,727
где T - время сохранения воздушной прослойки над тестовой заготовкой, с;
D - минимальный диаметр стационарной зоны бесконтактности, м;
W - влажность теста, %;
P - избыточное давление сжатого воздуха в камере под несущей поверхностью транспортера, Па;
h - толщина воздушной прослойки, м;
m - масса тестовой заготовки, кг;
d - диаметр питающего отверстия м.
Технический результат выражается не только в достижении поставленной задачи, а именно: снижение количества бракованных изделий и материальных затрат, но и в ряде технических преимуществ таких как: легкость регулирования режимов движения заготовок и возможность использования в качестве источников сжатого воздуха компрессорные станции предприятий.
Способ осуществляет следующим образом.
Из разгрузочного патрубка делителя (дозирующего по объемному принципу оборудования) тестовая заготовка со сложной опорной поверхностью в безударном режиме попадает на тонкую воздушную прослойку, создаваемую за счет подаваемого в камеру наклонного пневмотранспортера заранее очищенного сжатого воздуха, источником которого может быть компрессорная станция предприятия, и транспортируются к приемным механизмам следующих по технологической схеме производства машин. Объемный расход воздуха стабилизируется за счет введения в питающий тракт установки ресиверов. Тестовые заготовки перемещаются вдоль центральной линии транспортера с прямолинейной поверхностью за счет скатывающей составляющей собственной силы тяжести. При этом воздушная прослойка исключает налипание теста на рабочие поверхности оборудования.
Бесконтактное транспортирование тестовых заготовок имеет ряд особенностей:
1) воздушная прослойка гарантированно создается лишь в некоторой окрестности проекции геометрического центра питающего сопла на нижнюю поверхность тестовой заготовки;
2) так как тесто обладает псевдопластичными свойствами и подчиняется законам текучести, необходимо исследование влияния его физико-химических и структурно-механических свойств, а также конструктивных особенностей транспортеров и режимов подачи сжатого воздуха на время сохранения прослойки и размеры гарантированной зоны бесконтактности.
Исследования проводились на лабораторной установке (фиг. 1). Она содержит воздушную камеру (1), со сменными пластинами (2), штуцерами (3) для подвода сжатого воздуха и крепления стрелочного мономера ОБМ 1 - 160 (Т-1.5) (4). Над сварной камерой на жестких направляющих (5), с резьбовой верхней частью, устанавливалась пластина (6), имеющая резьбовое отверстие, позволяющее, вращением гайки - барашка (7), регулировать высоту подъема h' центрирующего кулачка (8). Окрестность питающего отверстия на пластине (2) выполнена в виде сенсорного устройства СУ, которое позволяет регистрировать во времени момент касания точки С поверхности теста, подавая сигнал на источник света (L). Пластина (6) фиксировалась гайками (9).
Тесто помещалось в мерный цилиндр (10), сопряженный по переходной посадке с фланцем (11), имеющим 3 резьбовых отверстия под винты (12). С их помощью, а также, используя индикатор часового типа КИ (Т-0.01), устанавливалась величина h. Между цилиндром и фланцем закреплялись сменные кольца (13) с диаметром D - 20, 30, 40, 45 мм, с помощью которых ограничивалась площадь теста, находящаяся на воздушной прослойке. В качестве источника сжатого воздуха использовалось 2 компрессора 12 B - 0.044/4.5 (14). Для выравнивания колебаний подачи сжатого воздуха использовался ресивер (15), объемом 1 м3. Избыточное давление внутри регистрировалось манометром (16) ДМ 1001, 1 P 40 (T-1). Оно менялось внутри камеры при помощи газового крана (17), позволяющего стравливать часть сжатого воздуха из питающей сети. Отчет времени T начинали с момента открывания, устанавливаемой под фланцем (11) шиберной заслонки (18). Время от открытия шибера до вспыхивания лампы регистрировалось секундомером.
Фрагмент поверхности тестовой заготовки из пшеничной муки 1 сорта помещался над отверстием. Брожение теста осуществлялось в мерном цилиндре. При этом условно принимали связь тестовой заготовки, равной связи между фрагментами теста.
В качестве регистрируемых параметров были выбраны:
1) время сохранения воздушной прослойки T над тестовой заготовкой;
2) минимальный диаметр D, образующийся на поверхности каверны.
В качестве изменяемых параметров были выбраны:
1) влажность теста W - 43-45% (шаг 0.5%);
2) месса тестовой заготовки m - 0.0441-0.0539 кг (шаг 0.003 кг);
3) диаметр питающего отверстия d - 1.5-3.5 мм (шаг 0.5 мм);
4) толщина воздушной прослойки h - 1-2 мм (шаг 0.25);
5) избыточное давление сжатого воздуха P - 4.42-7.36•104 Па (шаг 0.73•104 Па).
Интервалы изменения влажности теста выбраны с учетом требований ГОСТ 28808-90. Влажность тестовой заготовки меняли в интервале от 43 до 45%.
Массу теста m, используемую в эксперименте, рассчитывали с учетом соотношения давления, оказываемого тестовой заготовкой на поверхность пластины установки, по формуле
m - a•b•S1/m1•g2,
где a - длина изделия (a - 0.3), м;
b - ширина изделия (b - 0.15), м;
S1 - площадь цилиндра экспериментальной установки (S1-0.00251), м2;
m1 - масса тестовой заготовки (m1-0.88), кг;
g - ускорение свободного падения, м/с2 .
m - 0.3•0.15•0.00251/0.88•9.812 - 0.0491 кг.
Для более полного описания и планирования эксперимента, приняли интервал изменения массы от 0.0441 до 0.0539 кг.
Предварительно, было исследовано влияние различной площади поверхности тестовой заготовки на выходные параметры T,D при постоянных W, m, h.
Диаметр питающего отверстия меняли от 1.5 до 3.5 мм.
Увеличение диаметра сменных колец от 40 мм и выше показало, что значения T и D практически не менялись. Таким образом, стало очевидно, что для чистоты эксперимента целесообразно выполнять питающее отверстие значительно меньшим, чем площадь поверхности теста, находящегося на воздушной прослойке. Результатом данного исследования явилось использование в дальнейшей работе сменного кольца диаметром 45 мм и питающего отверстия диаметром от 1.5 до 3.5 мм.
Диапазон давления в сварной камере был обусловлен возможностями компрессоров, используемых в работе.
Под толщиной воздушной прослойки подразумевается расстояние между несущей поверхностью конвейера и опорной поверхностью изделия. Она зависит от расхода воздуха, подаваемого в питающую камеру конвейера, силы тяжести изделия, его линейных размеров и т.д.
В работе изменяли зазор между поверхностью тестовой заготовки и поверхностью пластины в пределах от 1 до 2 мм.
В результате исследований системы "тонкая воздушная прослойка - поверхность теста" была получена экспериментально-статистическая модель:
Анализ полученных зависимостей позволил сделать следующие выводы.
Наибольшее влияние не время сохранения воздушной прослойки между тестовой заготовкой и несущей поверхность оказывает взаимодействие факторов: толщины воздушной прослойки и влажности теста. При этом увеличение толщины воздушной прослойки при постоянной влажности и увеличение влажности теста при постоянной толщине уменьшает время сохранения воздушной прослойки.
На диаметр стационарной зоны бесконтактности (каверны) максимально влияют толщина воздушной прослойки, масса и влажность тестовой заготовки. При этом увеличение толщины воздушной прослойки и массы тестовой заготовки ведет к увеличению диаметра каверны.
Полученные зависимости позволяют сделать вывод о возможности бесконтактного транспортирования тестовых заготовок и закладывают основы для инженерного расчета режимов пневмотранспортирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ МАССЫ ТЕСТОВЫХ ЗАГОТОВОК В ПОТОКЕ | 1998 |
|
RU2127057C1 |
| УЧАСТОК РАЗДЕЛКИ ВЯЗКОУПРУГОПЛАСТИЧНЫХ И ВЯЗКОПЛАСТИЧНЫХ ПИЩЕВЫХ МАСС | 2000 |
|
RU2182769C2 |
| СПОСОБ УДЕРЖАНИЯ ВЯЗКОПЛАСТИЧНЫХ И ВЯЗКОУПРУГОПЛАСТИЧНЫХ ПИЩЕВЫХ МАСС НА ТОНКОЙ ГАЗОВОЙ ПРОСЛОЙКЕ | 2001 |
|
RU2209170C2 |
| ТЕПЛООБМЕННИК | 2000 |
|
RU2183004C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ВЗВЕШИВАНИЯ И СОРТИРОВКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2127423C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ ТЕСТОВЫХ ЗАГОТОВОК | 2000 |
|
RU2184452C2 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ И ТРАНСПОРТИРОВАНИЯ ВЯЗКОУПРУГОПЛАСТИЧНЫХ И ВЯЗКОПЛАСТИЧНЫХ ПИЩЕВЫХ МАСС | 2004 |
|
RU2264713C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ХЛЕБА | 2000 |
|
RU2183061C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ВЕСА ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ МАЛОЙ УДЕЛЬНОЙ ПЛОТНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093797C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИЗДЕЛИЙ | 1999 |
|
RU2147942C1 |
Изобретение относится к транспортированию тестовых заготовок на межоперационных этапах при производстве хлебобулочных изделий. Способ включает прием заготовок в безударном режиме, транспортирование и выгрузку. Транспортирование осуществляют по наклонной траектории на тонкой воздушной прослойке, воздушную прослойку образует сжатый воздух, который подают в зазор между несущей поверхностью транспортера и опорной поверхностью заготовки. Размеры и время сохранения стационарной воздушной прослойки определяют по формулам: Т = -6,057W2 + 0,079Ph - 84,693hW + 53,288W - 1169, 906, D = 182,57m2 + 5,666W2 - 0,0192dP + 28,966dW + 133845,482h -45,228W + 924,727, где Т - время сохранения воздушной прослойки над тестовой заготовкой, с; D - минимальный диаметр стационарной зоны бесконтактности, м; W - влажность теста, %; Р - избыточное давление сжатого воздуха в камере под несущей поверхностью транспортера; h - толщина воздушной прослойки, м; m - масса тестовой заготовки, кг; d - диаметр питающего отверстия, м. Способ позволяет уменьшить брак в изделиях и налипание теста к рабочим поверхностям транспортера. 1 ил.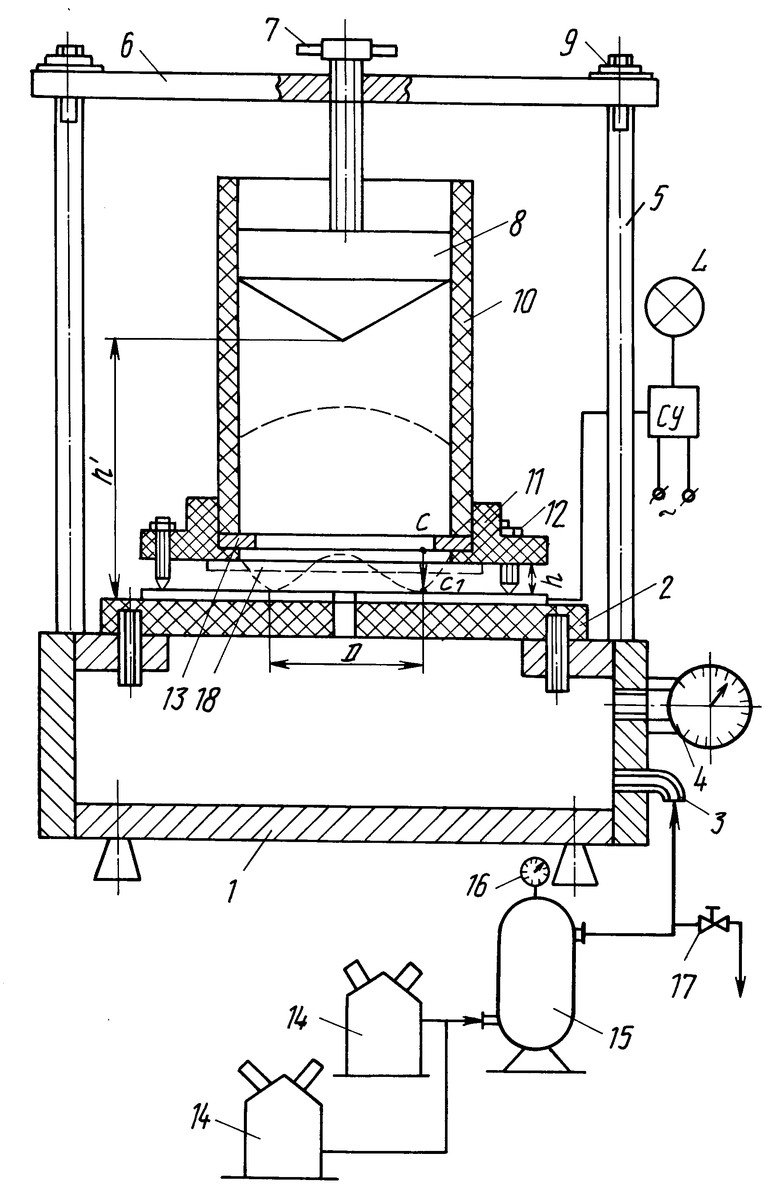
Способ транспортирования тестовых заготовок, включающий прием тестовых заготовок в безударном режиме, их перемещение и выгрузку, отличающийся тем, что транспортирование тестовых заготовок осуществляют по наклонной траектории на тонкой воздушной прослойке, полученной за счет подачи сжатого воздуха в зазор между несущей поверхностью транспортера и опорной поверхностью заготовки, при этом размеры и время сохранения стационарной воздушной прослойки определяют по формулам
Т = -6,057W2 + 0,079Ph - 84,693Hw + 53,288W - 1169, 906,
D = 182,574m2 + 5,666W2 - 0,0192Dp + 28,966dW + 133845,482h - 45,228W + 924,727,
где Т - время сохранения воздушной прослойки над тестовой заготовкой, с;
D - минимальный диаметр стационарной зоны бесконтактности, м;
W - влажность теста, %;
P - избыточное давление сжатого воздуха в камере под несущей поверхностью транспортера, Па;
h - толщина воздушной прослойки, м;
m - масса тестовой заготовки, кг;
d - диаметр питающего отверстия, м.
| Устройство для передачи тестовых заготовок | 1988 |
|
SU1666019A1 |
| US 4534722 A, 13.08.95 | |||
| Ауэрман Л.Я | |||
| Технология хлебопекарного производства | |||
| - М.: Легкая и пищевая промышленное, 1984, с.22. | |||
