Изобретение относится к автоматизации процесса сортировки и загрузки в машиностроении, приборостроении, электронной промышленности, а также в других отраслях народного хозяйства, где необходима сортировка и подача на технологические операции штучных деталей (изделий), симметричных относительно вертикальной оси.
Известно устройство для сортировки изделий по качеству поверхности, содержащее механизм поштучной загрузки и средство сортировки с соплами, связанными с источником сжатого воздуха. Средство сортировки выполнено в виде установленного с возможностью вращения от привода вокруг вертикальной оси усеченного конуса, обращенного большим основанием вверх, и смонтированного соосно ему и примыкающему к меньшему основанию неподвижного вертикального полого цилиндрического улавливателя. Улавливатель снабжен наклонными соплами на цилиндрической поверхности для ориентированной укладки изделий. Сопла улавливателя связаны с источником сжатого воздуха (SU 1348003 A1, 30.10.1987).
Недостатками этого устройства являются узкие технические возможности, которые обусловлены невозможностью производить сортировку по геометрическим размерам или массе изделий, движущихся в общем потоке, как различных типоразмеров, так и одного типа заданного размерного ряда, имеющих постоянную удельную нагрузку. Кроме того, конструкция улавливателя не обеспечивает стабильное вертикальное перемещение изделий. Это объясняется тем, что изделие представляет собой тонкую пластину, поле давления на боковую поверхность которой очень мало. В связи с этим при малейшем перекосе сразу возникает вращающий момент, который может привести к заклиниванию изделия в улавливателе. Необходимо также отметить, что данное устройство периодического действия, так как улавливатель является накопителем, и после заполнения его изделиями устройство останавливают для разгрузки, причем в канале улавливателя изделия лежат друг на друге, что является нарушением условия бесконтактности.
Технический результат заключается в расширении технологических возможностей и повышении эффективности работы устройства.
Указанный технический результат достигается тем, что в устройстве для сортировки изделий, содержащем механизм поштучной загрузки, улавливатель и средство сортировки с соплами, связанными с источником сжатого воздуха, выполненное в виде установленного с возможностью вращения от привода вокруг вертикальной оси полого конуса, обращенного основанием вверх, согласно изобретению улавливатель выполнен в виде принимающих лотков, установленных с возможностью перемещения относительно боковой поверхности средства сортировки, выполненного в виде неусеченного конуса, при этом сопла расположены перпендикулярно к его внутренней поверхности.
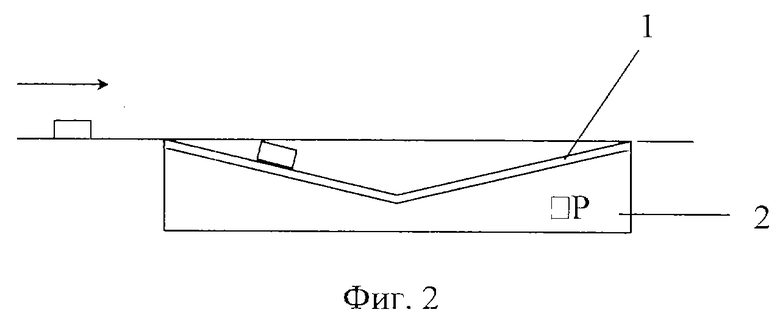
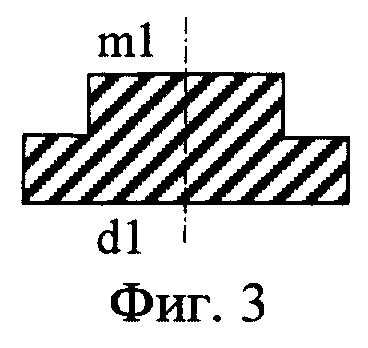
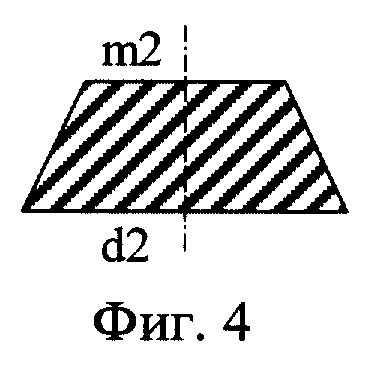
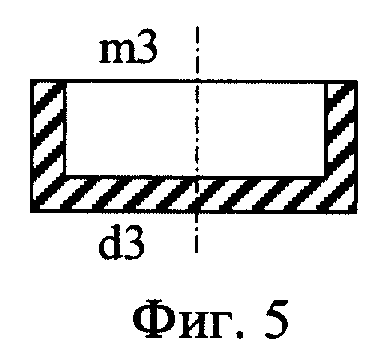
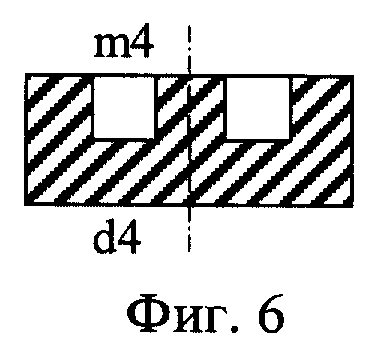
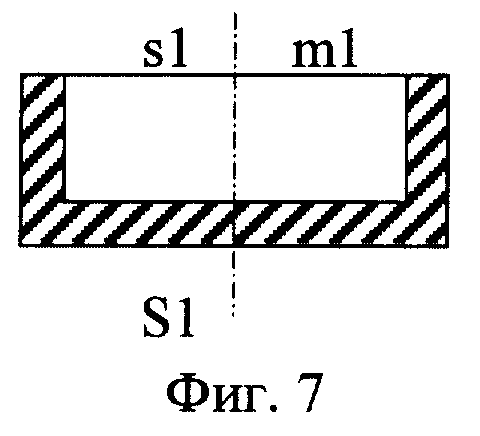
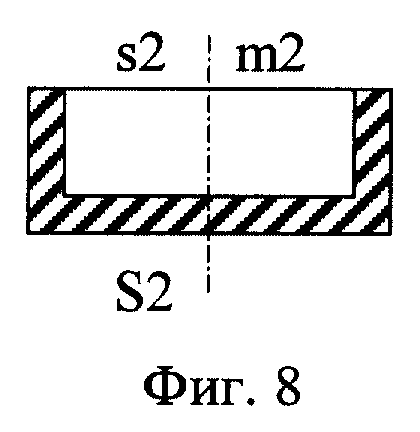
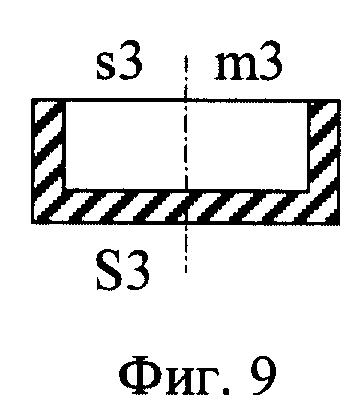
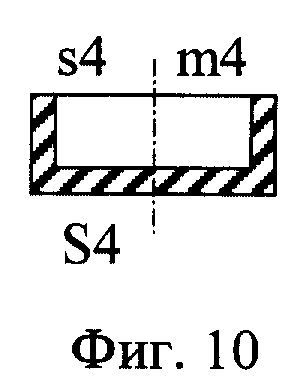
Сущность устройства поясняется чертежами, где на фиг. 1 изображен общий вид устройства; на фиг. 2 - то же, вид сбоку: на фиг. 3-6 - сортируемые изделия различных типоразмеров; на фиг. 7-10 - изделия одного размерного ряда, но отличающиеся пропорционально изменяющейся массой и геометрическими размерами.
Устройство включает средство сортировки 1, выполненное в виде полого конуса. Причем конус 1 выполнен с возможностью вращения относительно вертикальной оси. Под конусом установлена неподвижная пневмокамера 2, обеспечивающая подачу сжатого воздуха под изделия 3 через перфорированную несущую поверхность 1. К основанию конуса 1 примыкает устройство поштучной загрузки 4 и принимающие лотки (улавливатели) 5, выполненные с возможностью перемещения относительно боковой поверхности средства сортировки.
Устройство работает следующим образом. В пневмокамеру 2 подается сжатый воздух. По транспортеру 4 на средство сортировки поштучно подаются изделия, каждое из которых в зависимости от площади опорной поверхности имеет определенную ориентацию.
Истекая из перфорации несущей поверхности 1, сжатый воздух создает под изделиями воздушную прослойку. Конус 1 вращается относительно своей вертикальной оси от действия привода. Вращение несущей поверхности 1 на изделия не передается и они под действием составляющей силы тяжести перемещаются вдоль конуса к его центру.
Согласно исследованиям, описанным в монографии "Пневматические конвейеры" (см. Битюков В.К. и др., Пневматические конвейеры, Воронеж, Издательство Воронежского Государственного университета, 1984, с. 164), на процесс всплытия изделия на воздушной прослойке значительно влияет зазор между несущей поверхностью по образующей конуса и опорной поверхностью изделия, который является величиной постоянной и зависит от диаметра изделия и угла конусности. Чем больше данный зазор, тем больше требуется расхода воздуха, подаваемого под изделия для осуществления процесса "всплытия". За счет этого на одном и том же участке конуса при неизменном избыточном давлении ΔP в пневмокамере изделия, имеющие меньшие размеры и соответственно меньший зазор между несущей поверхностью и изделием, будут "всплывать" на воздушной прослойке. Изделия большего размера и имеющие большой зазор будут совершать "посадку" на несущую поверхность, даже если они имеют такую же удельную нагрузку, как и первые. Поэтому сортируемые изделия (фиг. 7-10) при неизменном давлении в пневмокамере будут совершать "посадку" на несущую поверхность конуса на различном расстоянии от его вершины. Например, изделия меньшего размера (фиг. 9 и фиг. 10) будут совершать "посадку" ближе к вершине, а большего (фиг. 7 и фиг. 8) - дальше.
Аналогично сортируются изделия, представленные на фиг. 3-6. Чем больше их удельная нагрузка λ (λ = m/s, где m - масса изделия, a s - площадь опорной поверхности), тем дальше от вершины конуса они располагаются. Это позволяет использовать данное устройство для сортировки изделий различных типоразмеров, массы (m) и диаметры опорных поверхностей (d) которых соотносятся следующим образом: m1≠m2≠m3≠m4, при этом m1>m2>m3>m4, a d1=d2=d3=d4, тогда λ1 > λ2 > λ3 > λ4, а также для сортировки изделий одного вида заданного размерного ряда, то есть имеющих единое конструктивное исполнение, но отличающихся пропорционально изменяющимися массой и геометрическими размерами.
Все изделия размерного ряда (фиг. 7-10) имеют постоянную удельную нагрузку λ, то есть равные отношения их масс m соответственно к большим S или меньшим s опорным площадям:
λ = const=m1/s1=m2/s2=m3/s3=m4/s4,
λ = const=m1/S1=m2/S2=m3/S3=m4/S4,
при этом S1(s1)>S2(s2)>S3(s3)>S4(s4).
При движении предмета вдоль образующих конуса зазор между изделием и несущей поверхностью постоянно увеличивается за счет уменьшения радиуса кривизны конуса. Как только зазор будет настолько велик, что поле давления в газовой прослойке окажется недостаточным для организации процесса всплытия, изделие осуществит "посадку" на конус. Данный процесс характеризуется механическим контактом несущей поверхности 1 с предметом производства, который начинает вращаться вместе с конусом, т.к. на него действует центробежная сила, выносящая изделие на приемный лоток 5.
Необходимо отметить, что различные изделия будут совершать "посадку" строго в определенных местах вдоль образующей конуса. В связи с этим их траектории движения при удалении с диска будут различны, т.е. сортируемые изделия будут соскальзывать с конуса в различных местах его основания и попадать в соответствующие принимающие лотки 5. Таким образом, в принимающих лотках 5 будут располагаться сортируемые изделия 3. При этом в первом лотке по направлению поворота конуса будут находиться самые большие из них по геометрическим размерам (фиг. 7) или по величине удельной нагрузки (фиг. 3), а в последующих лотках - с пропорционально уменьшающимися указанными характеристиками. Причем во время операции сортировки между изделием и несущей поверхностью диска будет постоянно присутствовать газовая смазка, что сводит к минимуму их механический контакт.
Необходимо также отметить, что чем меньше разница между диаметрами изделий, входящих в один размерный ряд (фиг. 7-10), тем больше должен быть угол конусности диска, так как с его увеличением возрастает чувствительность средства сортировки. Поэтому, зная все изделия в размерном ряду, можно подобрать угол конусности диска, необходимый для их сортировки. Все выше сказанное в полной мере относится и к параметру "удельная нагрузка".
Таким образом, расширение технологических возможностей устройства обусловлено тем, что операция сортировки изделий может осуществляться без конструктивных изменений устройства как для изделий различных типоразмеров, так и одного типа заданного размерного ряда.
Использование в качестве критерия распознавания изделий обобщенной величины "удельная нагрузка" позволят применять предложенное устройство для различных типоразмеров изделий. При этом процесс переналадки при переходе с одного типоразмерного ряда на другой сводится к подбору расхода воздуха, подаваемого под изделия, и перемещению принимающих лотков относительно боковой поверхности средства сортировки, что может реализовываться в автономном режиме. Поэтому предложенное устройство обладает высоким уровнем гибкости.
Применение газовой прослойки в качестве смазки между изделием и несущей поверхностью в предложенном устройстве позволяет избежать жесткого механического контакта между ними. Поэтому разработанное устройство можно использовать для изделий, выполненных из хрупких материалов, имеющих легко повреждаемые и зеркальные покрытия, а также для изделий, для которых недопустим или нежелателен такой вид контакта.
Возможность регулирования производительности устройства за счет изменения скорости вращения диска ω и перемещения лотков 5 вдоль основания конуса, а также отсутствие канала, в котором может происходить заклинивание изделий, повышает эффективность работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОЙ ОРИЕНТАЦИИ И СОРТИРОВКИ ИЗДЕЛИЙ | 1998 |
|
RU2130419C1 |
| СПОСОБ АКТИВНОГО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2151094C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ И ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2130890C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ, ОРИЕНТАЦИИ И ПОДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2151728C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2163408C1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ВЗВЕШИВАНИЯ И СОРТИРОВКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2127423C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА БРИКЕТИРОВАННОЙ ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2112223C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ПЛАСТИН | 1997 |
|
RU2131155C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2191674C1 |
Изобретение относится к автоматизации процесса сортировки и загрузки в машиностроении, приборостроении, электронной промышленности, а также в других отраслях народного хозяйства, где необходима сортировка и подача на технологические операции штучных деталей, симметричных относительно вертикальной оси. Устройство содержит механизм поштучной загрузки, улавливатель и средство сортировки с соплами, связанными с источником сжатого воздуха. Средство сортировки выполнено в виде установленного с возможностью вращения от привода вокруг вертикальной оси полого конуса, обращенного основанием вверх. Улавливатель выполнен в виде принимающих лотков, установленных с возможностью перемещения относительно боковой поверхности средства сортировки, выполненного в виде неусеченного конуса. Сопла расположены перпендикулярно внутренней поверхности конуса. Данное выполнение устройства позволяет расширить его технологические возможности и повысить эффективность в работе. 10 ил.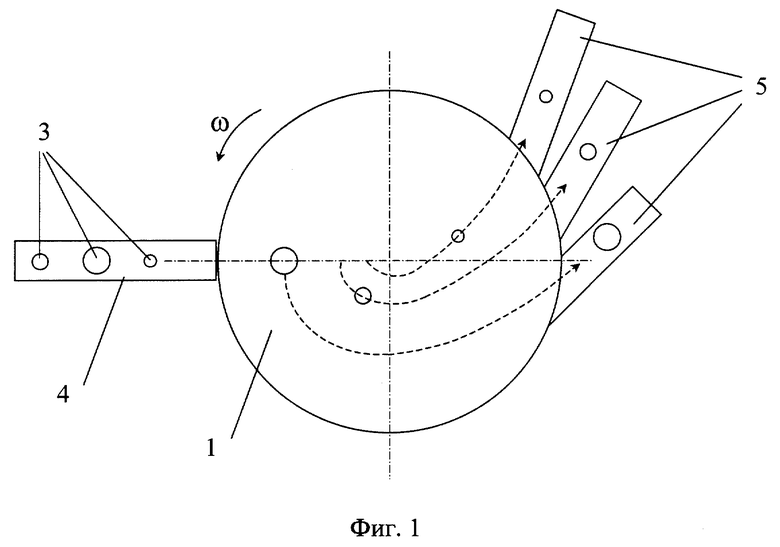
Устройство для сортировки изделий, содержащее механизм поштучной загрузки, улавливатель и средство сортировки с соплами, связанными с источником сжатого воздуха, выполненное в виде установленного с возможностью вращения от привода вокруг вертикальной оси полого конуса, обращенного основанием вверх, отличающееся тем, что улавливатель выполнен в виде принимающих лотков, установленных с возможностью перемещения относительно боковой поверхности средства сортировки, выполненного в виде неусеченного конуса, при этом сопла расположены перпендикулярно его внутренней поверхности.
| Устройство для сортировки изделий по качеству поверхности | 1986 |
|
SU1348003A1 |
| СПОСОБ ОБНАРУЖЕНИЯ И ОПРЕДЕЛЕНИЯ КООРДИНАТ ИСТОЧНИКА РАДИОИЗЛУЧЕНИЯ | 2004 |
|
RU2285937C2 |
| EP 07299006 A2, 04.09.1996 | |||
| US 5441141 A, 15.08.1995. | |||
